Clear Sky Science · it
Controllo proporzionale a doppio anello per brasatura per induzione ad alta precisione di guide d'onda in alluminio a parete sottile
Proteggere le linee vitali dei satelliti
I moderni satelliti per comunicazioni si affidano a tubi metallici cavi chiamati guide d'onda per trasportare i segnali radio tra antenne ed elettronica. Questi componenti devono resistere a anni di vibrazioni del lancio, al freddo estremo e all'irraggiamento solare intenso senza disperdere energia o creparsi. Questo articolo esplora un modo più intelligente di "saldare" fra loro guide d'onda in alluminio leggere usando la brasatura per induzione, in modo che ogni giunzione sia resistente, uniforme e realizzata con il minimo margine di tentativo umano.
Dalle fiamme ai sistemi di riscaldamento intelligenti
La brasatura tradizionale spesso impiega fiamme o forni che riscaldano vaste aree e possono deformare parti delicate. La brasatura per induzione usa invece una bobina di rame sagomata a stretto contatto per creare un campo elettromagnetico concentrato che riscalda solo la zona della giunzione. Gli autori si concentrano sulle guide d'onda in alluminio a parete sottile impiegate nei componenti spaziali, dove anche piccoli errori di temperatura possono causare deformazioni o un riempimento incompleto della lega da brasatura. Poiché i termometri a contatto disturberebbero la superficie e malfunzionerebbero nel forte campo elettromagnetico, il sistema si basa su sensori a infrarossi senza contatto e su modelli matematici per monitorare la temperatura durante il processo.
Un anello di retroazione intelligente per il riscaldamento
La prima strategia di controllo sviluppata dal team è stato un singolo loop di retroazione che non guarda alla temperatura assoluta, ma alla velocità con cui la giunzione si riscalda. Un sensore senza contatto misura la temperatura della giunzione e un controllore semplice regola la potenza fornita alla bobina di induzione in modo che la velocità di riscaldamento segua una pendenza programmata, quindi si mantenga stabile alla temperatura di fusione della lega. Nei test di laboratorio su varie forme di guide d'onda, questo sistema a singolo anello riusciva a mantenere l'errore medio di temperatura intorno a 3–4 gradi Celsius e a limitare il sovraelongamento, a condizione che un tecnico avesse preventivamente regolato con cura la distanza tra bobina e componenti. Quando questa impostazione era ben fatta, quasi tutte le giunzioni superavano l'ispezione metallografica.
Aggiungere un secondo anello per l'equilibrio
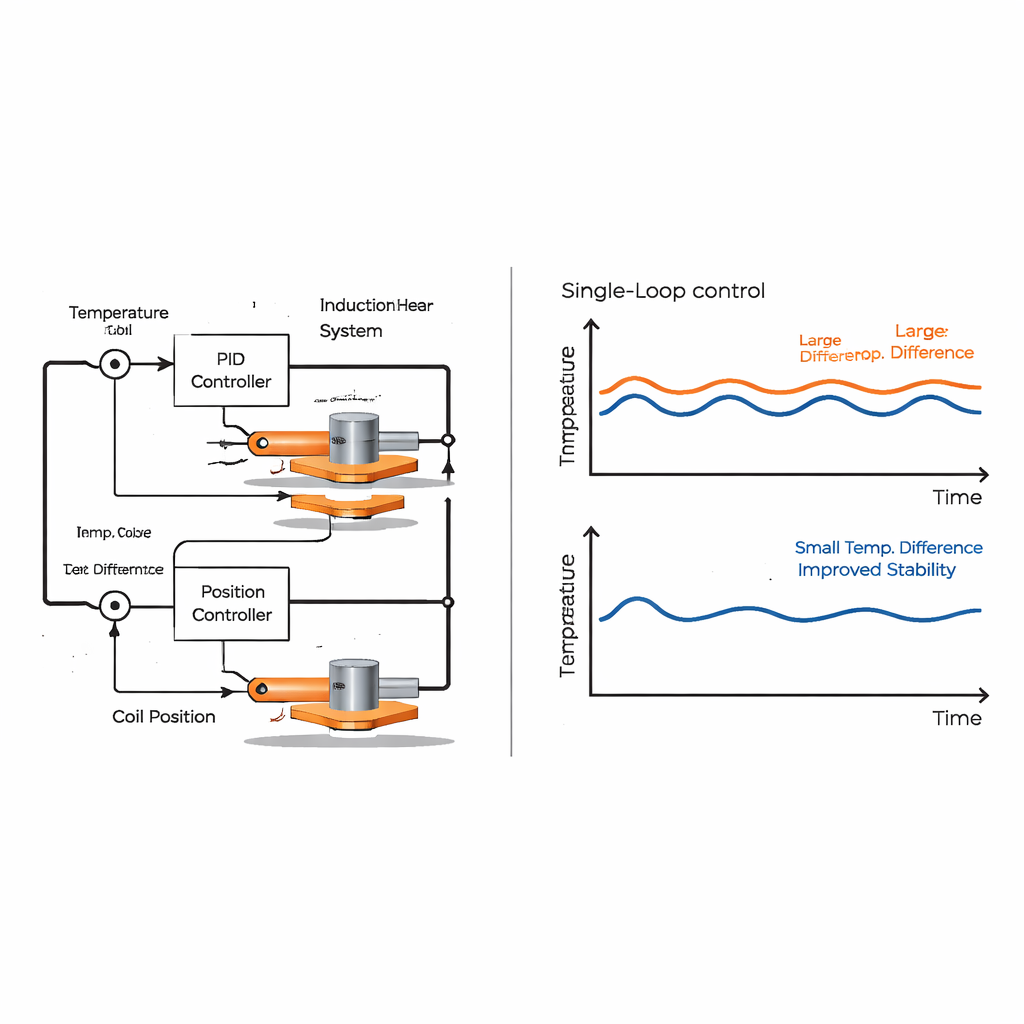
Tuttavia, i ricercatori hanno scoperto che anche con una taratura accurata il tubo e la flangia in giunzione potevano comunque presentare differenze di temperatura superiori a 15 gradi se la distanza dalla bobina cambiava o lo spessore delle parti variava da lotto a lotto. Per risolvere il problema hanno introdotto un secondo loop di retroazione. Ora un sensore a infrarossi monitora la flangia mentre un altro sorveglia il tubo. Il primo anello continua a controllare la potenza in base al profilo di riscaldamento, ma il secondo anello sposta lentamente il pezzo rispetto alla bobina ogni volta che rileva che un lato è più caldo dell'altro. Avvicinando o allontanando la giunzione dalla bobina, il sistema bilancia attivamente le temperature nella zona di brasatura durante il preriscaldo, la rampa e la fase finale di soak.
Dal prototipo di laboratorio alla linea di produzione
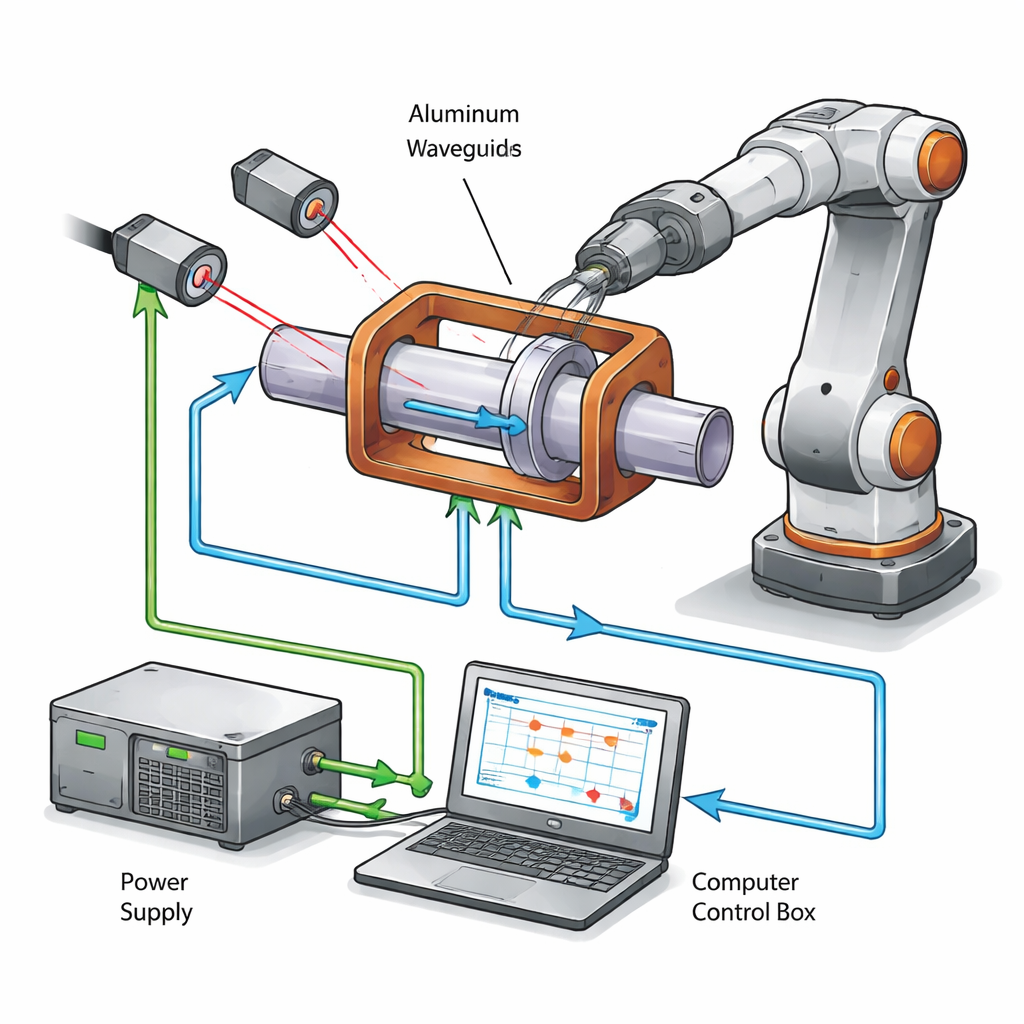
Per portare in pratica l'idea del doppio anello, gli autori hanno costruito una cella di brasatura completamente automatizzata. Include un generatore HF, bobine raffreddate ad acqua, un manipolatore a sei assi, un telemetro laser per misurare la distanza, sensori a infrarossi doppi e telecamere industriali per il controllo dell'allineamento. Tutti questi dispositivi sono coordinati da software modulare in C++ che gira su un PC industriale. Il programma acquisisce dati di temperatura, posizione, potenza e video 20 volte al secondo, registra tutto in un database SQL e utilizza metriche di qualità come deviazione dalla velocità di riscaldamento e dispersione termica per valutare ogni ciclo di brasatura in tempo reale. In test estensivi su 120 assemblaggi di varie dimensioni, il sistema a doppio anello ha ridotto l'errore medio di temperatura a poco più di 2 gradi, dimezzato la massima differenza di temperatura tra tubo e flangia a circa 8 gradi e aumentato la resa di giunzioni accettabili al 97 percento—anche quando gli operatori erano meno precisi nella messa a punto iniziale.
Cosa significa per i futuri componenti spaziali
Per i non specialisti, il messaggio principale è che gli autori hanno trasformato un processo di riscaldamento un tempo artigianale e dipendente dall'operatore in uno più prevedibile e auto-correggente. Misurando non solo quanto è caldo il giunto ma anche quanto uniformemente viene distribuito il calore, il controllore a doppio anello può regolare automaticamente sia la potenza sia la posizione per ottenere giunzioni brasate più pulite e affidabili con meno difetti. Questo approccio riduce rilavorazioni e scarti e apre la strada a sistemi ancora più intelligenti che potrebbero un giorno usare algoritmi predittivi o metodi di apprendimento per ottimizzare il riscaldamento per nuovi materiali e geometrie. In termini pratici, tali progressi contribuiscono a garantire che la "plumbing" che trasporta i segnali all'interno dei satelliti rimanga robusta durante missioni di lunga durata, supportando comunicazioni più affidabili verso la Terra.
Citazione: Tynchenko, V., Martysyuk, D., Kurashkin, S. et al. Dual-loop proportional control for high-precision induction brazing of thin-walled aluminum waveguides. Sci Rep 16, 7440 (2026). https://doi.org/10.1038/s41598-026-37593-w
Parole chiave: brasatura per induzione, guide d'onda in alluminio, controllo con retroazione, produzione robotica, componenti per satelliti