Clear Sky Science · it
Effetti sinergici dei parametri di anodizzazione dura sulle proprietà microstrutturali, meccaniche e tribologiche della lega di alluminio 6061
Far durare di più i metalli di tutti i giorni
Dagli aerei e le automobili ai portatili e alle cornici delle finestre, le leghe di alluminio sono ovunque perché sono robuste ma leggere. C’è però un problema: le superfici di alluminio scoperte possono consumarsi e graffiarsi più facilmente di quanto vorremmo, soprattutto in ambienti difficili o ad alta frizione. Questo studio esplora come trasformare una lega di alluminio comune, nota come 6061, in un materiale più resistente e duraturo facendo crescere con cura sulla sua superficie una pelle molto dura, simile a una ceramica.
Far crescere una pelle protettiva sull’alluminio
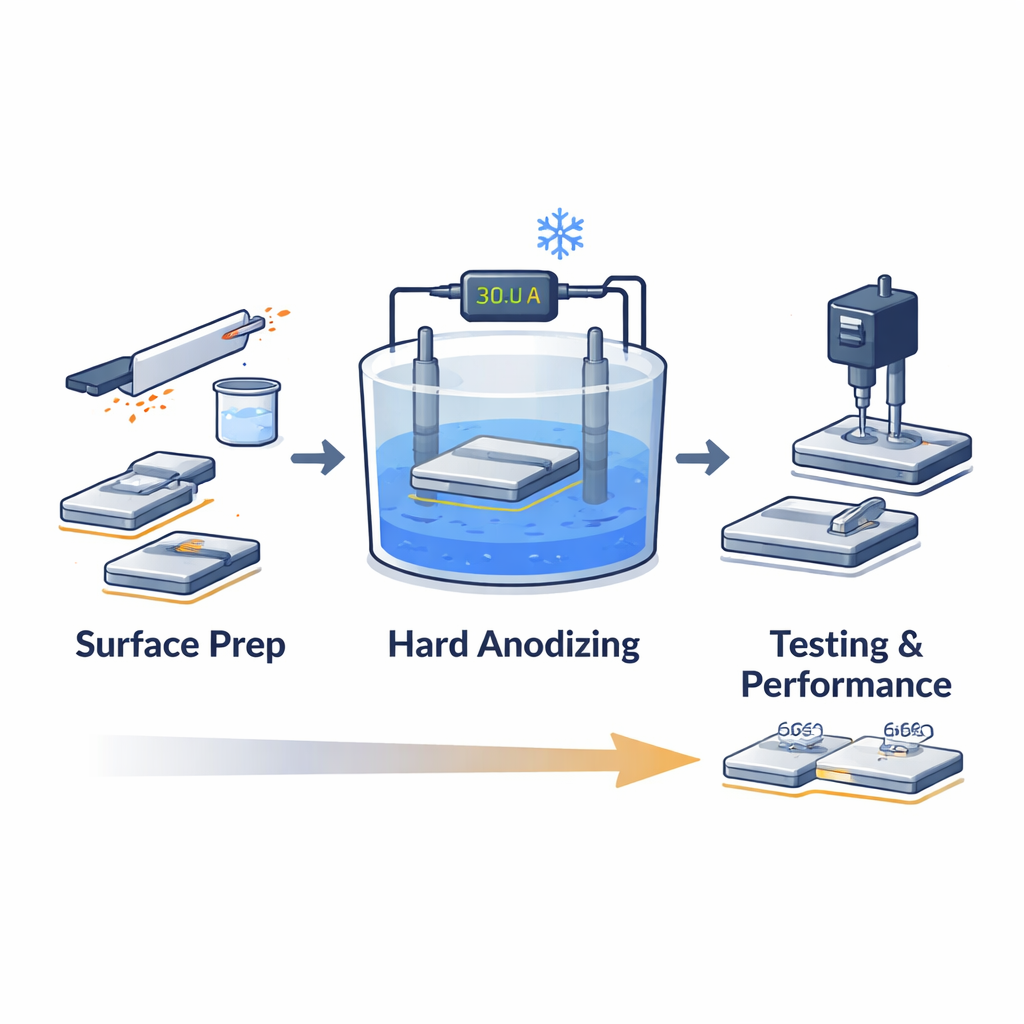
I ricercatori si sono concentrati su un processo chiamato anodizzazione dura, in cui un pezzo di alluminio viene immerso in una vasca acida e usato come anodo elettrico in modo che si formi uno spesso strato di ossido sulla sua superficie. A differenza del sottile ossido che si forma naturalmente all’aria, questo strato ingegnerizzato può essere molto più spesso e duro. Il team ha regolato sistematicamente quattro parametri chiave del processo—concentrazione dell’acido, temperatura della vasca, densità di corrente elettrica e tempo di trattamento—per capire come interagiscono. L’obiettivo era trovare una ricetta che producesse una pelle protettiva il più spessa, dura e resistente all’usura possibile senza danneggiarla.
Trovare il punto ottimale nelle condizioni di processo
Sorprendentemente, semplicemente “di più” o “di meno” di una singola regolazione non dava sempre risultati migliori. Quando la soluzione di acido solforico era troppo debole, l’ossido cresceva lentamente e lo strato protettivo rimaneva sottile. Quando era troppo concentrata, il liquido aggressivo cominciava a sciogliere lo stesso film che aveva appena contribuito a formare. Un equilibrio simile è emerso con la temperatura: raffreddare la vasca da 10 °C fino a poco sotto lo zero (−2 °C) ha prodotto un film più spesso e denso, perché il freddo rallentava l’attacco chimico. Ma scendere ancora di più ha reso il liquido meno conduttivo, così le reazioni elettriche che costruiscono il film si sono bloccate e la qualità del rivestimento è diminuita. La combinazione migliore di spessore e durezza è risultata a una concentrazione acida moderata (circa 190 g per litro) e a una temperatura dell’elettrolita di −2 °C.
Elettricità, tempo e calore nascosto
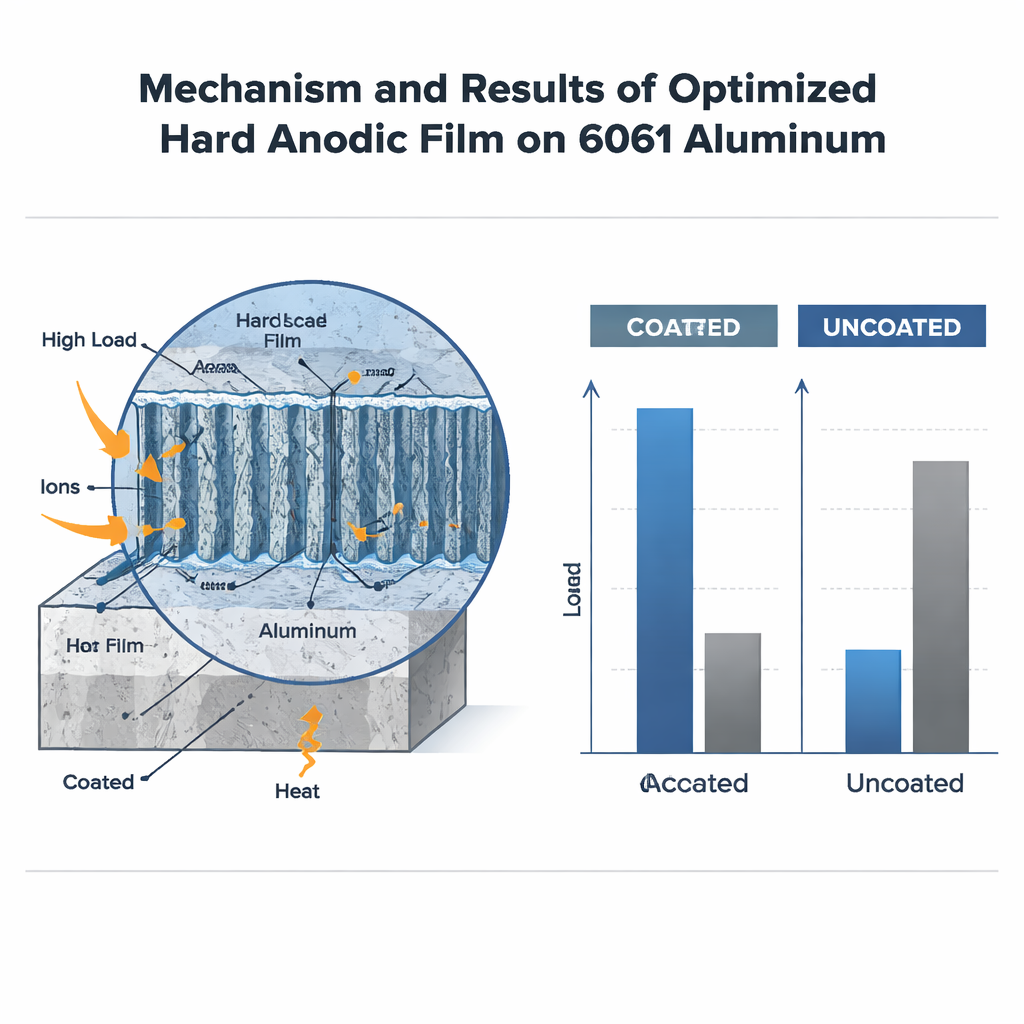
La intensità della corrente elettrica e la durata della sua applicazione hanno avuto anch’esse un ruolo cruciale. Correnti più elevate e tempi più lunghi generalmente aumentavano lo spessore dello strato di ossido, perché più ioni di alluminio e ossigeno venivano spinti a reagire. Fino a un certo punto, ciò aumentava anche la durezza: il film diventava più denso, con una struttura interna fine e una buona adesione al metallo sottostante. Tuttavia, man mano che il rivestimento si ispessiva resisteva al flusso di corrente, causando un riscaldamento locale all’interfaccia. Quel calore nascosto iniziava a degradare le pareti interne del film, ingrandendone la struttura e riducendone la durezza. Il miglior compromesso è stato trovato con una densità di corrente relativamente alta per un’ora, che ha prodotto un rivestimento di circa 59 micrometri di spessore—all’incirca la larghezza di un capello umano—e quasi sei volte più duro del 6061 nudo.
Da un’usura adesiva a uno scorrimento dolce
Per verificare se questa pelle dura protegge davvero componenti in movimento, il team ha strofinato campioni rivestiti e non rivestiti contro un perno in carburo di tungsteno sotto diversi carichi. L’alluminio non trattato ha subito danni pesanti: la sua superficie morbida si è attaccata, strappata e deformata, perdendo molto più materiale. Al contrario, i campioni anodizzati duramente hanno mostrato una perdita di massa molto inferiore e un comportamento di attrito più fluido e stabile. A carichi bassi e medi, il rivestimento ha trasformato l’usura severa e “appiccicosa” in una abrasione lieve, dove piccole asperità dure semplicemente graffiano la superficie in modo leggero. Al carico più elevato, lo strato ceramico fragile ha iniziato a creparsi e sfaldarsi, e i frammenti rotti hanno agito come grani abrasivi, aumentando l’usura—ma anche in quel caso, la lega rivestita ha comunque superato il metallo nudo.
Cosa significa per i componenti del mondo reale
In termini semplici, lo studio dimostra che il 6061 può essere dotato di un guscio tipo armatura se l’anodizzazione dura è regolata con cura. La giusta combinazione di forza dell’acido, temperatura fredda, corrente e tempo crea uno strato di ossido denso e uniforme molto più duro del metallo originale e rallenta drasticamente usura e attrito. Per i progettisti di parti aeronautiche, componenti automobilistici o prodotti di consumo in cui il peso è importante, questo processo ottimizzato offre un modo pratico per estendere la vita utile senza passare a materiali più pesanti. Il messaggio chiave è che l’ingegneria delle superfici—curare i dettagli del processo—può sbloccare una durabilità molto superiore da una lega già familiare.
Citazione: Behzadifar, J., Najafi, Y. & Nazarizade, B. Synergistic effects of hard anodizing parameters on the microstructural, mechanical, and tribological properties of 6061 aluminum alloy. Sci Rep 16, 5021 (2026). https://doi.org/10.1038/s41598-026-35825-7
Parole chiave: anodizzazione dura, alluminio 6061, rivestimento superficiale, resistenza all'usura, tribologia