Clear Sky Science · he
הערכה משולבת של בלאי כלי חיתוך, מורפולוגיית שבבים, שלמות פני השטח וצריכת אנרגיה בכרסום בר־קיימא של Inconel 718
מדוע הקירור חשוב כאשר חותכים מתכות קשות
מנועי סילון ועד תחנות כוח — חלקים קריטיים רבים מייצרים מתכת קשיחה במיוחד בשם Inconel 718. החוזק שלה בטמפרטורות גבוהות מאוד הופך אותה למתאימה לסביבות קשות, אך גם מקשה מאוד ומייקר את העיבוד. המחקר הועמד סביב שאלה פרקטית לתעשייה ולסביבה: האם אפשר לחתוך את המתכת הקשה הזו באופן שיצרוך פחות אנרגיה, יהרוס פחות כלים ועדיין ישאיר פני שטח חלקים ואמינים — ובו בזמן להפחית את כמות נוזלי החיתוך שיכולים להזיק לעובדים ולכדור הארץ?

מתכת עקשנית המשמשת במקומות קיצוניים
Inconel 718 היא סופרסגסוגת מבוססת ניקל ששומרת על חוזקה מטמפרטורות קפואות מאוד ועד כמעט 1000 °C. זה הופך אותה למושלמת למנועי תעופה, צנרות בלחץ גבוה וליישומי הגנה, שבהם כשל אינו אפשרי. אך היתרונות הללו יוצרים בעיות במפעל: בעת עיבוד ניצבת להב החיתוך בפני כוחות וחום עצומים שיכולים לעבור 1100 °C. המתכת מוליכה חום באופן לקוי ונוטה להצמד לכלי, ולכן הכלים נשחקים במהירות, פני השטח מתגבששים והעלויות עולות. במקביל, נוזלי קירור מסורתיים המשמשים לשליטה בחום עלולים ליצור חששות בריאותיים וסביבתיים כאשר משתמשים בהם בכמויות גדולות.
ארבע דרכים לקירור ושימון אזור החיתוך
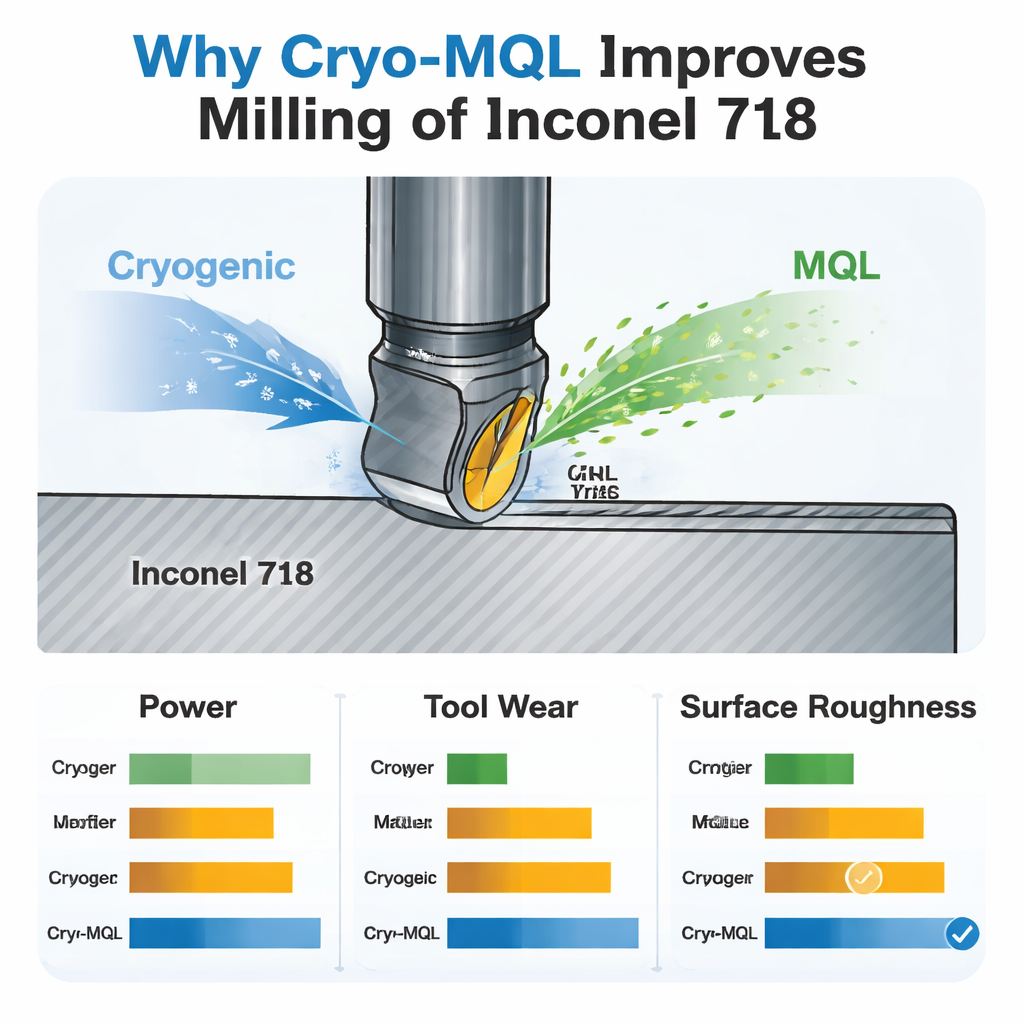
החוקרים השוו ארבע שיטות שונות לקירור ושימון אזור החיתוך בזמן כרסום Inconel 718 על מכונת CNC. בחיתוך יבש לא משתמשים בנוזל כלל. שימון בכמות מזערית (MQL) מרסס רק ערפול שמן דק, תוך שימוש בכמות נוזל נמוכה בהרבה מאשר שטיפה רגילה. קירור קראיוגני מספק גז או נוזל קר מאוד, כמו חנקן נוזלי, כדי לקרר את אזור החיתוך. לבסוף, גישה היברידית הנקראת Cryo-MQL משלבת גם את הזרם הקר וגם את ערפול השמן. בכל ארבע השיטות ערכו ניסויים בשלוש מהירויות חיתוך תוך שמירה על קצב הזנת חומר ועומק חיתוך קבועים. הם מדדו את צריכת ההספק החשמלי של המכונה, קצב בלאי הכלים, חלקות פני השטח הסופיים ואיך צורת השבבים המתעגלים השתנתה.
צריכת אנרגיה, חלקות פני השטח וחיי הכלי
התוצאות מראות כי בחירת שיטת הקירור משפיעה במידה רבה על התנהגות העיבוד. חיתוך יבש צרך תמיד את ההספק הרב ביותר וגרם לבלאי כלי החמור ביותר, כולל שבירה בקצוות החתך ונזקים עמוקים בפאות הכלי. MQL הוריד את החיכוך ועזר לכלים להחזיק מעמד זמן רב יותר מאשר בחיתוך יבש, אך יכולת הקירור המוגבלת שלו הפכה לחסרון במהירויות גבוהות. קירור קראיוגני טהור סיפק הגנה טובה על חלקות פני השטח במהירויות נמוכות והפחית טמפרטורות הכלי במהירויות גבוהות, אך גם יכול לגרום לזעזועי טמפרטורה פתאומיים שהשאירו גומות קטנות בכלי. הגישה ההיברידית Cryo-MQL הציעה באופן עקבי את האיזון הטוב ביותר: במהירויות נמוכות היא הקטינה את צריכת ההספק בכ־10% בהשוואה לחיתוך יבש, ובכל המהירויות שמרה על רמות בלאי כלי הנמוכות ביותר על ידי קירור הכלי ומתן שכבת שימון יציבה בין הכלי לשבב.
מה השבבים הקטנים של המתכת חושפים
המחקר בחן גם את צורת השבבים והתפוררותם, שהן כמו טביעות אצבע למה שמתרחש באזור החיתוך. ככל שמהירות החיתוך עלתה, השבבים נטו ליצור דפוסי מסור — סימן לכך שהחומר מעוות בפיצוצים לאורך אזורים צרים של גזירה וחום עצימים. בתנאי חיתוך יבשים וב־MQL פשוטים, שבבים אלה לעתים הפכו משוננים ומחוספסים במיוחד, מה שמעיד על חיתוך לא יציב ועומסים תרמיים גבוהים. הקירור הקראיוגני הפך את שיני המסור לחדות יותר כשהמתכת נהיית שבירה יותר בקור. תחת Cryo-MQL, לעומת זאת, השבבים הפכו בדרך כלל ליותר סדירים וקלים לשליטה, מה שמצביע על מאזן יציב יותר בין טמפרטורה, חיכוך ורכות החומר. התנהגות השבבים הזאת חזרה על מדידות בלאי הכלים וצריכת ההספק, וחיזקה את המסקנה שהשיטה ההיברידית מרגיעה את תהליך החיתוך.
מה משמעות הממצאים לעיבוד נקי וזול יותר
לעבוריות העובדות עם עיבוד Inconel 718, הממצאים מציעים דרך פרקטית קדימה. הרצת כלים בתנאי Cryo-MQL היברידיים יכולה להקטין את הביקוש לאנרגיה, להאריך את חיי הכלים ולשמור על איכות פני שטח טובה — וכל זאת תוך שימוש בכמות קטנה של שמן. משמעות הדבר היא פחות החלפות כלים, פחות פסולת ותלות מופחתת בכמויות גדולות של נוזלי חיתוך קונבנציונליים. בפשטות, שילוב של קירור קיצוני יחד עם ערפול שמן דק מאפשר ליצרנים לחתוך את המתכת העקשנית הזו בעדינות וביעילות רבה יותר, ובכך לתמוך גם בחיסכון בעלויות וגם בייצור נקי ובר־קיימא.
ציטוט: Yurtkuran, H. Integrated assessment of tool wear, chip morphology, surface ıntegrity and energy consumption in sustainable milling of Inconel 718. Sci Rep 16, 6967 (2026). https://doi.org/10.1038/s41598-026-37624-6
מילות מפתח: עיבוד Inconel 718, קירור קראהוגני, שימון בכמות מזערית, בלאי כלי חיתוך, ייצור בר־קיימא