Clear Sky Science · it
Ottimizzazione basata sui dati dei parametri di lavorazione per Hastelloy C276 mediante i framework PSO e TLBO
Perché questo metallo difficile è importante
Dai motori a reazione ai reattori chimici, molti sistemi critici si affidano a metalli in grado di resistere a calore estremo e a sostanze chimiche aggressive. Hastelloy C276 è una di queste leghe “super”, ma la sua durezza la rende notoriamente difficile e costosa da lavorare con precisione. Questo studio esplora come asportare questo metallo resistente in modo più pulito, economico e sostenibile combinando metodi di raffreddamento avanzati con un’ottimizzazione informatica intelligente.
Quattro modi per mantenere il taglio fresco
I ricercatori si sono concentrati su un processo di fresatura, in cui un utensile rotante ricava una superficie piana su un blocco di Hastelloy C276. Hanno confrontato quattro diverse modalità di raffreddamento e lubrificazione della zona di taglio: nessun fluido (lavorazione a secco), una nebbia d’olio fine utilizzando quantità minime di fluido (lubrificazione a quantità minima, MQL), la stessa nebbia arricchita con minuscole particelle ceramiche (nano-MQL), e un getto di anidride carbonica molto fredda (CO₂ criogenica). Utilizzando una serie strutturata di 16 prove accuratamente pianificate, hanno variato la velocità di taglio e la quantità di materiale asportata per giro. Per ogni prova hanno misurato quattro risultati pratici rilevanti in produzione: la finitura superficiale, la forza di taglio, la velocità di usura dell’utensile e la temperatura nella zona di taglio. 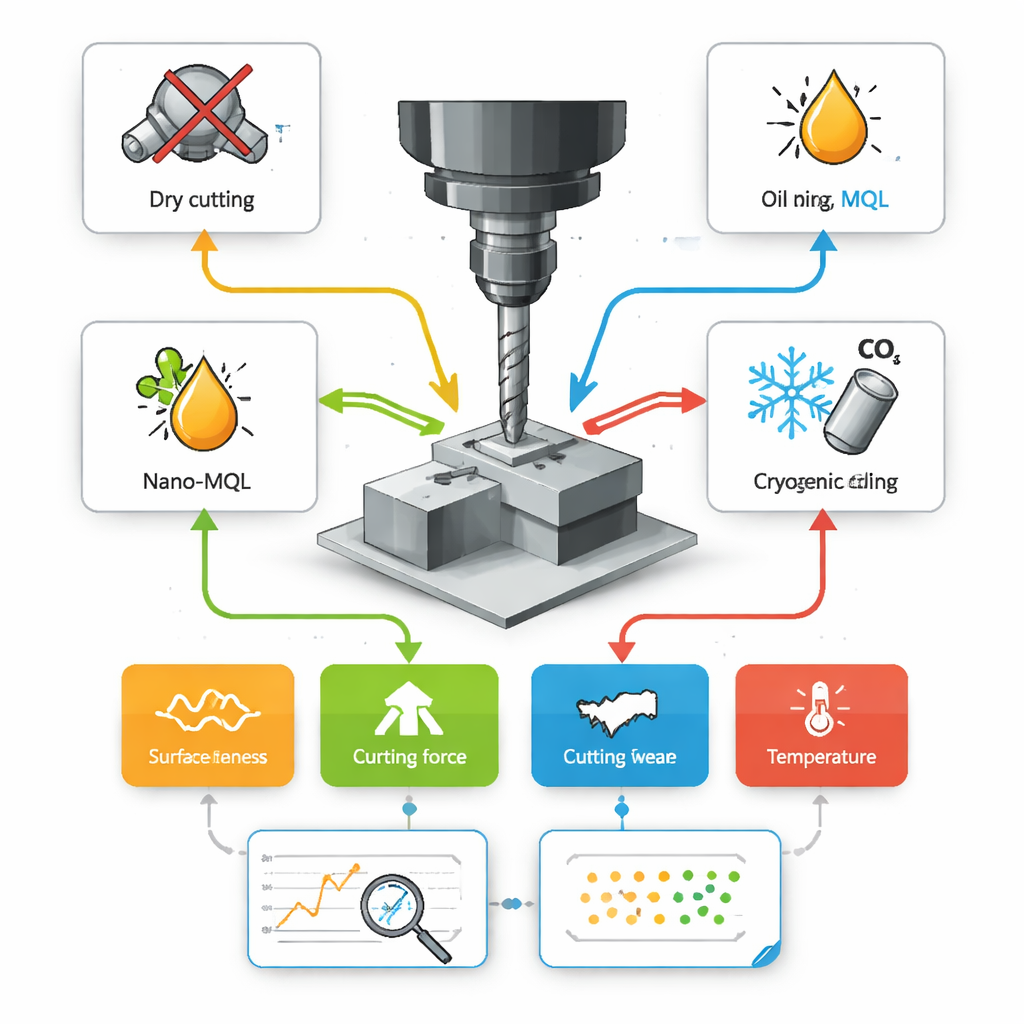
Cosa succede all’utensile e alla superficie
Come previsto, spingere il processo con velocità più elevate e passate più profonde tendeva ad aumentare le forze di taglio, innalzare le temperature e accelerare l’usura dell’utensile. Immagini al microscopio hanno mostrato che piccoli frammenti della lega si attaccavano al filo tagliente per poi staccarsi, un fenomeno chiamato usura adesiva, mentre particelle dure nella lega graffiavano l’utensile come carta vetrata, provocando usura abrasiva. Queste modalità di danno comparivano in tutte le condizioni, ma risultavano molto meno gravi quando si utilizzava il raffreddamento criogenico con CO₂. La neve fredda di CO₂ che colpisce l’interfaccia utensile-truciolo asporta rapidamente calore e riduce la tendenza del metallo a saldarsi all’utensile. Ciò non solo rallenta l’usura, ma aiuta anche a mantenere un bordo più affilato, producendo di conseguenza una superficie più liscia sul pezzo.
Come le scelte di raffreddamento modificano forze e calore
Lo studio ha mostrato che la lavorazione a secco forniva i risultati peggiori: superfici ruvide, elevate forze di taglio e utensili molto caldi. MQL e nano-MQL hanno migliorato la lubrificazione e ottenuto riduzioni moderate di attrito e temperatura, ma erano limitati dalla capacità delle goccioline d’olio di raggiungere lo spazio ristretto dove utensile e truciolo si incontrano. L’opzione criogenica con CO₂ si è distinta. Rispetto alla lavorazione a secco, ha ridotto la rugosità superficiale e la forza di taglio di circa il 30–40% e ha abbassato in modo significativo temperature e usura dell’utensile. Il motivo risiede nella modalità con cui la CO₂ ad alta pressione si espande attraverso un piccolo ugello, trasformandosi in uno spruzzo di “neve” fredda con elevata capacità di raffreddamento. Questa neve permane brevemente nella zona di taglio, asportando grandi quantità di calore senza lasciare residui oleosi sulla superficie.
Lasciare che gli algoritmi scelgano le impostazioni migliori
Scegliere la giusta combinazione di velocità di taglio, avanzamento e metodo di raffreddamento è un esercizio di equilibrio: un’impostazione può garantire una superficie liscia ma consumare rapidamente gli utensili, mentre un’altra può risparmiare utensili ma rallentare la produzione. Per gestire questi compromessi, il team ha usato due algoritmi ispirati alla natura. Uno, Particle Swarm Optimization (PSO), imita uno stormo di uccelli che cerca cibo; l’altro, Teaching–Learning-Based Optimization (TLBO), riproduce il modo in cui una classe di studenti apprende dal docente e tra di loro. I ricercatori hanno chiesto a entrambi gli algoritmi di trovare condizioni di taglio che minimizzassero congiuntamente rugosità superficiale, forza di taglio, usura utensile e temperatura. Dopo molte prove simulate, PSO ha trovato più spesso soluzioni molto prossime al miglior risultato possibile, mentre TLBO ha raggiunto risposte buone più rapidamente e con minore sforzo computazionale. In entrambi i casi, il “punto ottimale” raccomandato implicava condizioni di taglio moderate abbinate al raffreddamento criogenico con CO₂, e gli esperimenti hanno confermato l’accuratezza delle previsioni. 
Cosa significa per la produzione reale
Per le officine che lavorano Hastelloy C276, questi risultati offrono un duplice vantaggio: migliore qualità del pezzo e maggiore durata degli utensili, ottenuti in modo più pulito. Il raffreddamento criogenico con CO₂, guidato da un’ottimizzazione basata sui dati, consente alle aziende di ridurre l’uso di refrigeranti a base di olio, che sono difficili da gestire e smaltire, proteggendo al contempo utensili e superfici. In termini semplici, il lavoro mostra che abbinare uno “spruzzo” molto freddo e asciutto di CO₂ a algoritmi intelligenti può trasformare un’operazione di asportazione difficile e costosa in un processo più prevedibile, efficiente e rispettoso dell’ambiente.
Citazione: Abualhaj, M.M., Venkatesh, B., Parmar, K.D. et al. Data-driven optimization of machining parameters for Hastelloy C276 using PSO and TLBO frameworks. Sci Rep 16, 5280 (2026). https://doi.org/10.1038/s41598-026-36275-x
Parole chiave: Lavorazione Hastelloy, raffreddamento criogenico CO2, lubrificazione a quantità minima, riduzione dell’usura utensile, ottimizzazione evolutiva