Clear Sky Science · it
Miglioramento delle prestazioni della microlavorazione per scarica elettrochimica del vetro borosilicato mediante assistenza di gas azoto
Perché i pezzi di vetro minuscoli sono importanti
Dai dispositivi lab-on-a-chip che analizzano una goccia di sangue alle pompe in miniatura negli impianti medici, molte tecnologie moderne dipendono da componenti microscopici in vetro. Il vetro borosilicato è particolarmente apprezzato perché è trasparente, resistente e chimicamente e termicamente stabile. Tuttavia, incidere forme microscopiche precise in un vetro così fragile senza provocare fratture è sorprendentemente difficile. Questo studio esplora un nuovo modo di "sculptare" micro‑caratteristiche nel vetro borosilicato usando scintille elettriche controllate in un ambiente di gas azoto, con l’obiettivo di rendere il processo più pulito, più efficiente e più rispettoso sia degli utensili sia dell’ambiente.
Trasformare le scintille in uno strumento per incidere il vetro
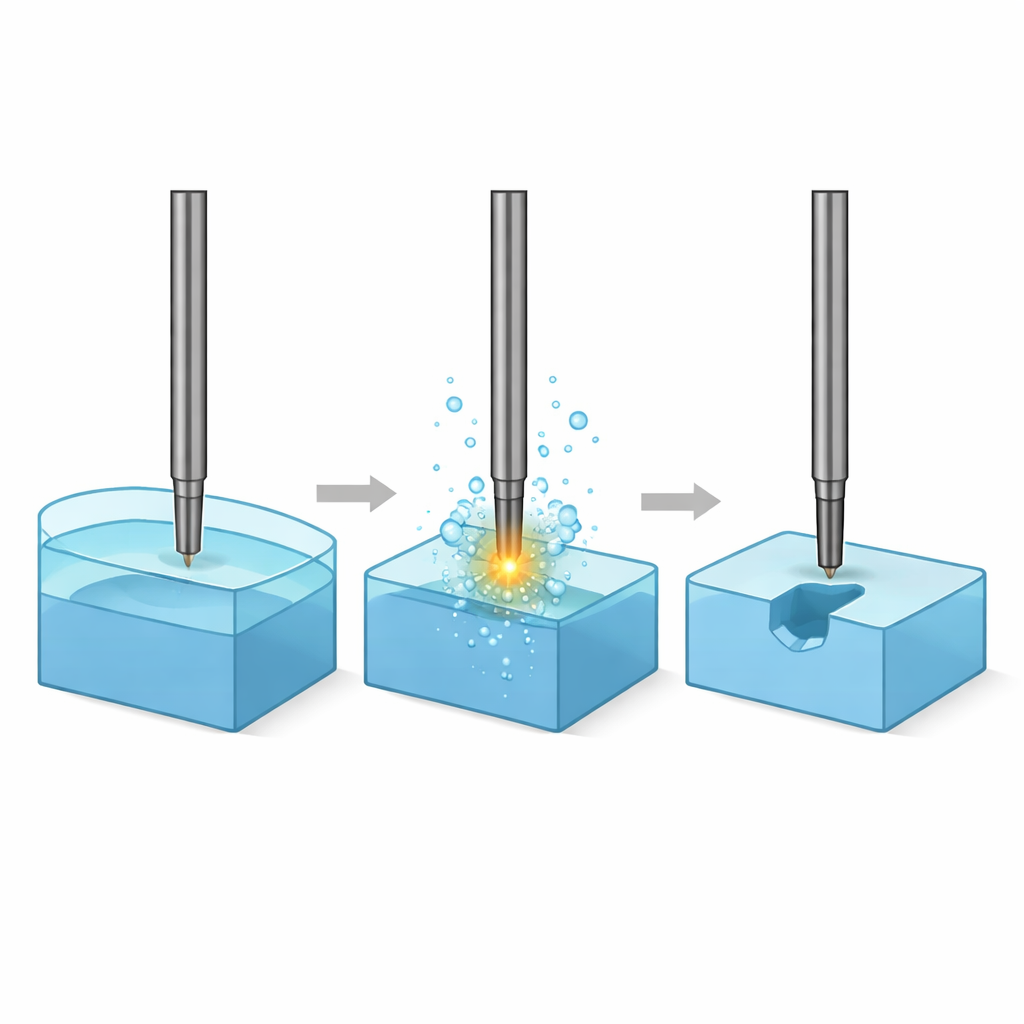
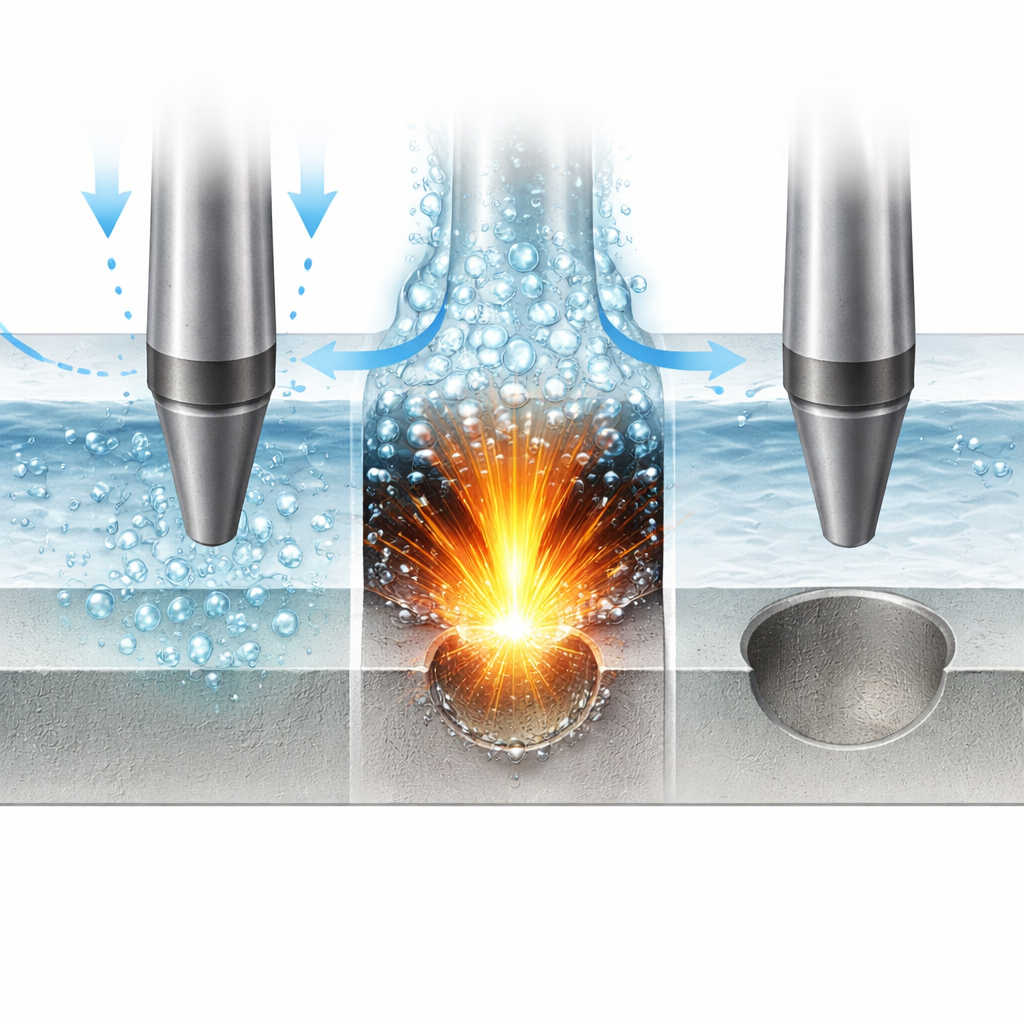
I ricercatori si concentrano su una tecnica specializzata chiamata microlavorazione per scarica elettrochimica. In termini semplici, un sottile utensile metallico è immerso in un liquido che conduce ioni e avvicinato alla superficie del vetro. Quando si applica una tensione, si formano piccole bolle di gas attorno all’utensile e, nelle condizioni adeguate, scariche elettriche attraversano questo strato di gas asportando porzioni di vetro. Tradizionalmente queste scariche possono essere instabili, generando crepe casuali, rimozione lenta del materiale e rapida usura dell’utensile. L’idea chiave del team è di inondare la zona di lavoro con un lieve flusso di gas azoto, che favorisce la formazione di un film di gas più stabile tra utensile e vetro. Questo film stabile canalizza l’energia della scintilla in modo più uniforme, trasformando un processo selvaggio e rumoroso in uno più prevedibile.
Trovare il punto ottimale per un taglio più pulito
Per capire come gestire il processo in modo fluido, il team ha variato sistematicamente tre parametri principali: la tensione applicata, la concentrazione della soluzione di idrossido di sodio che funge da ambiente liquido e il flusso di gas azoto. Per ogni impostazione hanno misurato quanto vetro veniva rimosso e quanto metallo perdeva l’utensile. Piuttosto che ottimizzare separatamente questi due risultati, li hanno considerati obiettivi collegati: rimuovere il massimo di vetro possibile minimizzando al tempo stesso l’usura dell’utensile. Utilizzando strumenti statistici e un metodo decisionale che bilancia obiettivi multipli, hanno mappato le combinazioni di tensione, concentrazione chimica e flusso di gas che offrivano i migliori compromessi. Hanno scoperto che mantenere il flusso di gas in un intervallo moderato ed evitare soluzioni eccessivamente concentrate portava a una lavorazione stabile, senza crepe, con buone velocità di asportazione.
Come l’azoto migliora il processo
L’azoto svolge più ruoli contemporaneamente. Aiuta a mantenere uno strato di gas consistente intorno alla punta dell’utensile, essenziale per scariche stabili e controllate invece che per scariche dannose e improvvise. Le sue proprietà fisiche contribuiscono anche a trasportare via il calore dalla piccola zona d’impatto, riducendo il rischio di shock termico e di fessurazioni superficiali nel vetro fragile. Gli esperimenti hanno mostrato che aumentando il flusso di azoto da un livello basso a uno moderato, la quantità di vetro asportata poteva restare costante mentre l’utensile perdeva molto meno materiale. Nelle migliori condizioni — intorno a 134 volt, una concentrazione moderata di idrossido di sodio e un flusso di azoto di 4 litri al minuto — il processo non solo asportava una quantità significativa di vetro, ma mostrava perfino un lieve guadagno netto di massa dell’utensile, probabilmente dovuto a sottili depositi formatisi durante la lavorazione. Ciò significa che l’utensile effettivamente "durava di più" invece di consumarsi rapidamente.
Modelli intelligenti per una lavorazione più verde
Per andare oltre il metodo empirico, gli autori hanno costruito modelli matematici e di apprendimento automatico in grado di prevedere come le variazioni delle impostazioni influenzino la rimozione del vetro e l’usura dell’utensile. Le superfici di risposta statistiche hanno catturato come tensione, concentrazione liquida e flusso di gas interagiscano in modi non ovvi, mentre un modello random forest — un tipo di sistema a insiemi di alberi decisionali — ha imparato dai dati a prevedere condizioni quasi ottimali. Le previsioni sono risultate generalmente entro circa l’otto percento rispetto agli esperimenti reali, sufficientemente accurate da servire come guida pratica. Importante è che la regione di migliori prestazioni identificata utilizzava circa un terzo di prodotto chimico in meno rispetto ad alcuni assetti convenzionali, riduceva l’usura dell’utensile e produceva comunque micro‑cavità lisce e ben sagomate con errori dimensionali molto ridotti.
Cosa significa per i dispositivi miniaturizzati del futuro
In termini pratici, questo lavoro dimostra che insufflare la "giusta quantità" di gas azoto in un processo di taglio del vetro basato su scintille può trasformarlo da un metodo capriccioso in uno strumento di microlavorazione affidabile. Stabilizzando le scariche elettriche e controllando il calore, la lavorazione assistita da azoto asporta più vetro, danneggia meno l’utensile e richiede chimica meno aggressiva. Questa combinazione la rende interessante per produrre i canaletti, i fori e le cavità delicati necessari in microsensori, micro‑pompe e altri sistemi miniaturizzati, riducendo al contempo rifiuti e impatto ambientale. Man mano che i ricercatori estenderanno questo approccio ad altri tipi di vetro e affineranno i modelli con più dati, tale microlavorazione assistita da azoto potrebbe diventare uno standard più pulito per fabbricare quei componenti in vetro invisibili che sostengono gran parte della tecnologia moderna.
Citazione: Tamilperuvalathan, S., Varadharaju, V., Rajamohan, S. et al. Performance enhancement of electrochemical discharge micromachining of borosilicate glass using nitrogen gas assistance. Sci Rep 16, 8553 (2026). https://doi.org/10.1038/s41598-026-36060-w
Parole chiave: microlavorazione vetro borosilicato, dielettrico a gas azoto, lavorazione per scarica elettrochimica, riduzione usura utensile, produzione sostenibile