Clear Sky Science · it
Strumenti per la formatura lamiera prodotti con additive manufacturing polimerico: uno studio combinato di simulazione e sperimentazione
Perché gli utensili plastici per il metallo potrebbero interessarti
I prodotti moderni, dalle automobili agli elettrodomestici, si basano su lamiere metalliche che vengono tagliate e formate in componenti. Tradizionalmente, gli utensili pesanti che pressano e piegano queste lamiere sono in acciaio, materiale costoso e lento da lavorare. Questo studio esplora una via alternativa: utilizzare utensili plastici resistenti prodotti con stampanti 3D per formare lamiere d'acciaio e alluminio reali. Se tali utensili risultassero sufficientemente precisi e durevoli per piccole produzioni, i produttori potrebbero prototipare nuovi progetti più rapidamente, a costi inferiori e con meno sprechi—vantaggi che si traducono per i consumatori in prodotti più economici e personalizzati. 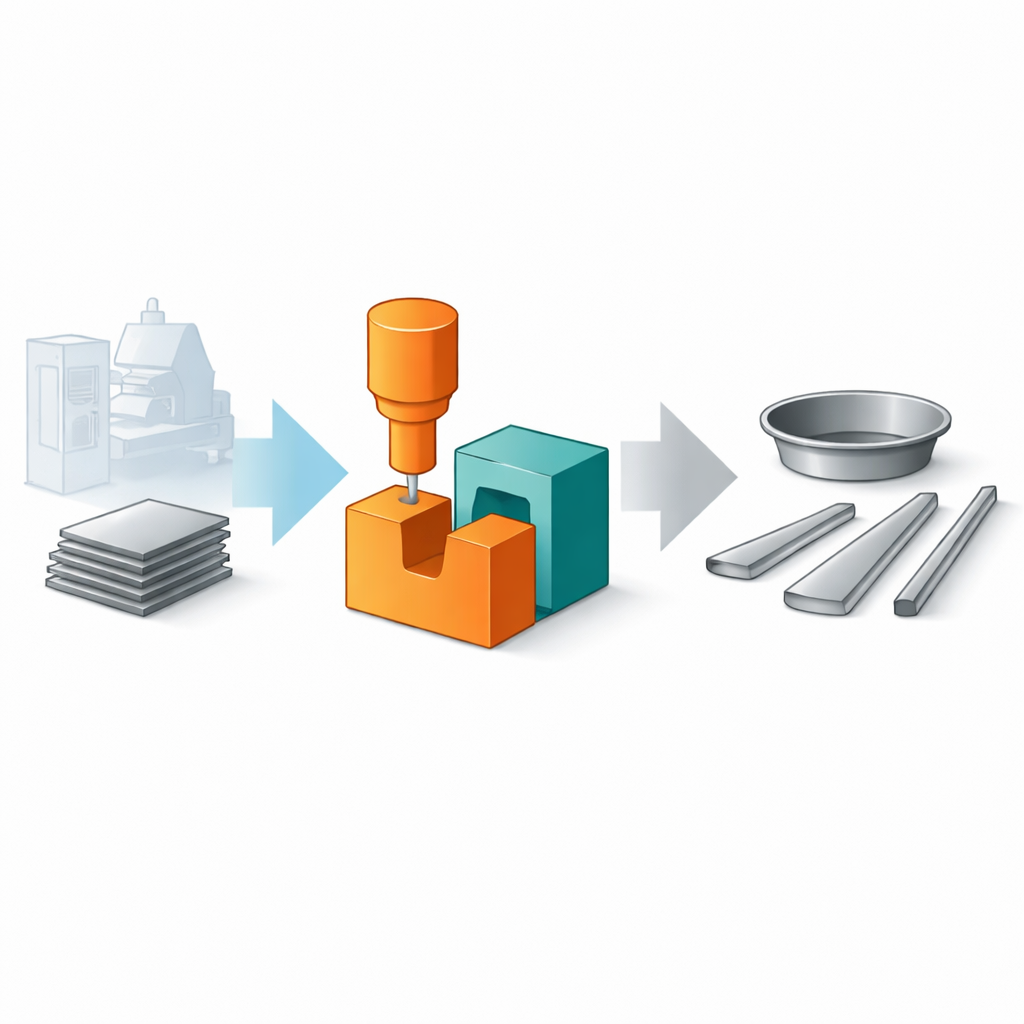
Dal progetto digitale agli utensili di formatura plastici
I ricercatori si sono concentrati su due passaggi di formatura comuni: la trazione per ottenere una coppa poco profonda e la piegatura a V di una striscia di metallo. Invece degli utensili convenzionali in acciaio, hanno stampato in 3D punzoni e matrici da due polimeri tecnici. Per la trazione a coppa è stato usato un grado resistente di acido polilattico (PLA Pro); per la piegatura a V gli utensili sono stati stampati in ABS, un polimero spesso impiegato in prodotti di consumo durevoli. Utilizzando stampanti industriali a deposizione di materiale fuso (FDM), hanno ottimizzato parametri come spessore di layer, schema di riempimento e temperatura in modo che gli utensili stampati risultassero rigidi, stabili dimensionalmente e sufficientemente robusti da sopportare carichi ripetuti in pressa.
Testare la formatura metallica nel mondo virtuale
Prima di passare al laboratorio, il team ha costruito modelli computazionali dettagliati di entrambi i processi. Hanno impiegato l'analisi agli elementi finiti per prevedere come due lamiere ampiamente utilizzate—l'acciaio inox SS304 e la lega di alluminio AA6061—si deformassero, si assottigliassero o cedessero sotto raggi del punzone, spessori lamiera e forze diversi. Le simulazioni hanno inoltre valutato le sollecitazioni e le deflessioni a cui sarebbero stati soggetti gli utensili plastici. Per la trazione a coppa, gli esperimenti digitali hanno mostrato che un raggio del punzone di 6 mm e uno spessore lamiera di 1 mm offrivano un buon compromesso: il metallo fluiva agevolmente nella matrice, l'assottigliamento restava al di sotto dei limiti di sicurezza comunemente accettati e punzone e matrice in plastica rientravano ampiamente nei loro margini di resistenza.
Far lavorare utensili stampati in 3D
Con questi parametri ottimizzati, il team ha condotto prove sistematiche su presse idrauliche. Gli utensili in PLA Pro sono stati usati per trarre coppe da dischi di acciaio e alluminio di spessore 1 mm, sia con sia senza un anello di bloccaggio del semilavorato per controllare le pieghe. Parallelamente, matrici e punzoni a V in ABS hanno piegato strisce degli stessi metalli ad angoli di 30°, 45° e 60°. Su decine di campioni sono state misurate forze, forme finali, spessore delle pareti e difetti tipici di formatura come pieghe, cricche o lacerazioni. Quindi questi dati sperimentali sono stati confrontati con le previsioni digitali, valutando quanto le curve carico–spostamento e le geometrie ottenute corrispondessero ai corrispondenti risultati simulati. 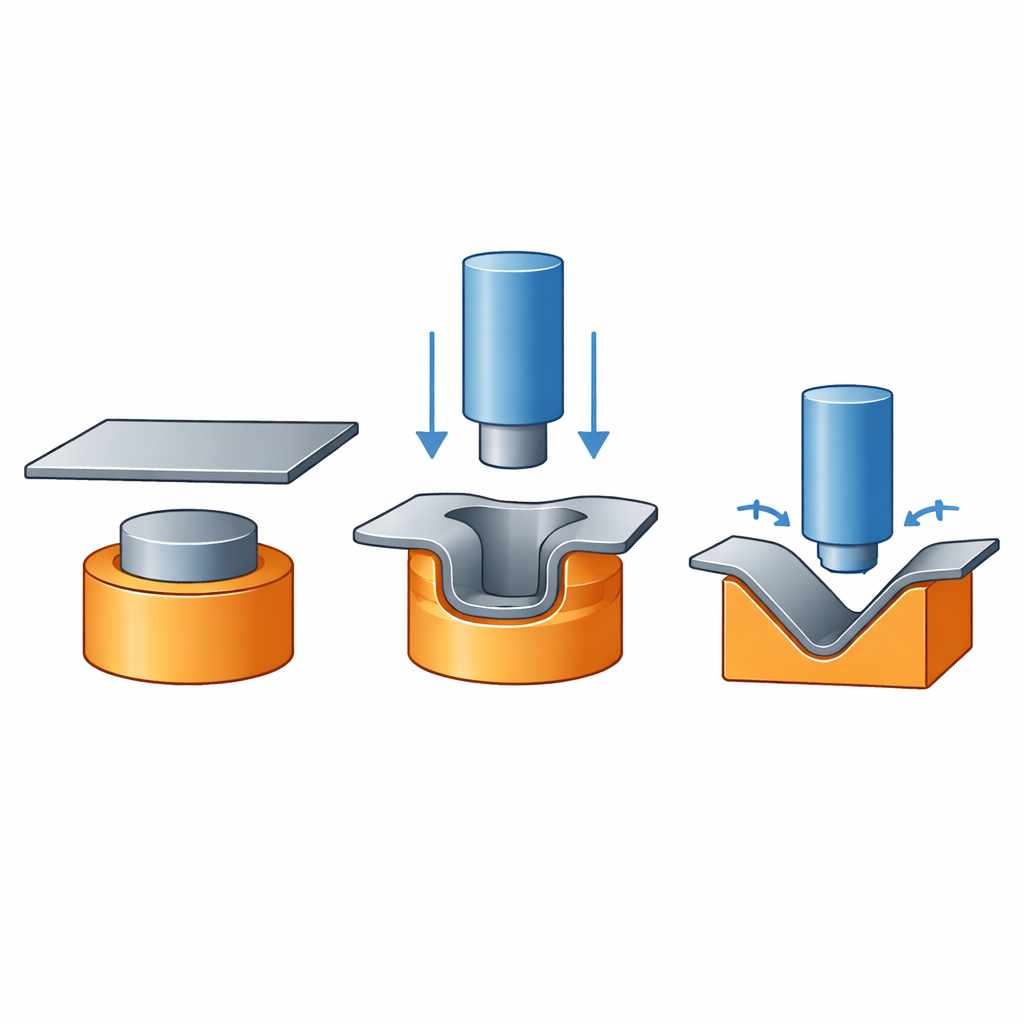
Come si sono comportati gli utensili plastici?
I risultati sono stati incoraggianti. Nella trazione a coppa entrambi i metalli sono stati formati senza cricche visibili o difetti di superficie gravi, e l'assottigliamento massimo delle pareti è rimasto nell'intervallo di sicurezza generalmente accettato. L'acciaio inossidabile ha richiesto forze maggiori ma ha mostrato uno spessore più uniforme e un margine di sicurezza superiore prima del cedimento, mentre l'alluminio ha richiesto meno forza ma si è assottigliato di più nelle zone in cui il punzone curvava la lamiera. Nella piegatura a V, gli utensili plastici hanno prodotto angoli e lunghezze di piega che differivano dalla teoria e dalla simulazione di solo qualche centesimo di percento—variazioni trascurabili nella maggior parte dei contesti di prototipazione o piccole serie. L'usura sugli utensili stampati è stata contenuta: le matrici in ABS hanno mostrato solo una lieve lucidatura e segni di scorrimento dopo lotti di piegature, mentre gli utensili a coppa in PLA si sono degradati principalmente dopo un uso più intensivo, fenomeno che gli autori hanno ricondotto a limiti di vita utensile più che a guasti istantanei.
Risparmiare tempo e denaro mantenendo la precisione
Poiché la plastica è più leggera e più facile da lavorare rispetto all'acciaio, il team ha esaminato anche i costi. Per gli utensili da trazione a coppa, i set stampati in PLA Pro sono risultati leggermente meno costosi rispetto alle loro controparti in acciaio e significativamente più rapidi da produrre, soprattutto considerando la lavorazione meccanica e la finitura superficiale necessarie per le matrici metalliche. Nella piegatura a V, gli utensili in ABS costavano circa la metà rispetto alla soluzione in acciaio per lotti fino a circa 60 pezzi; oltre questa soglia, la maggiore durata degli utensili in acciaio li rendeva più economici. Complessivamente, il lavoro dimostra che sebbene gli utensili polimerici stampati in 3D non sostituiranno l'acciaio temprato nelle produzioni ad alto volume, offrono un'opzione interessante per prototipazione iniziale, studi sperimentali e piccole serie. In termini pratici, ciò significa che i produttori possono iterare più progetti, più rapidamente e con meno sprechi—favorendo l'arrivo sul mercato di prodotti migliori e più personalizzati in tempi più brevi.
Citazione: Bhatia, C.V., Patel, D., Vats, R. et al. Polymer additive manufacturing tools for sheet metal forming: a combined simulation and experimental study. Sci Rep 16, 9293 (2026). https://doi.org/10.1038/s41598-025-30841-5
Parole chiave: produzione additiva, attrezzature stampate in 3D, formatura lamiera, prototipazione rapida, matrici e punzoni in polimero