Clear Sky Science · it
Caratterizzazione delle proprietà microstrutturali, magnetiche e termiche di Fe–45Ni fabbricato mediante fusione selettiva a letto di polvere con laser
Un metallo che mantiene la forma e il magnetismo
Satelliti moderni, telescopi e strumenti di precisione richiedono componenti metallici che varino pochissimo di dimensione con la temperatura ma che rispondano in modo netto ai campi magnetici. Questo studio esplora una ricetta promettente per tali componenti: una lega ferro–nichel contenente il 45% di nichel (Fe–45Ni), realizzata non con la fusione e la lavorazione tradizionali, ma tramite stampa 3D con laser. Il lavoro mostra come regolare le condizioni di stampa affinché la lega risulti densa, fortemente magnetica e estremamente stabile al riscaldamento.
Perché una lega stampata in 3D è importante
Le leghe ferro–nichel sono già utilizzate in dispositivi che richiedono un magnetismo affidabile e una dilatazione termica molto bassa – dagli orologi di precisione alle strutture spaziali. Ma i metodi di produzione convenzionali faticano a creare forme complesse senza crepe, spreco di materiale e costose lavorazioni secondarie. La fusione selettiva a letto di polvere con laser, un processo di stampa metallica 3D, offre la possibilità di costruire forme complesse direttamente dalla polvere. Il rovescio della medaglia è che il laser intenso e rapidamente mobile genera forti variazioni di temperatura che possono lasciare porosità, crepe e tensioni residue. Gli autori si sono posti l’obiettivo di verificare se Fe–45Ni potesse essere stampata evitando questi problemi, preservando al contempo la sua combinazione di forza magnetica e stabilità dimensionale.
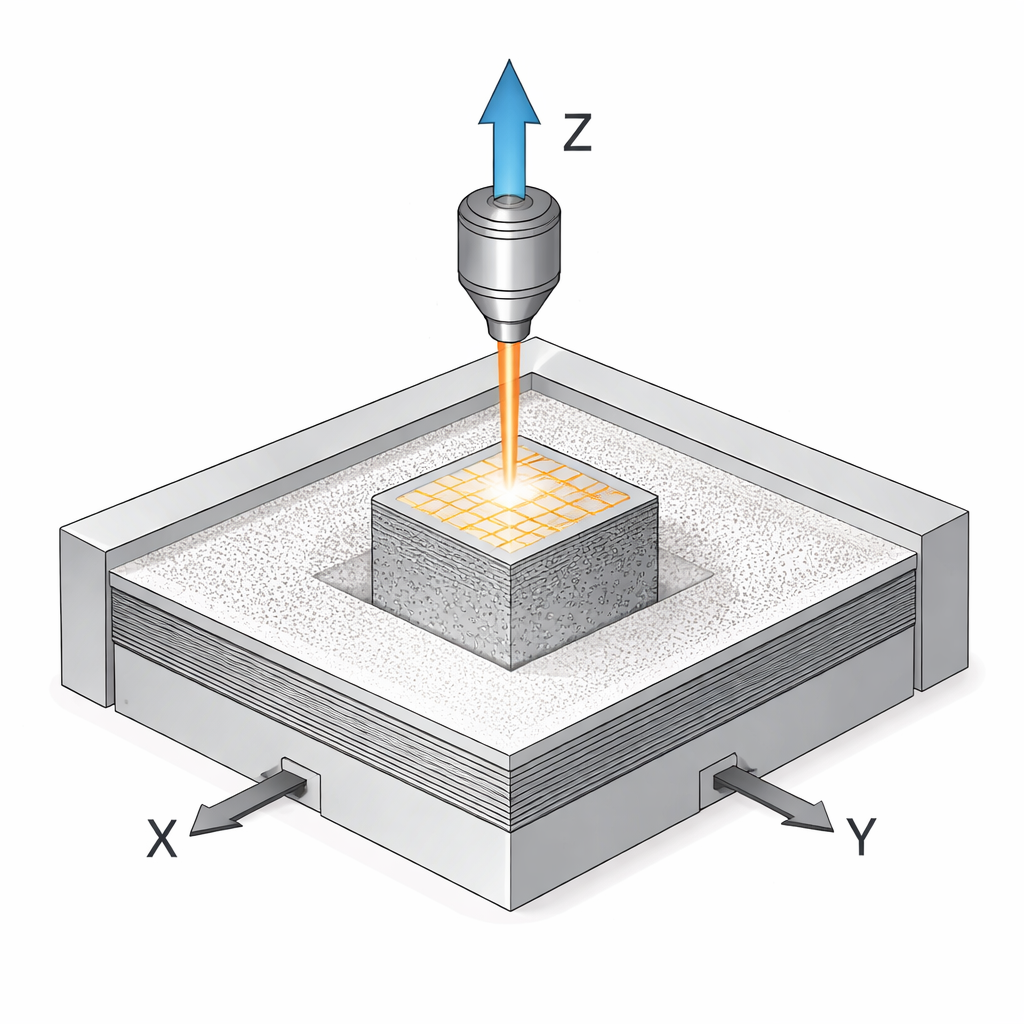
Come viene stampato ed esaminato il metallo
I ricercatori hanno iniziato con polvere sferica di Fe–45Ni prodotta per atomizzazione gassosa, scelta per la buona scorrevolezza nella stampante. Hanno utilizzato una macchina commerciale per fusione selettiva a letto di polvere per costruire piccoli cubi da 7×7×7 mm con uno schema di scansione a scacchiera, variando la potenza del laser e la velocità di scansione mantenendo costanti spessore di strato e passo di sovrapposizione. Dopo la stampa, hanno tagliato e lucidato i cubi ed esaminati con microscopi ottici ed elettronici per misurare la densità e localizzare pori e crepe. Hanno inoltre usato la diffrazione di raggi X per identificare la struttura cristallina e microscopie più avanzate per mappare forma e orientamento dei grani. Infine, hanno testato il comportamento magnetico in diverse direzioni e misurato quanto la lega si espandesse riscaldandosi dalla temperatura ambiente fino a 500 °C.
Trovare il punto ottimale nelle condizioni di stampa
Lo studio ha rilevato che sia un’energia laser insufficiente sia un’energia eccessiva possono compromettere la qualità della lega. A bassa potenza del laser o a velocità di scansione molto elevate, gli strati metallici non si fondono completamente, producendo vuoti irregolari e occasionali cricche da calore. A energie molto elevate, il gas intrappolato nella polvere originale o generato durante la fusione può rimanere sigillato all’interno sotto forma di pori sferici. Bilanciando con cura potenza del laser e velocità di scansione, il team ha raggiunto un’elevata densità relativa di circa il 99,3% a 85 W e 300 mm/s, lasciando solo porosità fini e sparse. Alle migliori condizioni ottenute, la struttura interna consisteva principalmente di grani columnari strettamente impacchettati che crescevano lungo la direzione di costruzione, alternati a qualche grano più piccolo e di forma più blocchettata. Questo pattern testurizzato dei grani, determinato dal flusso termico durante la solidificazione, si è rivelato importante per la risposta magnetica della lega.
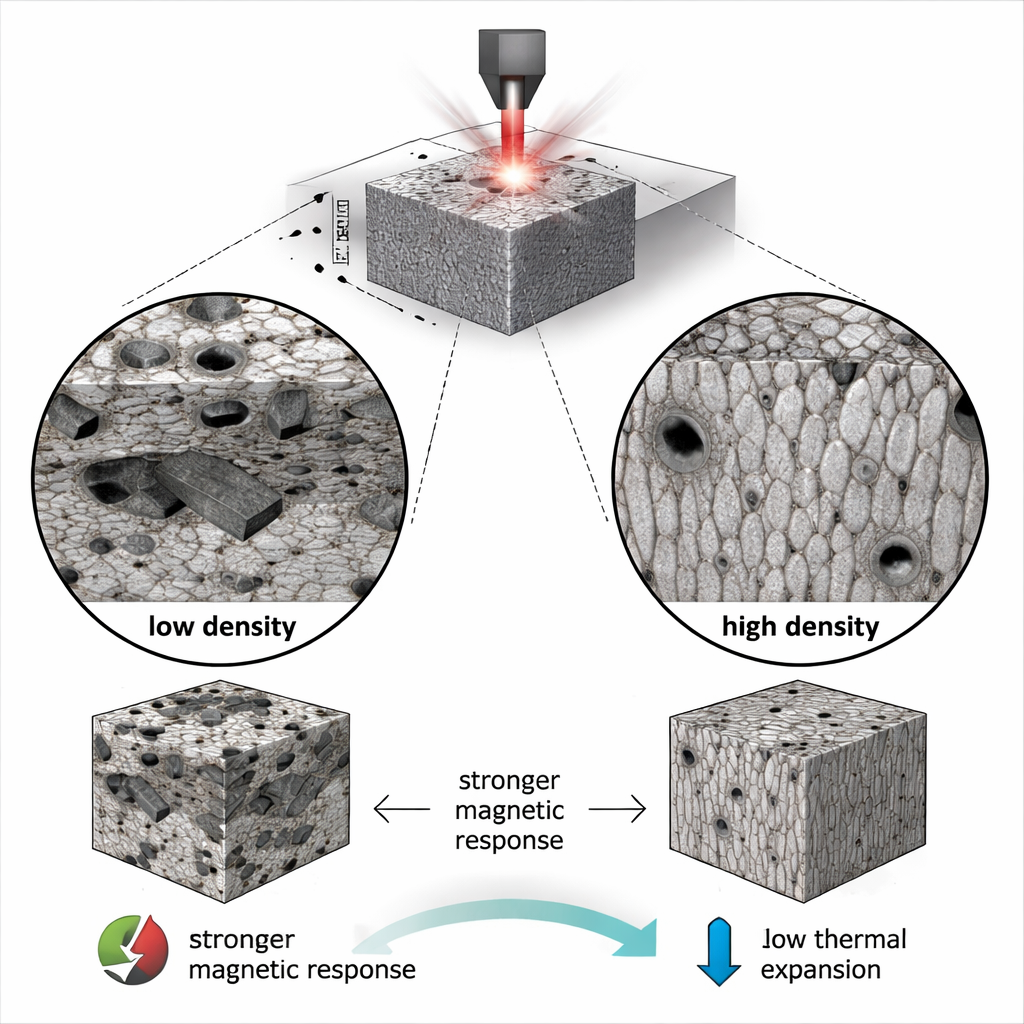
Forza magnetica e stabilità al calore
Quando il team ha misurato il magnetismo lungo e trasversalmente alla direzione di costruzione, ha osservato che il Fe–45Ni stampato si comporta come un magnete morbido in entrambe le direzioni: si magnetizza facilmente e perde la maggior parte del magnetismo quando il campo viene rimosso. Tuttavia, la risposta non era isotropa. Lungo la direzione di costruzione il materiale mostrava una permeabilità più alta (si magnetizzava più agevolmente) e una coercitività minore (era necessario un campo inferiore per invertire la magnetizzazione). Attraverso la costruzione era richiesta più intensità di campo, probabilmente perché pori, bordi di grano e tensioni residue ostacolano il movimento delle pareti di dominio magnetico. Nonostante queste imperfezioni, la magnetizzazione massima della lega risultava elevata, favorita dall’elevato contenuto di ferro. I test termici hanno mostrato che, tra la temperatura ambiente e circa 400 °C, l’espansione della lega restava molto piccola e quasi uguale nelle diverse direzioni, con un coefficiente di circa 6×10⁻⁶ per grado Celsius – vicino al comportamento noto come Invar. Solo oltre circa 415 °C, vicino alla temperatura di Curie in cui il magnetismo svanisce, la lega cominciava ad espandersi più rapidamente.
Cosa significa per applicazioni reali
In termini semplici, gli autori dimostrano che Fe–45Ni può essere stampato in 3D in componenti densi e privi di crepe che mantengono la dimensione quasi invariata durante riscaldamenti e raffreddamenti, pur comportandosi come magneti forti e facilmente controllabili. Scegliendo le impostazioni laser adeguate, minimizzano i difetti e modellano la struttura interna dei grani in modo che la direzione di costruzione diventi il percorso più favorevole per la magnetizzazione. Queste caratteristiche rendono la lega stampata un candidato interessante per componenti di precisione nel settore aerospaziale e in altri ambiti hi‑tech dove sono fondamentali sia le prestazioni magnetiche sia la stabilità dimensionale.
Citazione: Sim, N., Jung, H.Y. & Lee, KA. Characterization of the microstructural, magnetic, and thermal properties of Fe–45Ni fabricated by laser powder bed fusion. Sci Rep 16, 8049 (2026). https://doi.org/10.1038/s41598-026-37507-w
Parole chiave: lega Fe–Ni, fusione selettiva a letto di polvere, materiali magnetici morbidi, bassa dilatazione termica, produzione additiva