Clear Sky Science · it
Studio teorico ed esperimentale delle forze di taglio di una fresa a sfera a passo variabile nella fresatura a cinque assi
Perché una lavorazione del metallo più fluida è importante
Dai motori a reazione ai veicoli spaziali, molte macchine moderne dipendono da componenti metallici con forme curve e pareti sottili. Questi pezzi devono essere ricavati da leghe resistenti, ma qualsiasi piccola vibrazione o forza eccessiva durante la lavorazione può lasciare segni, indebolire il materiale o ridurne la durata. Questo studio affronta una questione pratica al centro della produzione avanzata: come prevedere le forze che agiscono su un tipo particolare di utensile — una fresa a sfera a passo variabile — affinché questi componenti complessi possano essere lavorati più rapidamente, con maggiore precisione e con minor rischio di dannosi fenomeni di chatter?
Una nuova prospettiva su un utensile noto
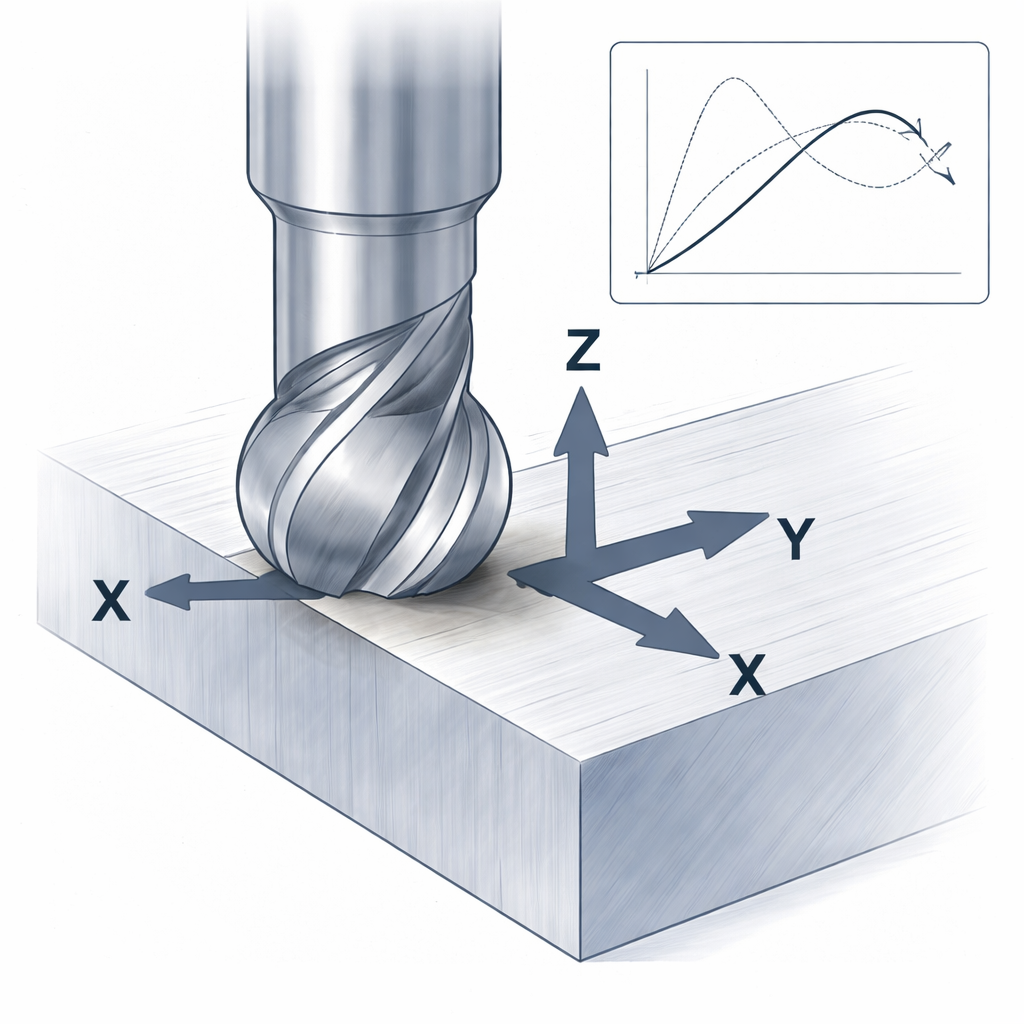
Le frese a sfera sono utensili comuni i cui punte arrotondate consentono di riprodurre superfici lisce che gli utensili piani non riescono a raggiungere facilmente. Ma questa forma sferica rende anche il loro comportamento difficile da prevedere. La velocità di taglio varia da zero nella punta fino a un massimo sui fianchi, e nelle macchine multi-asse l’utensile si inclina e ruota continuamente. Inoltre, lo studio si concentra su utensili a “passo variabile”, dove la distanza tra spigoli di taglio adiacenti è resa intenzionalmente disomogenea. Questo disallineamento aiuta a interrompere le vibrazioni, ma complica il modo in cui le forze si sviluppano durante il taglio. Per gestire il problema, gli autori costruiscono un modello matematico dettagliato che collega la geometria e il moto di tale utensile alle forze che esso genera in condizioni reali di lavorazione.
Mappare il contatto invisibile tra utensile e metallo
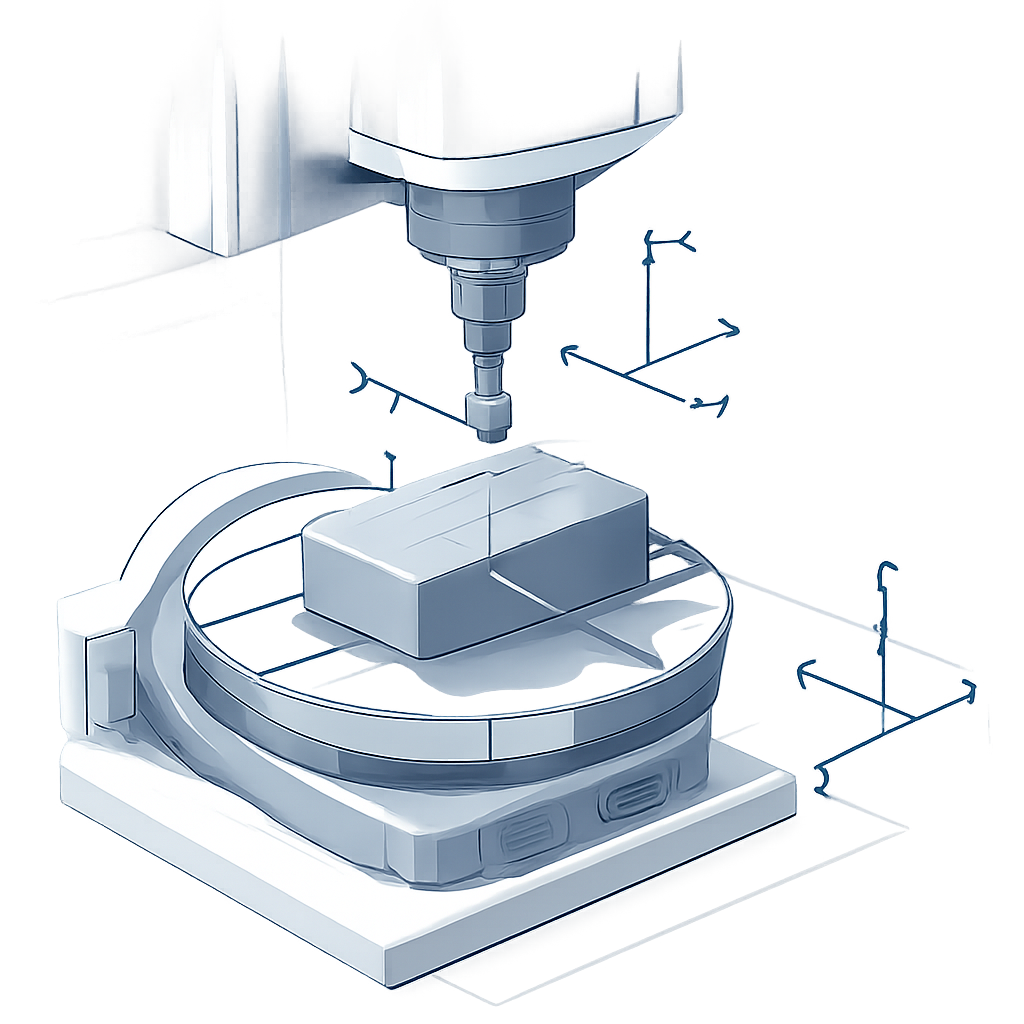
Al cuore del lavoro c’è una descrizione accurata di come il filo di taglio incontrI effettivamente il materiale. Gli autori definiscono diversi sistemi di coordinate: uno solidale con la macchina, uno con il pezzo, uno con l’utensile e uno che segue la direzione di avanzamento. Usando questi riferimenti, descrivono con precisione la posizione di ogni piccolo segmento del filo di taglio nello spazio in ogni istante. Invece di tentare di seguire direttamente una zona di contatto tridimensionale e in movimento — operazione estremamente complessa — proiettano l’area di ingaggio su un piano piatto perpendicolare all’asse dell’utensile. Questa semplificazione intelligente consente di determinare, per ogni elemento microscopico del filo, gli angoli di entrata e uscita dal materiale e la profondità di penetrazione.
Costruire le forze da piccoli elementi
Una volta conosciuto il contatto, lo studio tratta il filo di taglio come una colonna di elementi molto piccoli lungo l’asse dell’utensile. Per ciascun elemento il modello calcola lo spessore del truciolo e la lunghezza di quel tratto di filo. La forza locale di taglio viene quindi scomposta in due componenti: una dovuta al taglio vero e proprio (shear) e una più piccola di “ploughing” dovuta allo sfregamento e alla spinta. Queste forze elementari sono espresse secondo tre direzioni — tangenziale, radiale e assiale — quindi trasformate nelle direzioni X, Y e Z dell’utensile e sommate lungo tutto il filo di taglio. Poiché le frese a passo variabile non condividono le stesse condizioni di avanzamento per ciascun dente, il modello adegua anche lo spessore del truciolo dente per dente, catturando come la disposizione irregolare ridisegni il profilo delle forze e contribuisca all’attenuazione delle vibrazioni.
Dalle equazioni ai trucioli reali di titanio
Un modello è utile solo se rispecchia la realtà, quindi il team ha condotto prove di fresatura controllate su lastre di lega di titanio — un materiale largamente impiegato in campo aerospaziale per la sua resistenza e tenacia al calore. Utilizzando una fresa a sfera a quattro denti a passo variabile su una macchina a cinque assi, hanno misurato le forze in tre direzioni con un sensore di precisione variando profondità di taglio e avanzamento per dente. Al posto delle consuete passate a piena larghezza, sono state eseguite passate poco profonde tipiche delle operazioni di finitura, in cui spesso è coinvolto un solo dente alla volta. Da queste misure hanno estratto le forze medie per ciascun dente e le hanno usate per calibrare i coefficienti incogniti delle forze di taglio nelle loro equazioni, permettendo al modello di adattarsi al comportamento reale dell’utensile e del materiale.
Quanto sono accurate le previsioni
Con i coefficienti calibrati, gli autori hanno eseguito simulazioni usando le stesse condizioni di taglio degli esperimenti e hanno confrontato direttamente forze previste e misurate. Le forme d’onda, i picchi e i minimi nelle tre direzioni risultano ben allineati, e un’analisi dettagliata degli errori ha mostrato uno scostamento massimo del 6,74 percento. Questo livello di accuratezza è sufficiente a supportare attività pratiche come la scelta di parametri di taglio sicuri, l’evitamento del chatter e l’ottimizzazione del progetto dell’utensile. Lo studio mostra anche come la variazione degli angoli di inclinazione dell’utensile rimodelli l’area di contatto e sposti il carico lungo la superficie sferica, fornendo un’immagine più intuitiva per i pianificatori di processo.
Cosa significa per la lavorazione futura
Per il pubblico non specialista, la conclusione è che questo lavoro fornisce un metodo basato sulla scienza per prevedere il comportamento di un utensile complesso prima che il metallo venga effettivamente tagliato. Combinando intuizioni geometriche, fisica della formazione del truciolo e sperimentazione mirata, gli autori hanno creato un modello di forza su misura per frese a sfera a passo variabile nelle operazioni di finitura multi-asse. Questo può aiutare i produttori a spingere le macchine più a fondo senza compromettere la qualità superficiale, ridurre il tempo passato in prove ed errori e progettare utensili e percorsi utensile che tengano sotto controllo le vibrazioni. A lungo termine, tali modelli favoriscono una produzione più affidabile di componenti leggeri e ad alte prestazioni impiegati in aeromobili, turbine e altre tecnologie esigenti.
Citazione: Tian, W., Zhou, J., Ren, J. et al. Modeling and experimental study of cutting forces of a variable pitch ball-end cutter in five-axis milling. Sci Rep 16, 6541 (2026). https://doi.org/10.1038/s41598-026-36982-5
Parole chiave: fresatura a cinque assi, frese a passo variabile, fresatura a sfera, modellazione delle forze di taglio, lavorazione del titanio