Clear Sky Science · he
השפעות קירור קריוגני על טמפרטורת החיתוך וחספוס פני השטח בעיבוד הפנית של סגסוגת אלומיניום AA7075
מדוע הקירור חשוב בחיתוך מתכות
כשבונים רכב, מטוס או אפילו אופניים, חלקים מתכתיים רבים מעוצבים על ידי הסרת חומר במכונות כגון מפננות ומיילים. החיתוך הזה יוצר הרבה חום ויכול להשאיר סרגלים וזיהומים זעירים על המשטח, שעלולים לקצר את חיי הרכיב. המחקר במאמר זה בוחן כיצד שימוש בקור קיצוני, הניתן על ידי חנקן נוזלי, יכול לקרר את תהליך החיתוך של סגסוגת אלומיניום חזקה הנפוצה בשימוש בתעופה וברכב, וכיצד קירור זה משנה הן את הטמפרטורה והן את חלקות המשטח הסופי.
אלומיניום חזק אך רגיש
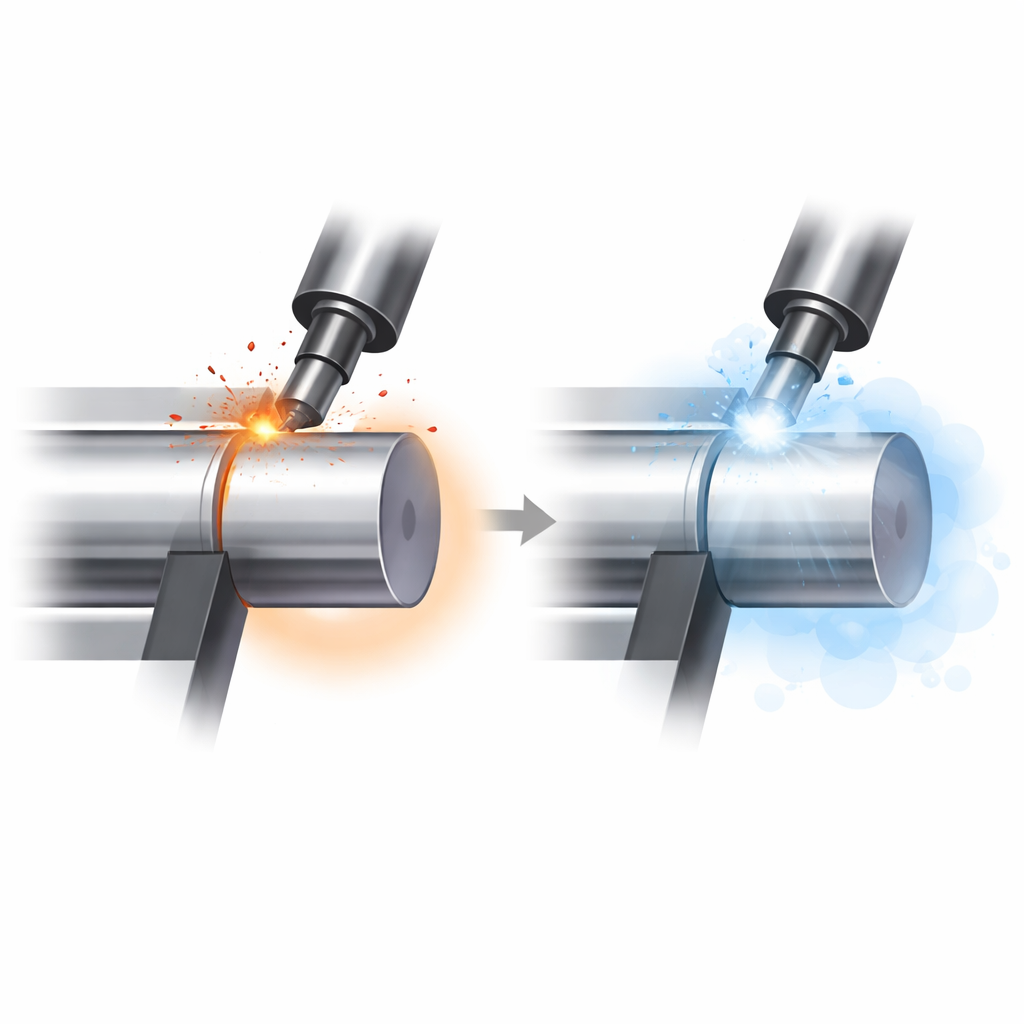
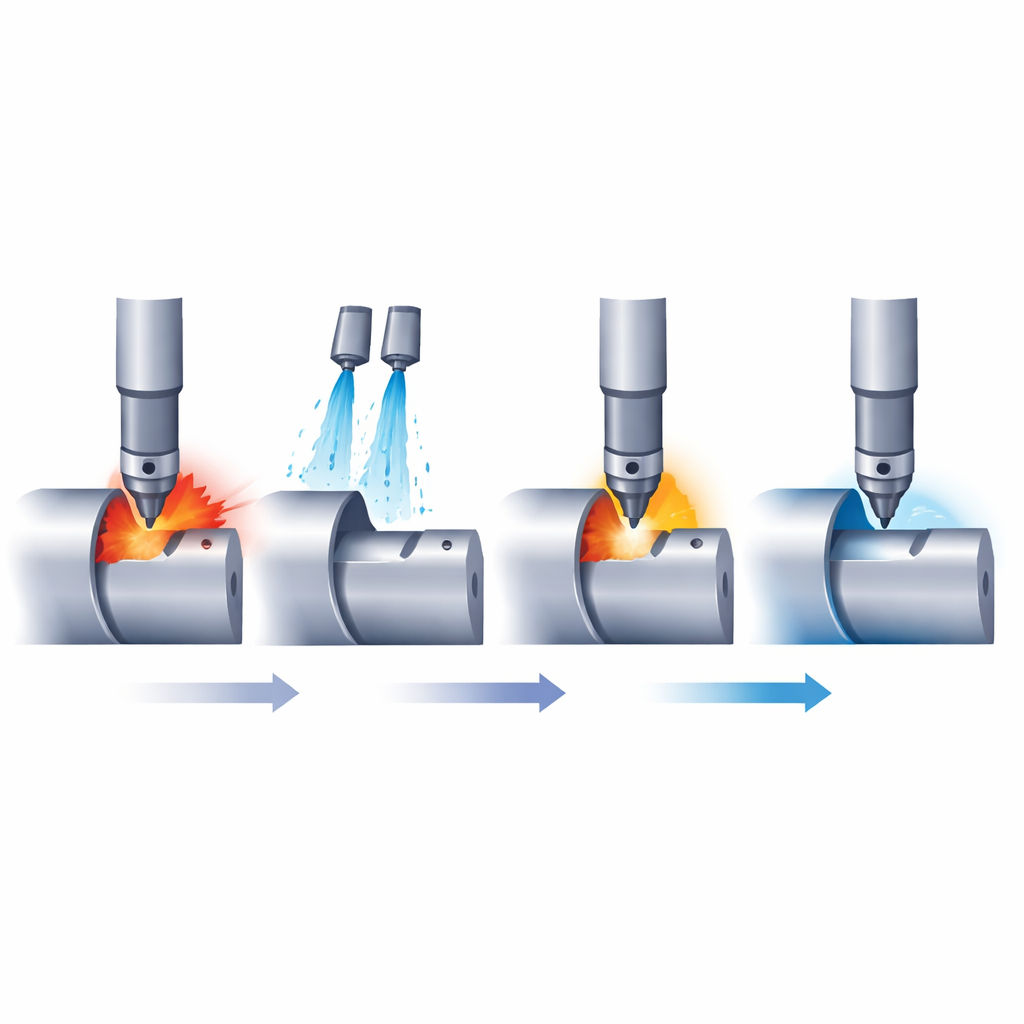
החוקרים התמקדו בסגסוגת האלומיניום AA7075, חומר מוערך ביישומי תעופה ורכב בגלל חוזקו ומשקלו הקל. אותן תכונות עושות את איכות פני השטח לקריטית, שכן חספוס ונזק נסתר עלולים להוביל לסדקים ועייפות לאורך זמן. בעת חיתוך במכונה, שלושה פרמטרים עיקריים משפיעים על מהלך התהליך: מהירות החיתוך (מהירות הסיבוב של החלק), קצב ההגשה (מהירות התקדמות הכלי) ועומק החיתוך. יחד הם קובעים כמה חום נוצר ועד כמה המשטח חלק. הצוות שאף להבין כיצד פרמטרים אלה מתקשרים זה עם זה בתנאי חיתוך "יבשים" רגילים ובתנאי חיתוך "קריוגני", שבהם מרססים חנקן נוזלי בדיוק במקום שבו הכלי פוגש את המתכת.
כיצד נערכו הניסויים
לצורך המחקר הפעל המחברים הפניות של גלילי AA7075 קטנים על מפנה קונבנציונלי באמצעות פתק חיתוך קשה מטונגסטן קרביד. הם הכינו שבע קומבינציות שונות של מהירות חיתוך, קצב הגשה ועומק חיתוך, ושינתו את אותן קומבינציות פעמיים: פעם באוויר יבש ופעם עם קירור בחנקן נוזלי. מצלמת תרמי עקבה אחרי אזור החיתוך ממרחק קבוע כדי לתעד את הטמפרטורה המקסימלית בכל מעבר. לאחר כל חיתוך מדד מכשיר ידני את חספוס המשטח בשלוש נקודות ודיווח על ערך חספוס ממוצע. אוסף מדידות זה איפשר להשוות בצורה מבוקרת כיצד כל פרמטר וכל שיטת קירור השפיעו הן על החום באזור החיתוך והן על מרקם המשטח הסופי.
מה קורה לחום ולחלקות המשטח
התוצאות הראו ניגוד ברור בין חיתוך יבש לקריוגני. בתנאים יבשים, העלאת מהירות החיתוך ובייחוד עומק החיתוך הובילו לעלייה חדה בטמפרטורות, שלעיתים עלו מעל 130 °C. גם קצב ההגשה ועומק החיתוך נטו להגביר את חספוס המשטח, כלומר החלקים הסופיים הראו פסגות ועמקים מיקרוסקופיים בולטים יותר. לעומת זאת, כאשר ריססו חנקן נוזלי על אזור המגע בין הכלי לח workpiece, טמפרטורת אזור החיתוך ירדה באופן דרמטי, לעיתים ביותר מ-50 °C, ונשארה כמעט קבועה גם כאשר שונו מהירות, קצב ההגשה או עומק החיתוך. קירור זה גם שיפר את איכות המשטח במקרים רבים, במיוחד במהירויות מתונות וקצבי הגשה נמוכים, שבהם ערכי החספוס היו נמוכים במידה ניכרת לעומת חיתוך יבש.
וויתורים עדינים בקור קיצוני
המחקר חשף גם התנהגות מורכבת יותר בתצורות מסוימות. במהירויות חיתוך נמוכות תחת קירור קריוגני, המשטח לעיתים נהיה מחוספס יותר מאשר בחיתוך יבש. המחברים מציעים כי קיפאון מקומי עצום עלול להפריע לאופן שבו שבבי המתכת נשברים, מה שהופך אותם לא-סדירים ויותר נוטים לסמן את המשטח. בדומה לכך, בקצבי הגשה גבוהים ועומקים גדולים יותר, שילוב של חיתוך כבד וקירור חזק הגדיל את החספוס במצב הקריוגני, כנראה מפני ששבבים עבים יותר, כוחות חזקים יותר וחומר קר ושביר יותר הובילו לזרימת שבב בלתי יציבה. ממצאים אלה מראים שלמרות שהקירור רב-עוצמה, הוא לא מבטיח באופן אוטומטי משטח חלק בכל הגדרה; יש עדיין לבחור את פרמטרי החיתוך בקפידה.
מה משמעות הדבר עבור חלקים בשימוש אמיתי
ליצרנים המחקר מציע ששימוש בחנקן נוזלי בהפנית AA7075 יכול להפחית מאוד את טמפרטורות החיתוך, להגביל נזק נסתר בשכבת המשטח ולשפר את החלקות — גורמים שיכולים יחד להאריך את חיי העייפות ואת אמינותם של רכיבים קריטיים. לחנקן נוזלי יש גם יתרונות מעשיים: הוא מתאדה לגז חנקן בלתי מזיק, אינו משאיר שאריות וממנע את בעיות הטיפול בפסולת הקשורות לקירור נוזלי מסורתי. עם זאת, העבודה גם מדגישה כי חיתוך קריוגני אינו פתרון אוניברסלי; השיפורים הטובים ביותר גם בטמפרטורת הבקרה וגם באיכות המשטח מושגים כאשר הקירור משולב עם בחירה מושכלת של מהירויות, קצבי הגשה ועומקי חיתוך. במילים פשוטות, המאמר מראה ששימוש חכם בקור קיצוני יכול להאריך את חיי וחיזוקם של חלקי אלומיניום חזקים ולקדם בטיחותם בפעולה.
ציטוט: Ranjbar, S., Foorginejad, A., Emam, S.M. et al. Effects of cryogenic cooling on cutting temperature and surface roughness in turning of AA7075 aluminum alloy. Sci Rep 16, 7914 (2026). https://doi.org/10.1038/s41598-026-39003-7
מילות מפתח: מכונות קריוגניות, קירור בגז חנקן נוזלי, חספוס פני השטח, סגסוגת אלומיניום AA7075, תהליך הפנית