Clear Sky Science · it
Test di frese con canali di raffreddamento conformi prodotti dalla tecnologia di fusione selettiva a laser
Utensili più freschi per lavorazioni più uniformi
Le fabbriche moderne si basano su utensili per la lavorazione dei metalli che devono resistere a forze enormi e a calore intenso. Questo studio mostra come la stampa 3D possa costruire una fresa più intelligente con piccoli canali curvi al suo interno che convogliano il liquido refrigerante direttamente sul bordo di taglio. Ridisegnando l’utensile dall’interno e testando accuratamente il materiale metallico, gli autori hanno creato una fresa che mantiene gli inserti più freschi e più duraturi rispetto a uno strumento standard.
Perché la temperatura dell’utensile è importante
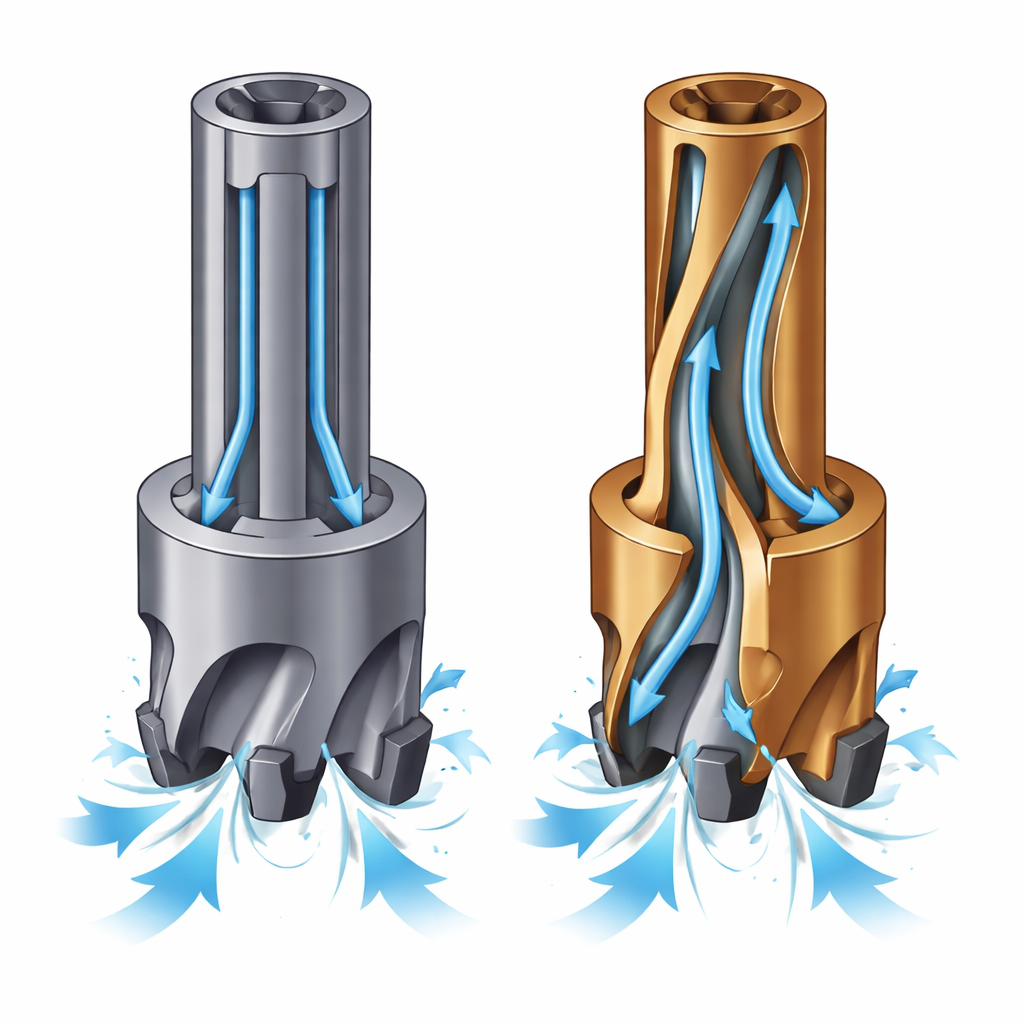
Ogni volta che una fresa rotante lavora acciaio o alluminio, la zona di contatto tra l’inserto e il pezzo si riscalda rapidamente. Se questo calore non viene rimosso, il filo di taglio si ammorbidirà, si consumerà e potrà addirittura scheggiarsi o rompersi. Le frese convenzionali hanno fori rettilinei che portano il refrigerante nei pressi degli inserti, ma non esattamente dove serve di più. Con l’aumento delle velocità di lavorazione e delle richieste di produttività, questo approccio tradizionale al raffreddamento diventa un fattore limitante, accorciando la vita dell’utensile e aumentando i costi.
Costruire un nuovo tipo di fresa
Il team ha utilizzato la stampa metallica 3D, nello specifico la fusione selettiva a laser, per fabbricare il corpo di una fresa da 25 millimetri in un acciaio maraging ad alta resistenza noto come M300. Prima di affidarsi a questo materiale per un utensile gravoso, hanno stampato e trattato termicamente campioni di prova, quindi ne hanno esaminato la struttura interna e misurato resistenza e durezza. I microscopi hanno rivelato un acciaio denso con solo porosità minime e molte particelle a scala nanometrica formatesi durante il trattamento termico, che hanno aumentato significativamente durezza e resistenza alla deformazione. Questi controlli hanno confermato che l’acciaio stampato poteva gestire in sicurezza i carichi intensi che si verificano durante il taglio.
Plasmare i percorsi del refrigerante vicino al filo
Con il materiale qualificato, gli autori hanno progettato un nuovo corpo fresa i cui canali nascosti si piegano e curvano in modo che il refrigerante fuoriesca direttamente dietro il filo di taglio di ciascun inserto. Sono state utilizzate simulazioni al computer per garantire che questi canali e la geometria complessiva non indebolissero l’utensile sotto carico. L’analisi agli elementi finiti ha mostrato che le sollecitazioni nel progetto stampato in 3D rimasero ben al di sotto della resistenza dell’acciaio e risultarono addirittura inferiori rispetto a uno strumento convenzionale, in parte perché la nuova geometria evita angoli vivi che concentrano le tensioni. Dopo la stampa, sono state lavorate con precisione solo le superfici di contatto principali e le filettature in modo che gli inserti commerciali standard potessero essere montati con accuratezza.

Mettere alla prova l’utensile stampato
I ricercatori hanno quindi confrontato la fresa stampata in 3D con un corpo solido tradizionale in una serie di prove di lavorazione reali. Hanno effettuato alesature frontali, scanalature e sfacciature su alluminio e acciaio da costruzione, e successivamente eseguito test di durata a lungo termine su acciai da utensile, sia nello stato morbido sia dopo tempra. Hanno misurato le forze di taglio con un dinamometro e la rugosità superficiale con strumentazione ottica ad alta risoluzione, e hanno monitorato la velocità di usura degli inserti sia in condizione di taglio a secco sia con refrigerante interno. In quasi tutte le operazioni di taglio, l’utensile stampato ha richiesto forze di taglio inferiori, il che significa che tagliava con maggiore facilità. La qualità della superficie è risultata talvolta leggermente peggiore per il corpo stampato, un effetto che hanno ricondotto a un lieve sbilanciamento dovuto al fatto che non tutte le superfici esterne erano state completamente finite.
Il design incentrato sul refrigerante aumenta la vita dell’utensile
Il vantaggio più evidente dei canali di raffreddamento conformi è emerso nei test di durata. Quando il refrigerante è stato alimentato attraverso l’utensile, gli inserti montati nel corpo stampato in 3D sono durati circa il 20 percento in più rispetto a quelli nella fresa convenzionale, grazie a un raffreddamento più diretto del filo di taglio e a una migliore evacuazione dei trucioli. Nel taglio a secco, dove non è stato usato refrigerante, entrambi gli utensili si sono comportati in modo simile, confermando che il beneficio principale derivava dal percorso di raffreddamento migliorato più che da altri dettagli di progettazione. Complessivamente, i risultati mostrano che la stampa metallica 3D può fornire corpi utensile densi e resistenti con canali curvi integrati che la foratura tradizionale non può ottenere, aprendo la strada a frese più durevoli ed efficienti, specialmente per materiali difficili da lavorare.
Citazione: Kolomy, S., Slany, M., Sedlak, J. et al. Testing of milling cutter with the conformal cooling channels produced by the selective laser melting technology. Sci Rep 16, 9599 (2026). https://doi.org/10.1038/s41598-025-31338-x
Parole chiave: utensili da taglio stampati in 3D, canali di raffreddamento conformi, acciaio maraging M300, durata delle frese, fusione selettiva a laser