Clear Sky Science · it
Ottimizzazione dell’ablatione laser ultrarapida dell’acciaio inossidabile in modalità burst basata su simulazioni validate sperimentalmente e modellizzazione analitica
Tagli più netti con meno calore
Dagli impianti medici agli utensili di precisione, molte tecnologie quotidiane dipendono da pattern dettagliati incisi nei metalli. I laser ultrarapidi — che emettono impulsi lunghi un milionesimo di milionesimo di secondo — possono scolpire il metallo con precisione straordinaria ma spesso faticano a raggiungere la velocità richiesta dall’industria. Questo studio esplora un modo più intelligente di erogare quegli impulsi, chiamato “modalità burst”, per rimuovere l’acciaio inossidabile in modo più efficiente preservando il controllo fine che rende i laser ultrarapidi così interessanti.
Spezzare un grande lampo in molti piccoli
Invece di inviare un singolo impulso laser intenso sulla superficie d’acciaio, la modalità burst divide quell’energia in un rapido treno di sub-impulsi più piccoli che arrivano a distanza di pochi miliardesimi di secondo l’uno dall’altro. 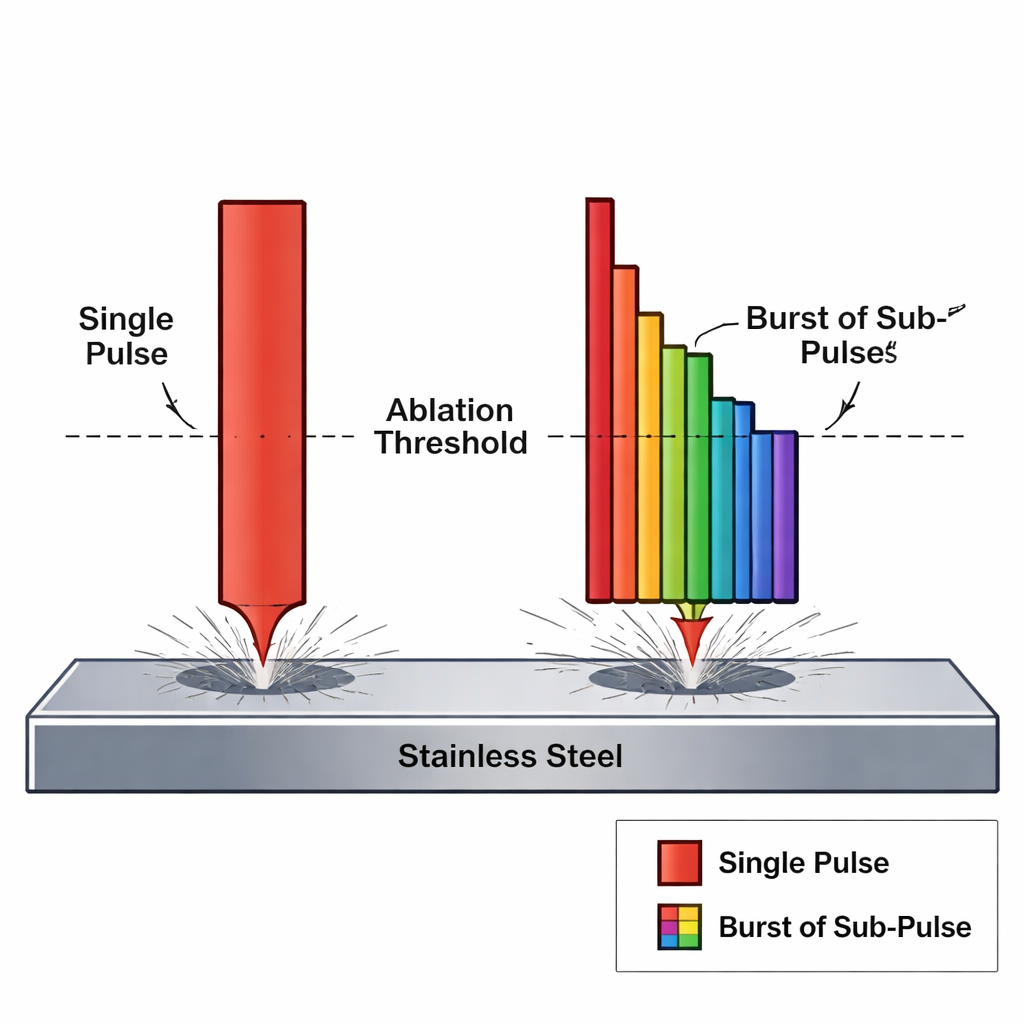
Seguito del calore all’interno del metallo
Per rispondere, il team utilizza ed estende un consolidato modello a “due temperature”. In termini semplici, quando un impulso ultrarapido colpisce il metallo, gli elettroni si riscaldano prima e poi trasferiscono rapidamente energia al reticolo atomico. I ricercatori simulano questo riscaldamento in due fasi, quindi passano a un modello di diffusione del calore più convenzionale una volta che elettroni e atomi raggiungono la stessa temperatura. Questo intelligente passaggio tra modelli rende possibili simulazioni lunghe, anche quando decine di sub-impulsi arrivano in rapida successione. I calcoli tracciano come si accumula la temperatura, come il materiale viene espulso e come evolve la forma della superficie ad ogni sub-impulso.
Esperimenti che mettono alla prova i calcoli
Le simulazioni da sole non bastano, quindi gli autori conducono esperimenti controllati usando un sistema laser femtosecondo commerciale operante in modalità burst. Lucidano l’acciaio inossidabile fino a ottenere una finitura molto liscia e sparano burst singoli a diverse energie totali e con differente numero di sub-impulsi, misurando poi i piccoli crateri con profilometria ottica ad alta risoluzione. Su molte ripetizioni analizzano statisticamente profondità e diametro dei punti ablati. Le tendenze misurate — come la profondità cresce, si satura o scompare al variare della fluence e del numero di sub-impulsi — vengono poi confrontate direttamente con le previsioni del modello.
Trovare il punto ottimale per ogni piccolo impulso
I risultati combinati rivelano uno schema chiaro. Quando ogni sub-impulso è troppo debole, non si rimuove nulla: l’energia rimane al di sotto della “fluence soglia” necessaria per asportare materiale. Man mano che l’energia per sub-impulso supera questa soglia, la profondità di ablazione aumenta e raggiunge un massimo a una ben definita fluence “ottimale” per sub-impulso. Se i sub-impulsi diventano però troppo intensi, l’efficienza cala — l’energia in eccesso surriscalda materiale già rimosso invece di scavare più in profondità. 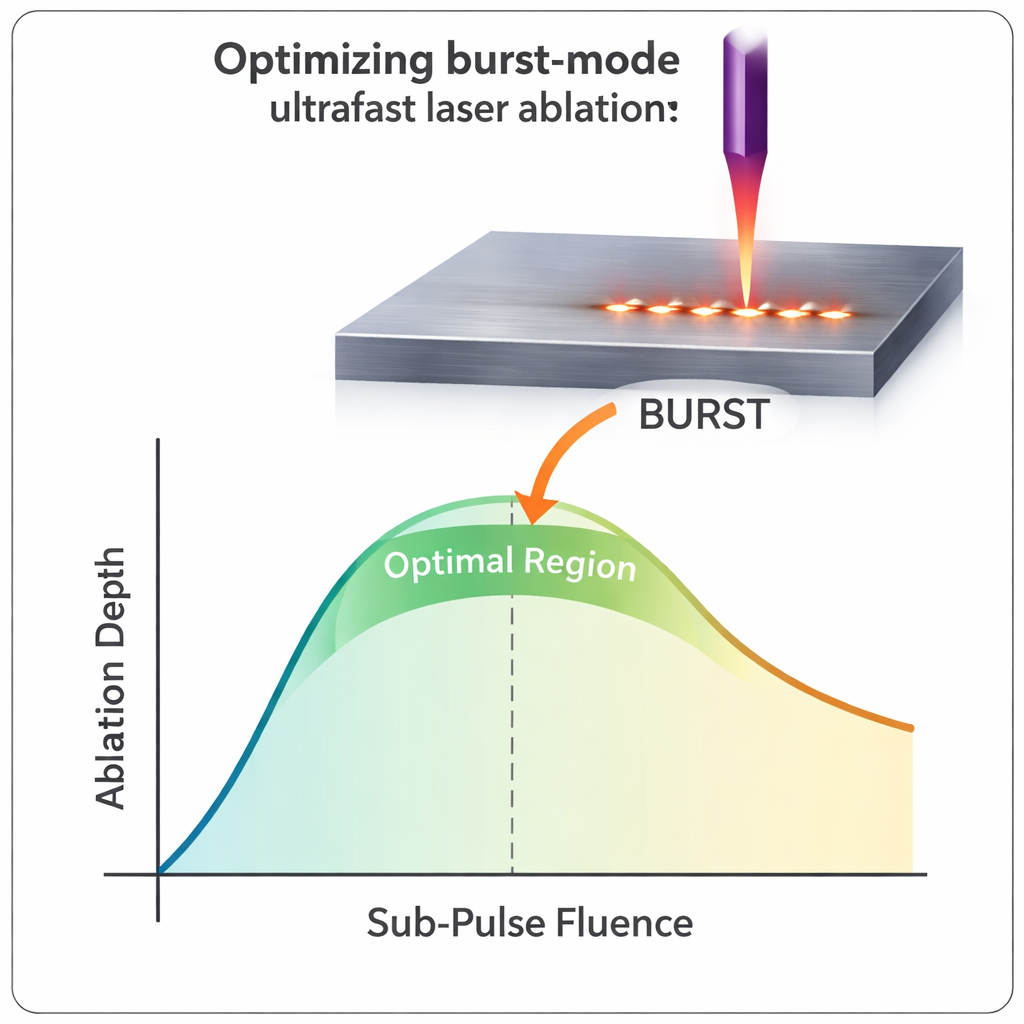
Formule semplici per scelte industriali rapide
Per rendere questi risultati utilizzabili in produzione, gli autori distillano le loro simulazioni dettagliate in due modelli analitici compatti. Uno usa una formula logaritmica semplice per stimare la profondità in funzione della fluence e del numero di sub-impulsi, adatta a un’ottimizzazione rapida e approssimativa. Il secondo fonde una descrizione lineare a basse energie con una logaritmica a energie più alte per adattarsi meglio ai dati su un intervallo più ampio. Entrambi i modelli individuano essenzialmente la stessa gamma di energia ottimale per sub-impulso e spiegano perché, a potenze complessive elevate, suddividere l’energia in molti sub-impulsi ben scelti è più efficace che semplicemente aumentare la potenza del laser.
Cosa significa per la produzione reale
In termini pratici, lo studio mostra che il “modo” in cui si eroga l’energia laser conta tanto quanto la quantità. Per la lavorazione ultrarapida dell’acciaio inossidabile, dividere un impulso potente in un burst di sub-impulsi più piccoli e accuratamente tarati può rimuovere più materiale per unità di energia, mantenere i dettagli stretti e evitare riscaldamenti eccessivi. I modelli numerici validati e le formule semplici forniscono un kit di strumenti che costruttori di macchine e ingegneri di processo possono usare per impostare i parametri di burst per una lavorazione laser più veloce, pulita e affidabile nelle applicazioni industriali future.
Citazione: Omeñaca, L., Olaizola, S.M., Rodríguez, A. et al. Optimization of ultrafast laser ablation of stainless steel in burst mode based on experimentally validated simulations and analytical modelling. Sci Rep 16, 6295 (2026). https://doi.org/10.1038/s41598-026-37443-9
Parole chiave: ablatione laser ultrarapida, processamento in modalità burst, microlavorazione dell'acciaio inossidabile, modello a due temperature, ottimizzazione della produzione laser