Clear Sky Science · it
Ottimizzazione e previsione della temperatura massima nella saldatura per attrito di Al 6061 T6 mediante tecniche statistiche e di machine learning
Perché mantenere saldature a bassa temperatura è importante
Dagli aeroplani alle auto elettriche, molte macchine si basano su componenti in alluminio che devono essere uniti senza indebolirsi. La saldatura per attrito è una tecnica diffusa perché miscela i pezzi senza fondere completamente il metallo. Tuttavia, se il processo diventa troppo caldo l’alluminio può ammorbidire, perdere resistenza o addirittura fondere. Questo articolo esplora come prevedere e controllare le temperature massime raggiunte durante la saldatura di una lega comune, l’Al 6061 T6, usando simulazioni al computer, statistiche avanzate e machine learning, in modo che i produttori possano ottenere giunzioni robuste e costanti evitando danni termici.
Come funziona questa saldatura in stato solido
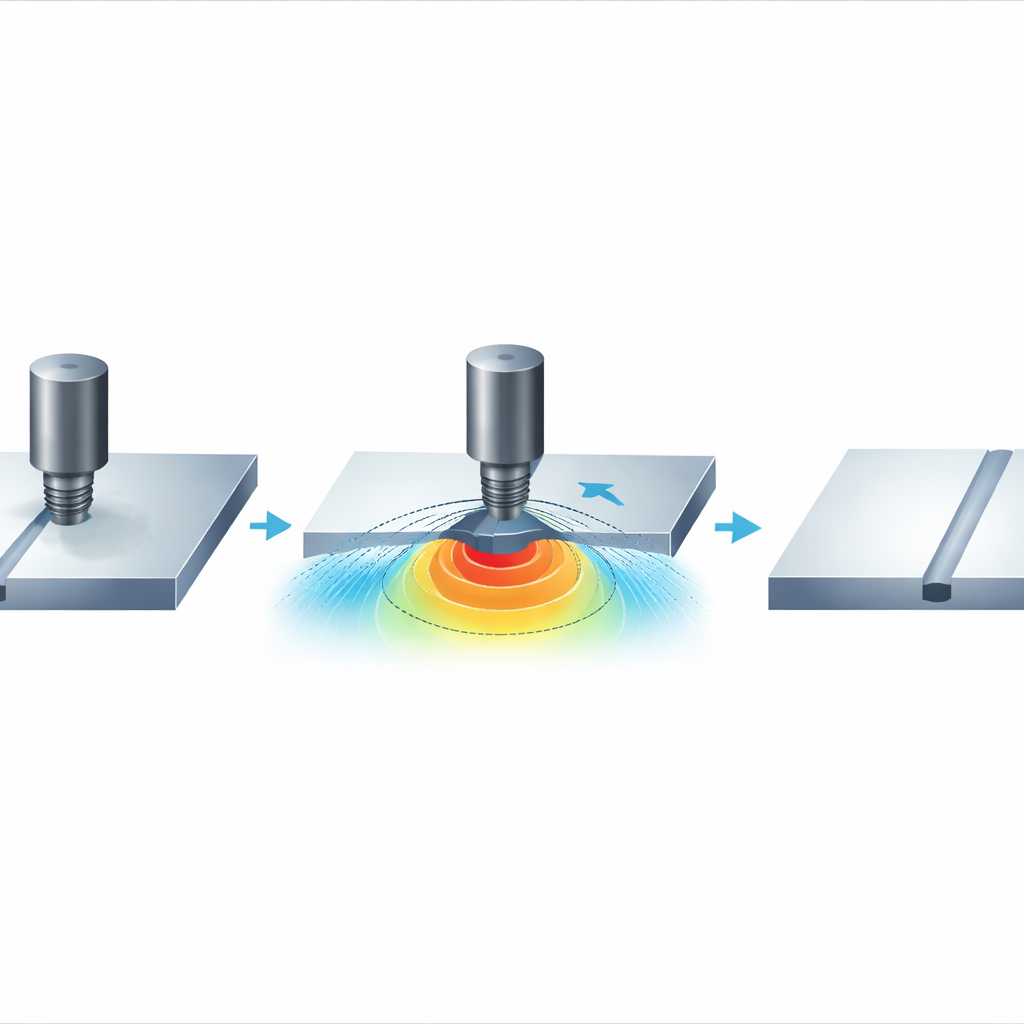
Nella saldatura per attrito, uno strumento rotante a forma di perno corto con una spalla ampia viene premuto nella giunzione tra due lastre e fatto scorrere lungo la cucitura. L’attrito e la deformazione plastica riscaldano e ammorbidiscono il metallo in modo che si mescoli e si forgi insieme senza trasformarsi in liquido. Per l’Al 6061 T6, questa «zona di temperatura ottimale» è sotto il punto di fusione ma sufficientemente alta da consentire un buon mescolamento. Se la temperatura massima si avvicina o supera circa quattro quinti della temperatura di fusione, le particelle che conferiscono indurimento alla lega possono ingrossarsi o il metallo può iniziare a fondere, portando a zone più morbide e prestazioni meccaniche peggiori. Controllare la temperatura massima è quindi essenziale per sicurezza e durabilità.
Testare molte manopole contemporaneamente
I ricercatori si sono concentrati su sette manopole che gli operatori possono regolare: materiale dello strumento, diametro del perno, diametro della spalla, velocità di rotazione, velocità di avanzamento, forza assiale che preme lo strumento verso il basso e attrito tra strumento e lastra. Invece di eseguire migliaia di prove, hanno usato un disegno Taguchi, una scorciatoia statistica che seleziona un insieme accurato di 32 combinazioni per rivelare quali variabili contano di più. Per ogni combinazione hanno costruito un modello tridimensionale in COMSOL per simulare la generazione di calore dallo strumento rotante e come quel calore si distribuisce attraverso la lastra di alluminio e il supporto. Hanno poi confrontato un sottoinsieme di queste simulazioni con esperimenti su una fresatrice modificata, usando termocoppie per misurare le temperature in punti diversi intorno alla saldatura. Le temperature massime simulate e misurate sono risultate in accordo entro circa il 7%, dando fiducia che il modello cogliesse il comportamento termico reale.
Individuare i principali responsabili del surriscaldamento
Con i dati di simulazione a disposizione, il gruppo ha applicato strumenti statistici per distinguere quali parametri del processo avessero il maggiore effetto sulla temperatura massima. Usando l’analisi Taguchi e l’analisi della varianza, hanno identificato dei chiari leader: la forza assiale e la velocità di rotazione dello strumento. Velocità di rotazione più alte e maggiore forza di spinta generano molto più riscaldamento da attrito e deformazione plastica, facendo aumentare le temperature massime; in alcuni casi simulati la temperatura nella zona di saldatura ha superato i 600 °C, oltre la gamma di fusione considerata sicura per questa lega. Le variazioni nelle dimensioni del perno e della spalla hanno un effetto secondario alterando l’area di contatto, mentre la scelta del materiale dello strumento e piccole variazioni del coefficiente di attrito hanno un’influenza relativamente minore. Questi risultati suggeriscono che il controllo accurato di velocità e forza è il modo più efficace per mantenere le saldature al di sotto di temperature dannose.
Lasciare che una rete neurale predica il calore
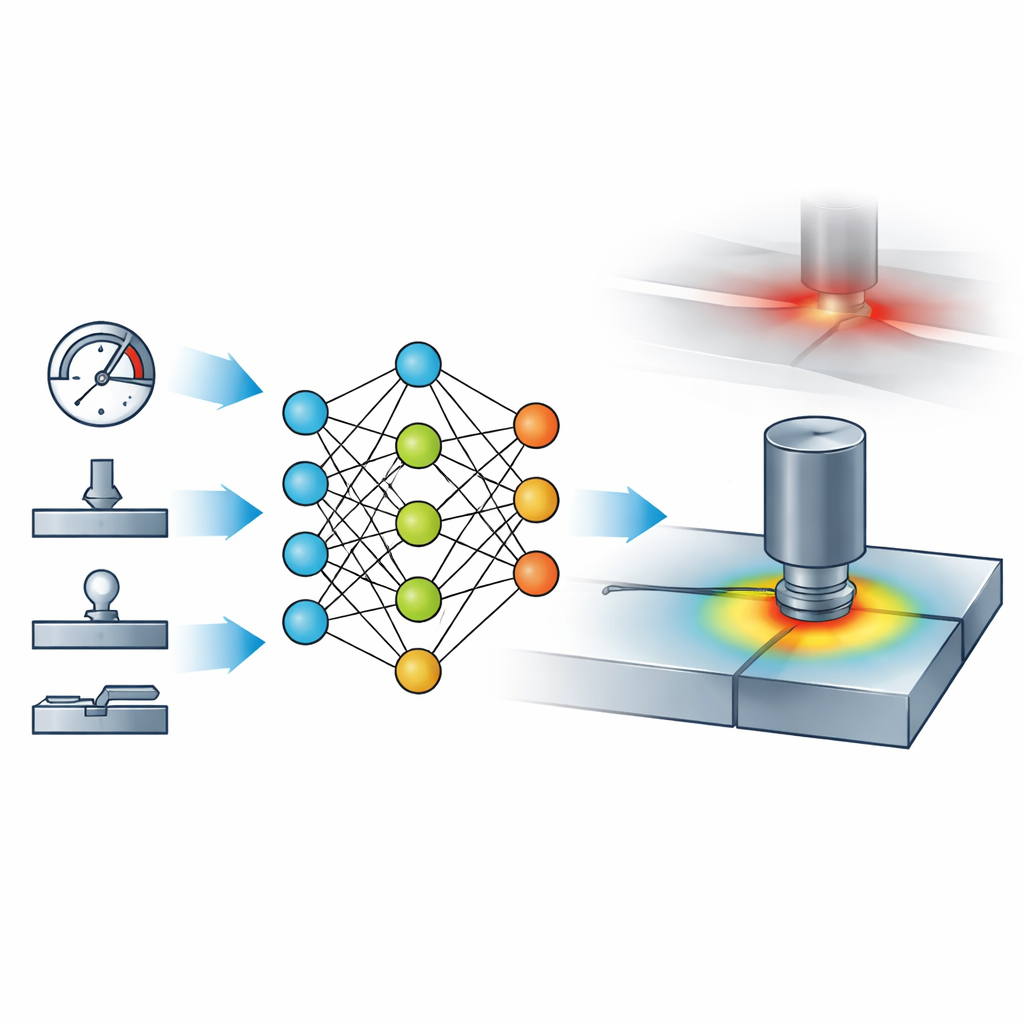
Per andare oltre le regole pratiche statiche, gli autori hanno addestrato una semplice rete neurale artificiale per apprendere la relazione tra le impostazioni di saldatura e la temperatura massima. Hanno usato i risultati delle simulazioni come esempi, immettendo i sei ingressi più rilevanti (tutte le manopole eccetto il materiale dello strumento) e addestrando la rete a fornire in uscita la temperatura massima prevista. Suddividendo i dati in set di addestramento, validazione e test e usando un metodo di backpropagation standard, la rete ha imparato a riprodurre i risultati di simulazione con altissima accuratezza: le sue previsioni differivano dalla simulazione di circa l’1% in media, meglio degli errori del 3–4% ottenuti con la regressione Taguchi e la formula basata su ANOVA. Questo dimostra che anche con un dataset relativamente piccolo, una rete neurale ben progettata può cogliere interazioni sottili tra i parametri che modelli più semplici non colgono.
Cosa significa per la saldatura nel mondo reale
Lo studio conclude che combinare simulazioni agli elementi finiti, progettazione statistica e reti neurali offre una cassetta degli attrezzi potente per rendere la saldatura per attrito più sicura ed efficiente. Identificando forza assiale e velocità di rotazione come i principali fattori di generazione di calore e fornendo un predittore rapido della temperatura massima, l’approccio può guidare gli ingegneri nella scelta di impostazioni che evitino il surriscaldamento pur ottenendo giunzioni valide. In termini pratici, ciò si traduce in meno difetti, componenti più duraturi e meno tentativi ed errori sui pavimenti di produzione nei settori aerospaziale, automobilistico e in altre industrie che dipendono da strutture leggere in alluminio.
Citazione: Anis, A., Shakaib, M. & Hanif, M.S. Optimization and prediction of peak temperature in friction stir welding of Al 6061 T6 using statistical and machine learning techniques. Sci Rep 16, 7901 (2026). https://doi.org/10.1038/s41598-025-03217-y
Parole chiave: saldatura per attrito, leghe di alluminio, controllo termico, ottimizzazione del processo, modellazione con reti neurali