Clear Sky Science · it
Analisi comparativa degli elettrodi in rame e grafite nell’EDM di compositi a matrice metallica Al–SiC
Perché questo è importante per le macchine ad alta tecnologia
Dalle turbine eoliche alle navicelle spaziali, molte macchine moderne dipendono da parti metalliche leggere che devono resistere a calore e sollecitazioni intense. I compositi a matrice metallica alluminio–carburo di silicio (Al–SiC) soddisfano questi requisiti, ma sono notoriamente difficili da lavorare con gli utensili da taglio tradizionali. Questo articolo esplora come un processo avanzato basato sulle scintille, chiamato elettroerosione (EDM), possa sagomare questi compositi resistenti in modo più efficiente, e pone una domanda pratica: è meglio usare rame o grafite come materiale dell’utensile?
Sagomare i metalli con le scintille invece che con le lame
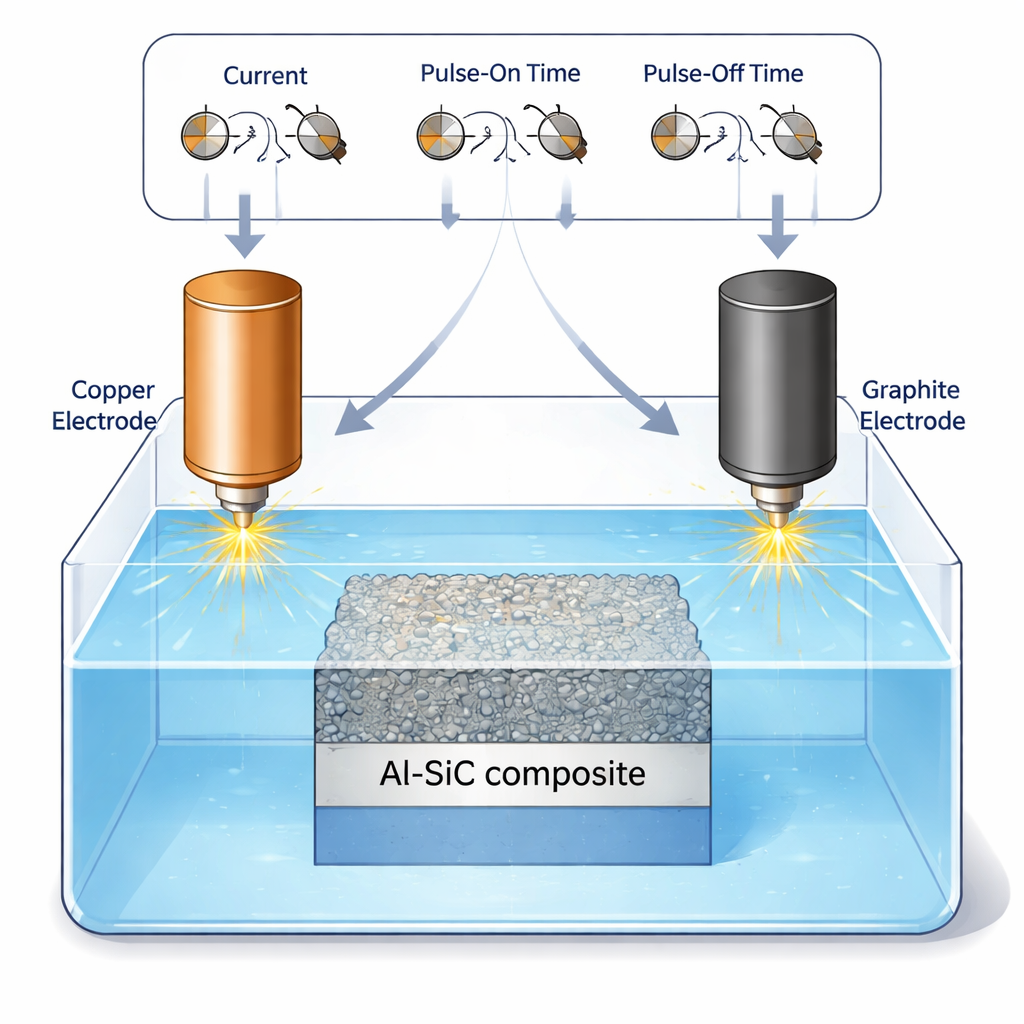
L’EDM funziona in modo molto diverso dalla fresatura o dalla foratura. In una macchina sinker EDM, un elettrodo utensile solido e il pezzo in lavorazione sono entrambi immersi in un bagno di fluido isolante, tipicamente cherosene. Quando viene applicata una tensione controllata e il gap tra utensile e pezzo è molto ridotto, una serie di piccole scintille elettriche scattano attraverso lo spazio. Ogni scintilla riscalda localmente il metallo a diverse migliaia di gradi Celsius, fondendo e vaporizzando microscopiche quantità di materiale. Scansionando e pulsando queste scintille, i costruttori possono incidere cavità precise in materiali che consumerebbero rapidamente gli utensili convenzionali.
Perché i compositi Al–SiC sono utili ma problematici
I compositi Al–SiC combinano una nota lega di alluminio con particelle dure di carburo di silicio. L’alluminio mantiene il materiale leggero, resistente alla corrosione e relativamente facile da colare, mentre le particelle ceramiche aumentano fortemente durezza, resistenza all’usura e rigidezza. Queste proprietà rendono l’Al–SiC attraente per parti in movimento in sistemi ad alta velocità come componenti aerospaziali, auto ad alte prestazioni e veicoli aerei senza pilota. Il rovescio della medaglia è che le stesse particelle abrasive che irrobustiscono il composito consumano rapidamente gli utensili da taglio, aumentando i costi e limitando le geometrie producibili. L’EDM aggira questo problema perché le scintille rimuovono il materiale senza che l’utensile arrivi a sfregare fisicamente la superficie.
Mettere alla prova utensili in rame e grafite
I ricercatori hanno confrontato due comuni materiali per elettrodi EDM: il rame ad alta conducibilità e la grafite tollerante al calore. Utilizzando un piano sperimentale statistico (disegno Box–Behnken), hanno variato tre impostazioni principali della macchina—corrente elettrica, durata di ogni impulso di scintilla (tempo di pulse-on) e pausa tra gli impulsi (tempo di pulse-off). Per ogni combinazione hanno misurato la velocità di asportazione del materiale dal pezzo Al–SiC (material removal rate, MRR) e la velocità di usura dell’utensile (tool wear rate, TWR). Hanno poi impiegato metodi statistici standard per separare tendenze reali dal rumore casuale e per costruire equazioni matematiche che collegano le impostazioni ai risultati di lavorazione.
Quel che le scintille hanno rivelato sulle prestazioni
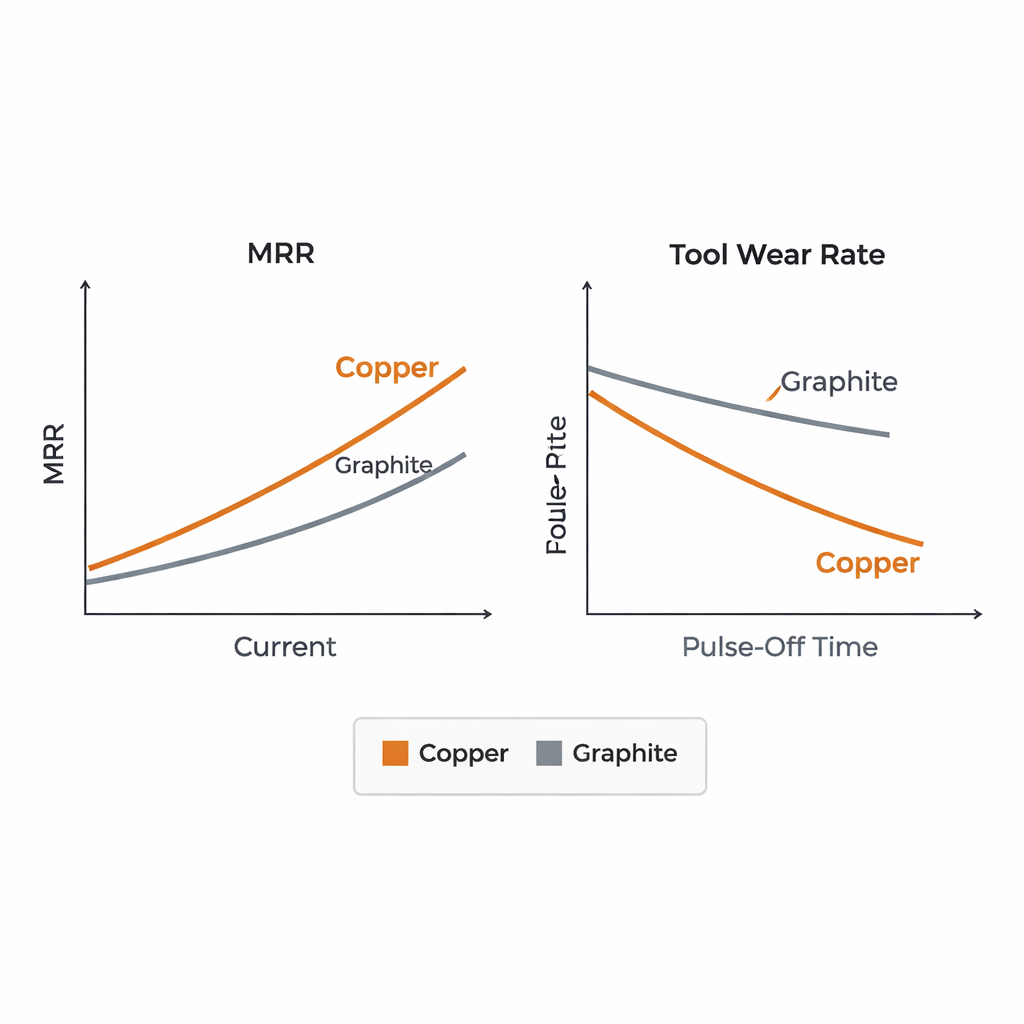
Per entrambi i materiali d’utensile, correnti più alte e tempi di pulse-on più lunghi hanno generato scintille più energetiche, aumentando la velocità di asportazione del composito—ma tendendo anche a incrementare l’usura dell’utensile. Tempi di pulse-off più lunghi, al contrario, hanno funzionato come pause tra gli impulsi. Queste pause hanno permesso all’utensile di raffreddarsi e ai detriti fusi di essere evacuati, riducendo costantemente l’usura per rame e grafite. Nel confronto diretto, il rame ha chiaramente sovraperformato la grafite: ha offerto fino a circa il 18% in più di rimozione del materiale subendo circa il 25% di usura in meno. Immagini microscopiche hanno confermato questi dati, mostrando superfici degli utensili più lisce e meno danneggiate sul rame rispetto alla grafite dopo la lavorazione.
Perché il rame risulta avvantaggiato
Il comportamento superiore del rame deriva principalmente dalla sua eccellente capacità di condurre calore ed elettricità. Il rame disperde rapidamente il calore intenso di ogni scintilla, riducendo i danni locali e rendendo il fenomeno di scarica più stabile. La grafite sopporta alte temperature, ma non allontana il calore con la stessa efficienza, perciò subisce più bruciature e crateri localizzati. Per un composito sensibile al calore come l’Al–SiC questa differenza è significativa: il rame permette una lavorazione più rapida e costante con meno danni collaterali sia all’utensile sia al pezzo. Lo studio individua anche una ricetta pratica per alta produttività: per gli elettrodi in rame, una corrente di 9 A con tempi di pulse-on e pulse-off moderati ha fornito la massima rimozione di materiale.
Cosa significa per la produzione nel mondo reale
Per ingegneri e produttori il messaggio è diretto. Nell’uso dell’EDM per sagomare compositi a matrice metallica Al–SiC, gli elettrodi in rame sono generalmente la scelta migliore, offrendo taglio più veloce e vita utensile più lunga rispetto alla grafite. Sintonizzando attentamente la corrente e i tempi degli impulsi elettrici—e assicurando pause sufficienti tra le scintille per limitare l’accumulo di calore—le officine possono lavorare parti composite complesse in modo più efficiente e con meno scarti. Questa indicazione aiuta a colmare il divario tra studi di laboratorio e pratica industriale, favorendo un uso più diffuso di materiali leggeri avanzati in tecnologie esigenti.
Citazione: Shahapur, B., Barik, D., Majumder, H. et al. Comparative analysis of copper and graphite electrodes in EDM of Al–SiC metal matrix composites. Sci Rep 16, 6729 (2026). https://doi.org/10.1038/s41598-026-37162-1
Parole chiave: elettroerosione, composito alluminio carburo di silicio, elettrodo in rame, elettrodo in grafite, usura utensile