Clear Sky Science · it
Ottimizzazione dei parametri di processo per pezzi in ceramica di allumina prodotti mediante modellazione a deposizione fusa
Perché contano parti 3D più resistenti
Man mano che la stampa 3D passa da gadget per hobbisti a componenti industriali reali, i produttori desiderano pezzi non solo facili da formare ma anche resistenti, termoresistenti e durevoli. Le ceramiche, come l’allumina, sono già materiali di riferimento in motori, elettronica e strumenti medicali, ma sono notoriamente difficili da lavorare. Questo studio esplora come stampare in 3D in modo affidabile parti in allumina usando una comune stampante di tipo desktop, presentando una procedura passo‑passo che altri possono seguire e confrontare, simile a un metodo di cottura standardizzato per ingredienti molto esigenti.
Trasformare una stampante per plastica in uno strumento per ceramica
I ricercatori lavorano con la modellazione a deposizione fusa (FDM), la stessa tecnologia di base usata da molte stampanti consumer che fondono un filamento plastico e lo depositano in sottili cordoni. Invece della plastica pura, alimentano la stampante con un filamento composito che miscela polvere di allumina con un legante polimerico rimovibile. Dopo la stampa, la plastica deve essere lavata e poi bruciata, lasciando un pezzo ceramico denso. Poiché piccole variazioni di temperatura, velocità o altezza dello strato possono far deformare, incrinare o perdere dettagli all’oggetto stampato, l’obiettivo principale del team è costruire una procedura strutturata che individui impostazioni affidabili per questo materiale difficile e documenti il comportamento dei pezzi.
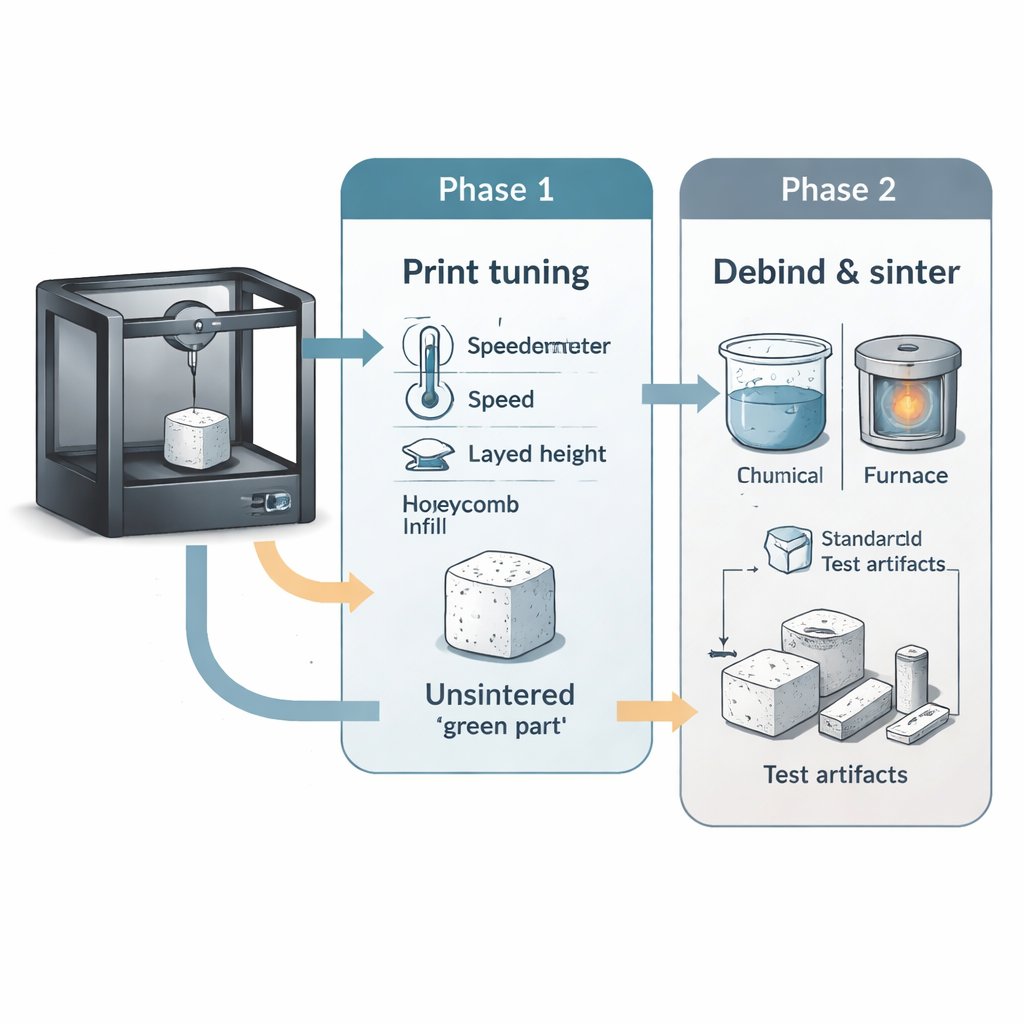
Una ricetta in due fasi per stampe migliori
L’ottimizzazione è divisa in due fasi. Nella prima fase, il team si concentra esclusivamente sul passaggio di stampa, lavorando con i cosiddetti pezzi “green” che non sono ancora stati trattati chimicamente o termicamente. Stampano forme di prova semplici e regolano temperatura dell’ugello, temperatura del piano di stampa, velocità di stampa, altezza dello strato, spessore delle pareti e schema di riempimento attraverso diverse iterazioni. Rallentare la velocità di stampa molto al di sotto di quella usata per le plastiche comuni e scegliere un’altezza di strato moderata (0,15 mm) si rivelano cruciali per ottenere pareti coerenti e basi piane. Ottimizzano inoltre la distanza dell’ugello dalla piattina di costruzione per evitare vuoti o strati schiacciati nella superficie inferiore.
Regolare i pezzi per restringimento e calore
Nella seconda fase, i pezzi stampati percorrono l’intero processo ceramico: prima un bagno chimico in acetone per dissolvere parte del legante, poi un lungo trattamento termico controllato in forno per rimuovere il resto e sinterizzare l’allumina a circa 1550 °C. Questi passaggi causano un restringimento dei pezzi di circa un quinto in ciascuna direzione e possono introdurre deformazioni o crepe. Per affrontare questo, il team varia sistematicamente i fattori di scala del progetto, il numero di strati solidi inferiori e superiori, il numero di percorsi parete e la densità e il modello del riempimento interno. Da questi esperimenti ricavano un insieme di valori di scala e impostazioni strutturali che producono parti abbastanza spesse e robuste da sopravvivere alla post‑lavorazione senza collassare, ma non così dense da intrappolare solventi o gas.
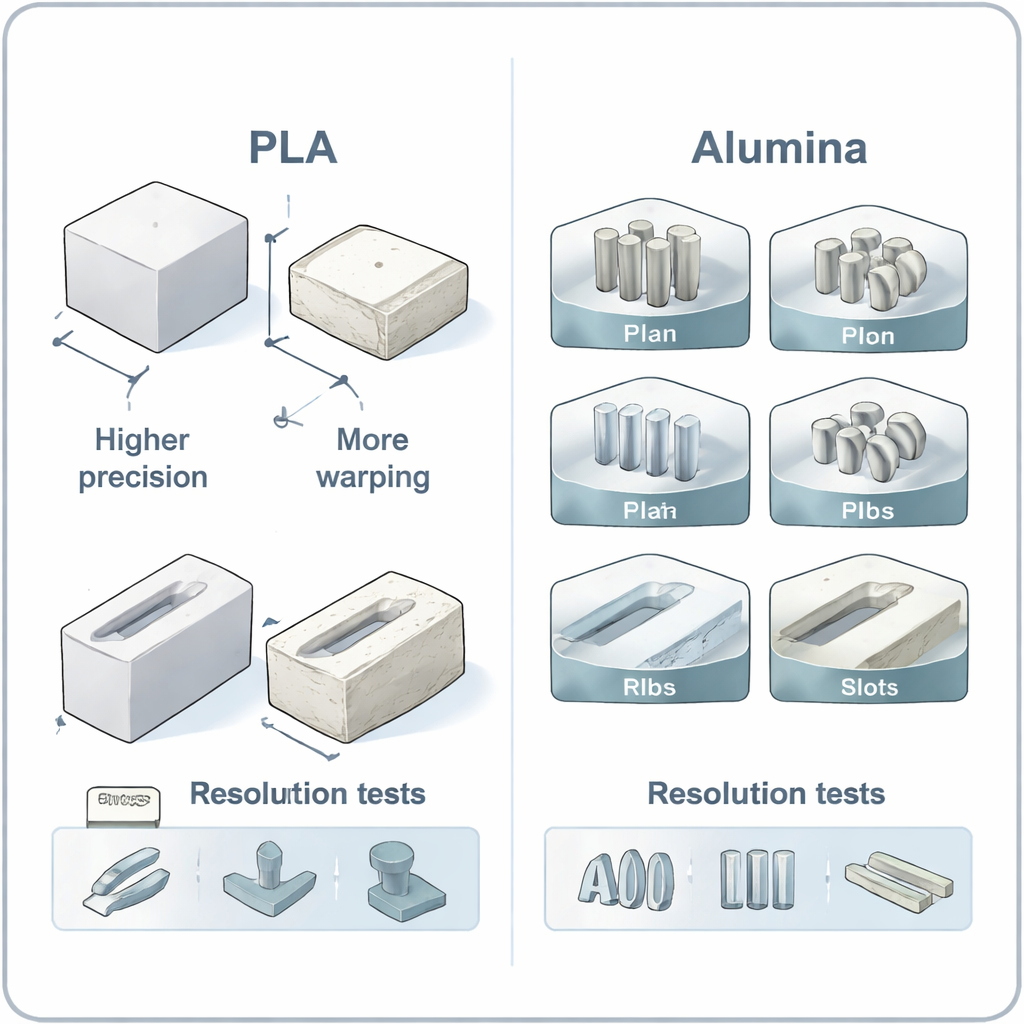
Mettere alla prova il processo
Per valutare l’efficacia delle impostazioni ottimizzate, gli autori stampano “artifatti di prova” standardizzati definiti in una norma internazionale ISO. Queste forme sondano tre qualità pratiche: accuratezza dimensionale complessiva, le caratteristiche più piccole che la stampante è ancora in grado di formare (risoluzione) e la finitura superficiale, inclusi i sottosquadri inclinati. Realizzano set completi sia in allumina sia in una plastica nota, il PLA, usando le impostazioni migliori note per ciascun materiale. Misurazioni accurate mostrano che i pezzi in allumina generalmente si restringono e si deformano più, specialmente dopo la fase in forno ad alta temperatura, il che peggiora la precisione lungo tutti e tre gli assi. Sottili perni e fori molto piccoli stampabili in PLA possono deformarsi, scomparire durante i trattamenti con solventi e calore, o richiudersi nell’allumina.
Cosa significa per l’uso nel mondo reale
Per un non‑specialista, la conclusione principale è che è possibile produrre parti funzionali in ceramica di allumina su una stampante 3D di tipo FDM, ma non eguaglieranno ancora la precisione e la levigatezza superficiale di pezzi in plastica ben stampati. Il lavoro fornisce un percorso chiaro e riproducibile per tarare temperature, velocità, impostazioni di parete e riempimento e correzioni di scala, e mostra dove risiedono oggi i limiti: deformazioni durante il riscaldamento, perdita di dettagli molto piccoli e superfici più ruvide su forti sbalzi. Formalizzando questo flusso di ottimizzazione e indicando i punti deboli rimasti nelle fasi di debinding e sinterizzazione, lo studio offre a industria e ricercatori un punto di partenza concreto per trasformare stampanti a basso costo in strumenti di produzione ceramica più capaci.
Citazione: Meana, V., Meana, L., Cuesta, E. et al. Process parameter optimization for alumina ceramic parts manufactured by fused deposition modelling. Sci Rep 16, 6072 (2026). https://doi.org/10.1038/s41598-026-36153-6
Parole chiave: stampa 3D ceramica, modellazione a deposizione fusa, allumina, ottimizzazione del processo, manifattura additiva