Clear Sky Science · it
Predizione della qualità mediante VAE convoluzionali multiscala per componenti a lastra sottile
Perché è importante mantenere la forma delle parti metalliche sottili
Dalle costole degli aerei alle strutture delle carrozzerie, molte macchine moderne si affidano a componenti metallici sottili che devono essere tagliati con tolleranze estremamente ristrette. Se queste parti si deformano o risultano anche solo minimamente fuori misura, possono vibrare, usurarsi o guastarsi molto prima del previsto. Eppure fabbricarle con precisione è sorprendentemente difficile: il materiale si flette sotto le forze di taglio e i segnali che gli ingegneri possono misurare durante la lavorazione sono brevi, rumorosi e complessi. Questo studio esplora come un modello di IA possa monitorare in tempo reale quelle forze e prevedere in modo affidabile se ciascuna piccola caratteristica di una lastra sottile rispetterà le tolleranze dimensionali, riducendo potenzialmente i tempi di ispezione e gli scarti.
Lastre sottili che si flettono durante la fresatura
I componenti a parete sottile sono interessanti perché sono leggeri ma resistenti, ideale per applicazioni aerospaziali e automobilistiche. Il loro svantaggio è che si comportano un po’ come dei diapason durante la lavorazione: mentre l’utensile asporta materiale, le pareti a bassa rigidezza si flettono e poi rimbalzano, causando errori dimensionali sottili. Le simulazioni tradizionali possono stimare queste distorsioni ma faticano con forze di taglio che cambiano rapidamente e con la variabilità tra pezzo e pezzo. Le misurazioni dirette con strumenti di precisione dopo la lavorazione sono accurate ma lente e non possono evitare che gli errori si verifichino in primo luogo. Per questo i produttori stanno adottando approcci basati sui dati che cercano di apprendere il legame complesso tra condizioni di taglio, segnali dei sensori e qualità finale del pezzo.
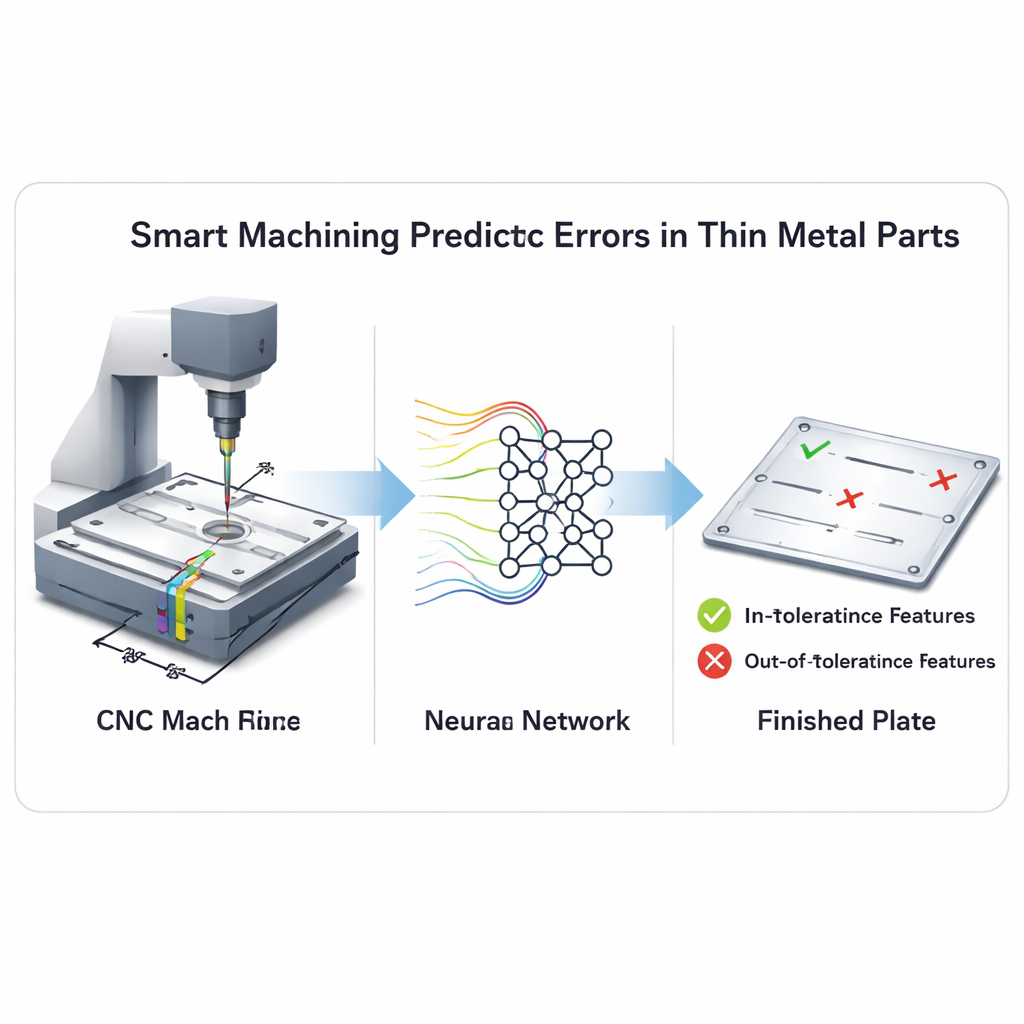
Insegnare a una rete neurale a interpretare le forze di taglio
Gli autori propongono una rete neurale specializzata, chiamata Multi-SPP-VAE, che trasforma i segnali grezzi delle forze di taglio in previsioni dell’errore dimensionale per ciascun piccolo slot o foro su una lastra sottile di alluminio. Durante gli esperimenti hanno lavorato 25 lastre di alluminio 6061, ciascuna con un foro circolare e cinque scanalature rettangolari, sotto dozzine di combinazioni di velocità del mandrino, avanzamento e profondità di taglio. Mentre un dinamometro di precisione registrava ad alta velocità le forze di taglio su tre assi, una macchina di misura a coordinate catturava in seguito le dimensioni reali di ogni caratteristica. La sfida per il modello è imparare, da molti brevi tratti di dati rumorosi sulle forze, quanto ciascuna caratteristica risulterà troppo lunga, troppo corta, troppo larga o troppo stretta.
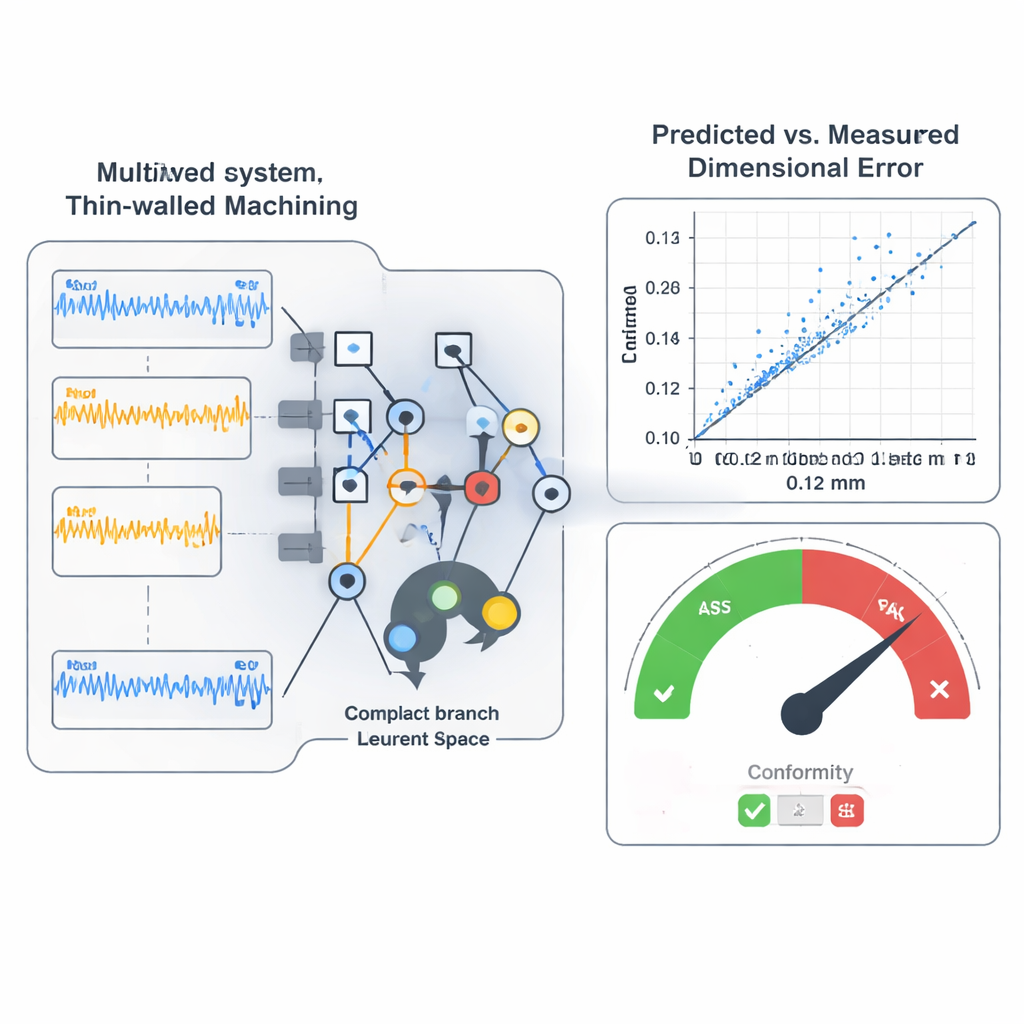
Osservare i segnali su molte scale temporali
Al centro del sistema c’è un estrattore di caratteristiche multiscala. Invece di esaminare il segnale di forza con una singola “lente”, la rete elabora ogni finestra temporale tramite diversi rami paralleli: uno si concentra su dettagli fini e ad alta frequenza (come urti improvvisi all’ingresso dell’utensile), mentre altri catturano tendenze più lente mentre l’utensile scorre lungo una parete. Questi rami vengono combinati in un codice interno compatto che conserva i pattern più informativi e sopprime il rumore di basso livello. Crucialmente, questo codice non viene usato solo per ricostruire l’input; è addestrato direttamente a prevedere l’errore dimensionale misurato, il che aiuta il modello a focalizzarsi sui pattern realmente importanti per la precisione.
Mischiare parametri di processo e dati dei sensori
La qualità della lavorazione dipende non solo dalle forze ma anche da come la macchina è impostata. Per tenerne conto, il modello fonde il codice appreso dalle forze con i principali parametri di processo: velocità del mandrino, avanzamento e profondità di taglio. Questi valori vengono inseriti nella rappresentazione interna della rete anziché trattati come un ripensamento. Questo permette a un singolo modello di gestire una varietà di condizioni di taglio senza essere “sovraallenato” su una configurazione preferita. Un ulteriore passaggio di ottimizzazione utilizza un metodo di ricerca ispirato al comportamento di caccia dei lupi grigi per sintonizzare automaticamente il tasso di apprendimento e i parametri di regolarizzazione. Questa automazione rende il modello più ripetibile e più facile da distribuire, risparmiando agli ingegneri tentativi ed errori nella taratura dei parametri.
Quanto sono accurate e affidabili le previsioni?
Per testare la robustezza, gli autori hanno creato diversi dataset sezionando le tracce di forza in finestre sovrapposte in modi differenti, poi hanno confrontato il loro modello con alternative note come reti convoluzionali e ricorrenti convenzionali. Su tutti i dataset, il Multi-SPP-VAE ha ottenuto errori di predizione più bassi e risultati più stabili tra una esecuzione e l’altra. In termini pratici, ha riprodotto le decisioni di conformità/non conformità delle macchine di misura a coordinate per circa il 93% delle caratteristiche con una banda di tolleranza di ±0,02 mm. La maggior parte dei disallineamenti si è verificata proprio al limite della tolleranza, dove anche deviazioni di pochi micrometri possono invertire la decisione. Importante, la dimensione scelta della rete può funzionare in tempo reale su una workstation standard con una GPU di livello medio, rendendola fattibile per il monitoraggio in processo e non solo per l’analisi offline.
Cosa significa per le future fabbriche intelligenti
Per i non specialisti, il punto chiave è che questo lavoro mostra come un’IA progettata con cura possa agire come ispettore di qualità in tempo reale per pezzi lavorati delicati. Combinando viste ricche dei segnali di forza di taglio su più scale temporali con la conoscenza delle impostazioni correnti della macchina, il modello proposto prevede se ciascuna caratteristica di una lastra sottile sarà probabilmente entro o fuori tolleranza, con prestazioni verificate da misure di laboratorio rigorose. Pur concentrandosi su lastre di alluminio con specifici slot e fori, l’approccio indica la strada verso sistemi di lavorazione più intelligenti che regolano le condizioni di taglio al volo, riducono il carico sulle ispezioni successive e intercettano i pezzi borderline prima che causino problemi in servizio.
Citazione: Su, X., Liu, Y. & Li, J. Quality prediction using multiscale convolutional VAEs for thin plate parts. Sci Rep 16, 5499 (2026). https://doi.org/10.1038/s41598-026-35186-1
Parole chiave: lavorazione di pareti sottili, accuratezza dimensionale, segnali di forza di taglio, predizione con apprendimento profondo, manifattura intelligente