Clear Sky Science · it
Valutazione integrata dell’usura dell’utensile, della morfologia dei trucioli, dell’integrità superficiale e del consumo energetico nella fresatura sostenibile dell’Inconel 718
Perché il raffreddamento è importante quando si tagliano metalli difficili
Dai motori a reazione agli impianti termoelettrici, molte parti critiche sono ricavate da un metallo estremamente resistente chiamato Inconel 718. La sua resistenza a temperature molto elevate lo rende ideale per ambienti estremi, ma lo rende anche notoriamente difficile e costoso da lavorare. Questo studio pone una domanda pratica per l’industria e per l’ambiente: è possibile lavorare questo metallo difficile in modo da consumare meno energia, usurare meno utensili e ottenere comunque una superficie liscia e affidabile — riducendo al contempo la quantità di liquido da taglio che può nuocere ai lavoratori e al pianeta?

Un metallo ostinato impiegato in contesti estremi
Inconel 718 è una superlega a base di nichel che mantiene la sua resistenza da temperature di congelamento fino a quasi 1000 °C. Ciò lo rende perfetto per motori aeronautici, tubazioni ad alta pressione e applicazioni difensive, dove il guasto non è ammesso. Ma i suoi stessi vantaggi creano problemi in officina. Durante la lavorazione l’utensile di taglio è soggetto a forze e temperature enormi che possono superare i 1100 °C. Il metallo conduce poco il calore e tende ad agglomerarsi sull’utensile, così gli utensili si usurano rapidamente, le superfici diventano ruvide e i costi di produzione aumentano. Allo stesso tempo, i refrigeranti liquidi tradizionali usati per controllare il calore possono causare preoccupazioni per la salute e l’ambiente se impiegati in grandi volumi.
Quattro modalità per raffreddare e lubrificare il taglio
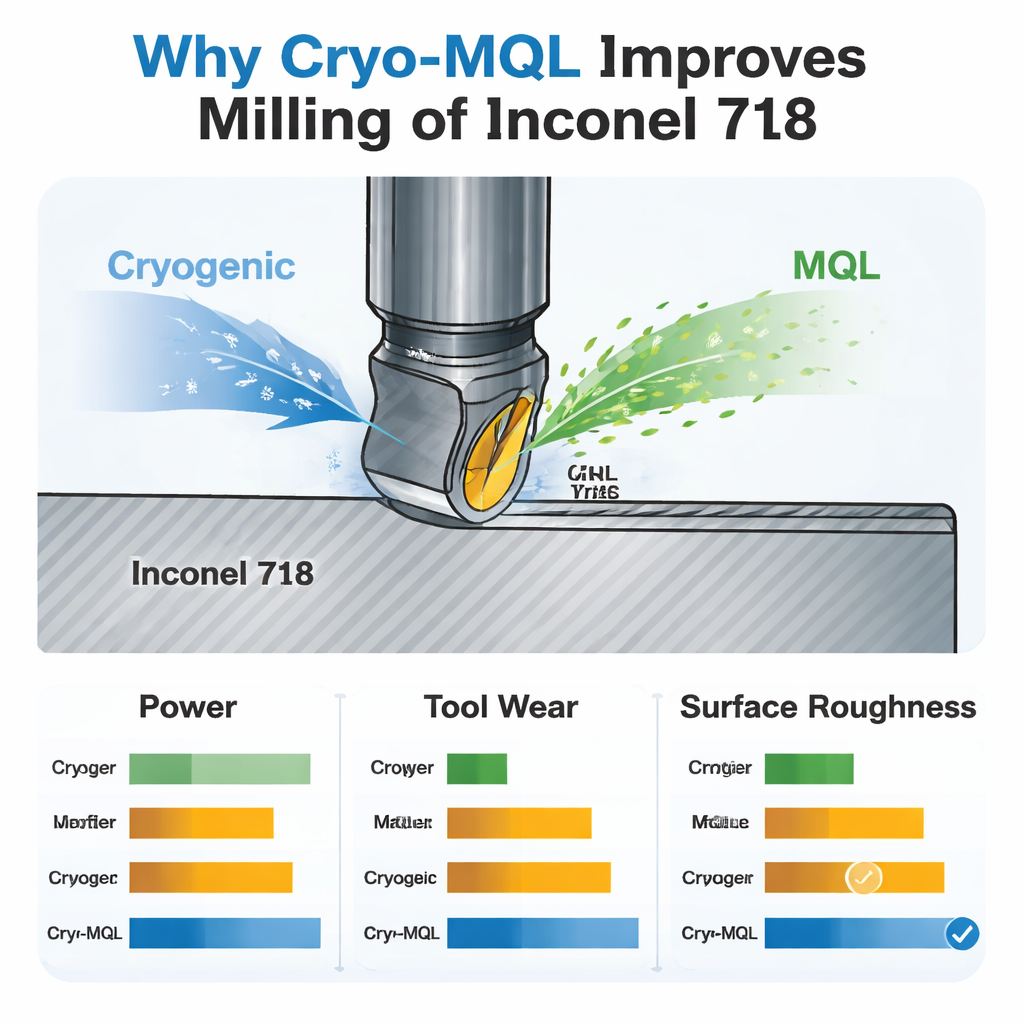
I ricercatori hanno confrontato quattro diverse modalità di raffreddamento e lubrificazione della zona di taglio durante la fresatura dell’Inconel 718 su una macchina CNC. Nel taglio a secco non viene usato alcun fluido. La Lubrificazione a Quantità Minima (MQL) nebulizza solo una finissima nebbia d’olio, usando molto meno fluido rispetto al raffreddamento per allagamento convenzionale. Il raffreddamento criogenico fornisce un gas o un liquido molto freddo, come l’azoto liquido, per raffreddare la zona di taglio. Infine, un approccio ibrido chiamato Cryo‑MQL combina sia il getto freddo sia la nebbia d’olio. Attraverso queste quattro modalità il team ha eseguito prove a tre velocità di taglio mantenendo costanti avanzamento e profondità di passata. Hanno misurato l’assorbimento elettrico della macchina, la velocità di usura degli utensili, la finitura superficiale ottenuta e come cambiava la forma dei piccoli trucioli arricciati di metallo.
Consumo energetico, scabrezza della superficie e durata dell’utensile
I risultati mostrano che la scelta del metodo di raffreddamento influenza fortemente il comportamento di lavorazione. Il taglio a secco ha sempre consumato più energia e prodotto l’usura più severa degli utensili, inclusi scheggiature sul bordo di taglio e danni profondi sulla faccia dell’utensile. La MQL ha ridotto l’attrito e aiutato gli utensili a durare più a lungo rispetto al taglio a secco, ma la sua limitata capacità di raffreddamento è risultata uno svantaggio alle velocità più elevate. Il raffreddamento puramente criogenico ha protetto bene la finitura superficiale a basse velocità e ha ridotto le temperature dell’utensile ad alte velocità, ma può anche causare shock termici improvvisi che lasciano piccoli crateri sull’utensile. L’approccio ibrido Cryo‑MQL ha offerto in modo consistente il miglior bilanciamento: a basse velocità ha ridotto il consumo energetico di circa il 10% rispetto al taglio a secco, e a tutte le velocità ha mantenuto l’usura dell’utensile ai livelli più bassi raffreddando l’utensile e creando al contempo un film lubrificante stabile tra utensile e truciolo.
Cosa rivelano i piccoli trucioli metallici
Lo studio ha anche esaminato la forma e la disgregazione dei trucioli metallici, che reagiscono come impronte digitali di ciò che avviene nella zona di taglio. Con l’aumentare della velocità di taglio, i trucioli tendevano a formare schemi a dente di sega, segnale che il materiale si deforma a scatti lungo strette zone di intenso taglio e calore. In condizioni di taglio a secco e con MQL semplice, questi trucioli diventavano spesso fortemente seghettati e irregolari, indice di taglio instabile e di elevati carichi termici. Il raffreddamento criogenico rendeva i denti della sega più netti poiché il metallo si induriva e si faceva più fragile al freddo. Con Cryo‑MQL, invece, i trucioli risultavano generalmente più regolari e più facili da controllare, indicando un equilibrio più stabile tra temperatura, attrito e plasticità del materiale. Questo comportamento dei trucioli rispecchiava le misure di usura degli utensili e di consumo energetico, rafforzando la conclusione che il metodo ibrido stabilizza il processo di taglio.
Cosa significa questo per una lavorazione più pulita ed economica
Per le fabbriche che devono lavorare l’Inconel 718, questi risultati suggeriscono una strada pratica da percorrere. Impiegare utensili in condizioni ibride Cryo‑MQL può ridurre la domanda energetica, prolungare la vita degli utensili e mantenere una buona qualità superficiale, il tutto utilizzando solo una piccola quantità di lubrificante. Ciò si traduce in meno cambi utensile, meno scarti e una minore dipendenza da grandi volumi di refrigeranti convenzionali. In termini semplici, combinare un raffreddamento molto freddo con una fine nebbia d’olio permette ai produttori di lavorare questo metallo ostinato in modo più dolce ed efficiente, favorendo risparmi di costo e una produzione più pulita e sostenibile.
Citazione: Yurtkuran, H. Integrated assessment of tool wear, chip morphology, surface ıntegrity and energy consumption in sustainable milling of Inconel 718. Sci Rep 16, 6967 (2026). https://doi.org/10.1038/s41598-026-37624-6
Parole chiave: lavorazione Inconel 718, raffreddamento criogenico, lubrificazione a quantità minima, usura dell’utensile, produzione sostenibile