Clear Sky Science · it
Ottimizzazione dei parametri di friction stir welding per le leghe di alluminio dissimili AA2014 e AA5052
Metalli leggeri più resistenti per auto e aerei
Dalle auto elettriche agli aerei e alle navi, i costruttori cercano componenti metallici che siano allo stesso tempo leggeri e resistenti. L’alluminio soddisfa bene questa esigenza, ma unire fra loro diversi gradi di alluminio senza indebolirli è sorprendentemente difficile. Questo studio mostra come gli ingegneri possano mettere a punto un processo in stato solido chiamato friction stir welding in modo che due leghe di alluminio molto diverse, AA2014 e AA5052, formino una giunzione solida e affidabile adatta a strutture impegnative.
Come uno strumento rotante unisce il metallo senza fonderlo
Il friction stir welding funziona più come impastare che come fondere e unire. Uno strumento rigido e rotante viene premuto nella giunzione tra due lastre metalliche e spostato lungo il cordone. L’attrito ammorbidisce, ma non fonde, il metallo in modo che possa essere mescolato e forgiato insieme in un legame solido. Questo evita molti dei problemi della saldatura tradizionale, come porosità, cricche e deformazioni. In questo studio gli autori si sono concentrati su quattro impostazioni chiave: la velocità di rotazione dello strumento, la forma del perno (triangolare, circolare o quadrata), la pressione assiale applicata e la velocità di avanzamento lungo la giunzione. Hanno voluto capire come queste manopole influenzino la resistenza finale, l’allungamento e la durezza della saldatura tra una lega ad alta resistenza trattabile termicamente (AA2014) e una lega più resistente alla corrosione (AA5052).
Usare la statistica intelligente per trovare i parametri ottimali
Provare ogni possibile combinazione di parametri sarebbe lento e costoso. Invece, il team ha usato una strategia statistica chiamata response surface methodology combinata con un disegno Box–Behnken. Questo li ha guidati a 29 esperimenti scelti con cura che hanno mappato in modo efficiente come le quattro impostazioni di processo influenzano quattro risultati importanti: resistenza ultima a trazione (quanto carico può sopportare la giunzione prima di rompersi), tensione di snervamento (il punto in cui inizia la deformazione permanente), allungamento (quanto può stirarsi) e microdurezza (resistenza all’indentazione). Hanno poi utilizzato una funzione di “desiderabilità” per cercare un unico insieme di parametri di compromesso che mantenga elevati resistenza e durezza senza sacrificare troppo la duttilità.
Com’è fatta la saldatura ottimizzata all’interno
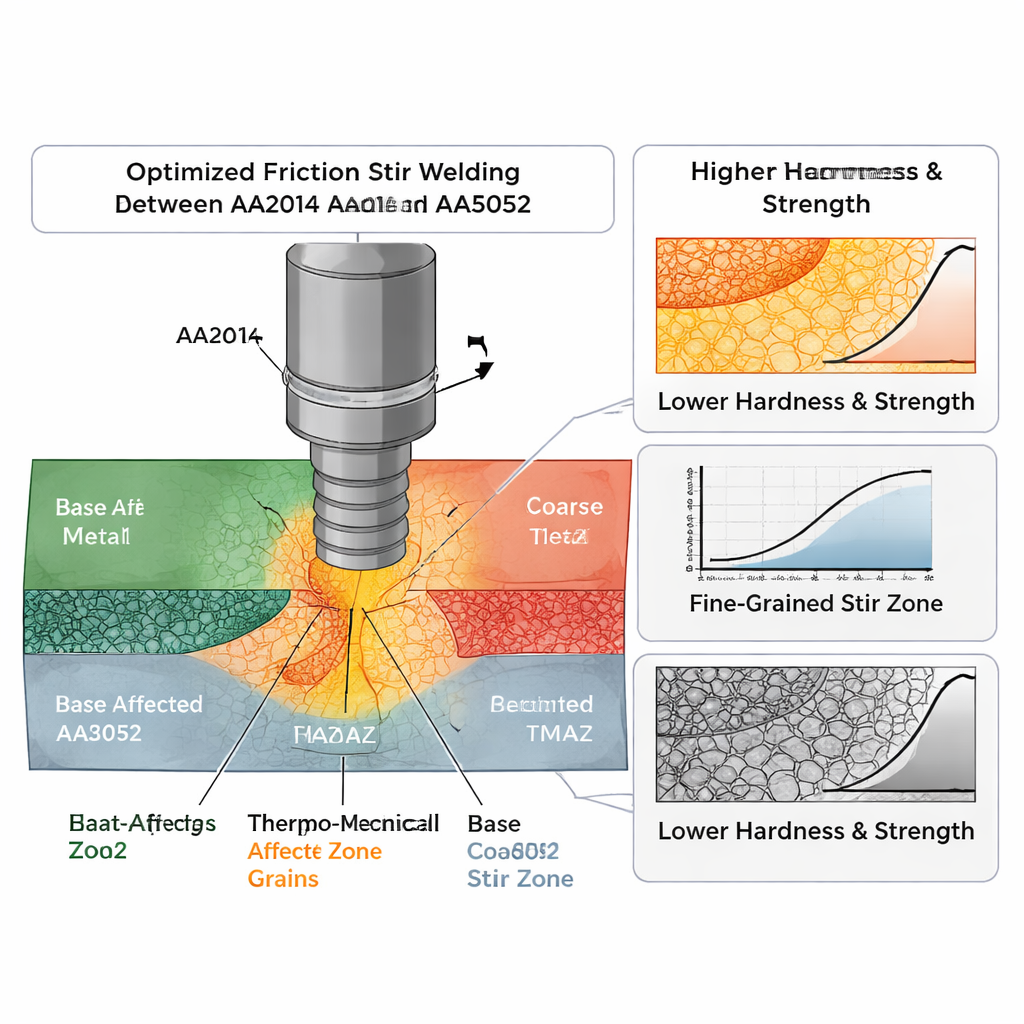
Il miglior compromesso trovato prevedeva una velocità di rotazione moderatamente elevata (circa 1880 giri al minuto), un perno di forma quadrata, un carico assiale relativamente alto di 10 kN e una velocità di saldatura medio‑alta di circa 17,6 mm al minuto. In queste condizioni, la giunzione ha raggiunto circa 258 MPa di resistenza a trazione e 197 MPa di tensione di snervamento, con una durezza poco superiore a 100 sulla scala Vickers e un allungamento di circa 4,4%. Studi microscopici accurati hanno rivelato il perché: nella zona centrale di mescolamento i grani di alluminio sono molto fini e quasi equiassiali, e piccole particelle indurenti sono distribuite in modo uniforme. Questa struttura fine e uniforme è la firma di una ricristallizzazione dinamica completa — il metallo è stato effettivamente riformato a livello microscopico durante l’impastamento.
Cosa succede quando i parametri sono sbagliati
Per mostrare il lato negativo di impostazioni non adeguate, i ricercatori hanno confrontato una saldatura non ottimizzata realizzata con velocità dello strumento più bassa, perno circolare e pressione assiale inferiore. Quella giunzione mostrava grani più grossolani, aggregati di particelle dure e persino vuoti a forma di tunnel dove il materiale non si era riempito dietro lo strumento. Non sorprende che la sua resistenza e durezza fossero inferiori, e le superfici di frattura dai test di trazione presentavano dossi più grandi e irregolari e segni di rottura precoce. Al contrario, la giunzione ottimizzata si rompeva con molti piccoli dossi uniformi — prova di una frattura più duttile e assorbente di energia, collegata direttamente alla sua microstruttura raffinata e priva di difetti e a un profilo di durezza più favorevole attraverso la saldatura.
Perché questo è importante per le strutture reali
Per i progettisti di auto, aeromobili e navi il messaggio è chiaro: il friction stir welding può unire in modo affidabile leghe di alluminio dissimili, ma solo se il processo è regolato con cura. Combinando esperimenti pianificati con modellazione statistica, questo studio identifica una ricetta specifica di velocità di rotazione, forma dello strumento, pressione e velocità di avanzamento che produce una giunzione resistente, dura ma ancora ragionevolmente duttile tra AA2014 e AA5052. La saldatura ottimizzata evita difetti interni e raggiunge un insieme bilanciato di proprietà senza alcun trattamento termico post‑saldatura, offrendo una via pratica verso strutture più leggere ed efficienti che sfruttano al meglio progetti con leghe miste.
Citazione: Soundararjan, S., Jeevakarunya, C., Raj Kumar, P. et al. Friction stir welding parameter optimization for dissimilar AA2014 and AA5052 aluminium alloys. Sci Rep 16, 7138 (2026). https://doi.org/10.1038/s41598-026-37562-3
Parole chiave: friction stir welding, leghe di alluminio, ottimizzazione della saldatura, strutture leggere, microstruttura