Clear Sky Science · he
אופטימיזציה של פרמטרים בריתוך חיכוך לערבוב עבור סגסוגות אלומיניום לא דומות AA2014 ו‑AA5052
מתכות קלות‑משקל חזקות יותר למכוניות ומטוסים
ממכוניות חשמליות ועד מטוסים וספינות, היצרנים מחפשים חלקי מתכת שהם גם קלים וגם חזקים. אלומיניום מתאים לצורך זה היטב, אך חיבור של דרגות אלומיניום שונות מבלי להחליש אותן הוא משימה מפתיעה וקשה. מחקר זה מראה כיצד מהנדסים יכולים לכוונן בתשומת לב תהליך במצב מוצק הנקרא ריתוך חיכוך, כך ששתי סגסוגות אלומיניום שונות מאוד, AA2014 ו‑AA5052, ייצרו חיבור חזק ואמין המתאים למבנים דרישתיים.
איך כלי מסתובב מחבר מתכת בלי להמיס אותה
ריתוך חיכוך פועל יותר בדומה ללישה מאשר להמסה ומיזוג מסורתיים. כלי קשה ומסתובב נלחץ לתפר שבין שתי פלטות מתכת ונע לאורך החיבור. החיכוך מרכך, אך לא ממיס, את המתכת כדי שאפשר יהיה לערבב ולחשל אותה יחד לבונד מוצק. זה נמנע מהרבה מהבעיות של ריתוך רגיל, כמו נקבוביות, סדקים ועיוותים. במחקר זה התמקדותם בארבע הגדרות מפתח: מהירות הסיבוב של הכלי, צורת העקץ שלו (משולש, עיגול או ריבוע), העומס הצירי (כמה בחוזקה לוחצים כלפי מטה) ומהירות התקדמות לאורך התפר. הם רצו לבדוק כיצד כפתורים אלה משפיעים על העמידות הסופית, יכולת ההתארכות והקושי של התפר בין סגסוגת חזקה שניתנת לטיפול חום (AA2014) וסגסוגת עמידה יותר בפני קורוזיה (AA5052).
שימוש בסטטיסטיקה חכמה למציאת ההגדרות הטובות ביותר
בדיקת כל שילוב אפשרי של הגדרות ריתוך תהיה איטית ויקרה. במקום זאת, הצוות השתמש באסטרטגיה סטטיסטית שנקראת שיטת משטח תגובה בשילוב עיצוב Box–Behnken. זו הנחתה אותם ל‑29 ניסויים שנבחרו בקפידה שמיפו ביעילות כיצד ארבעת הגורמים בתהליך משפיעים על ארבעה תוצאות חשובות: חוזק מתיחה סופי (כמה עומס החיבור יכול לספוג לפני קריעה), חוזק התפשטות (מתי מתחילה עיוות פלסטי קבוע), התארכות (כמה הוא יכול להתארך) ומיקרו‑קושי (עמידות בפני חמור). לאחר מכן השתמשו בפונקציית "משאלות" כדי לחפש סט פרמטרים פשרה שנשמר חוזק וקושי גבוהים מבלי לוותר יותר מדי על כישוריות דוקטילית.
איך נראה התפר המותאם מבפנים
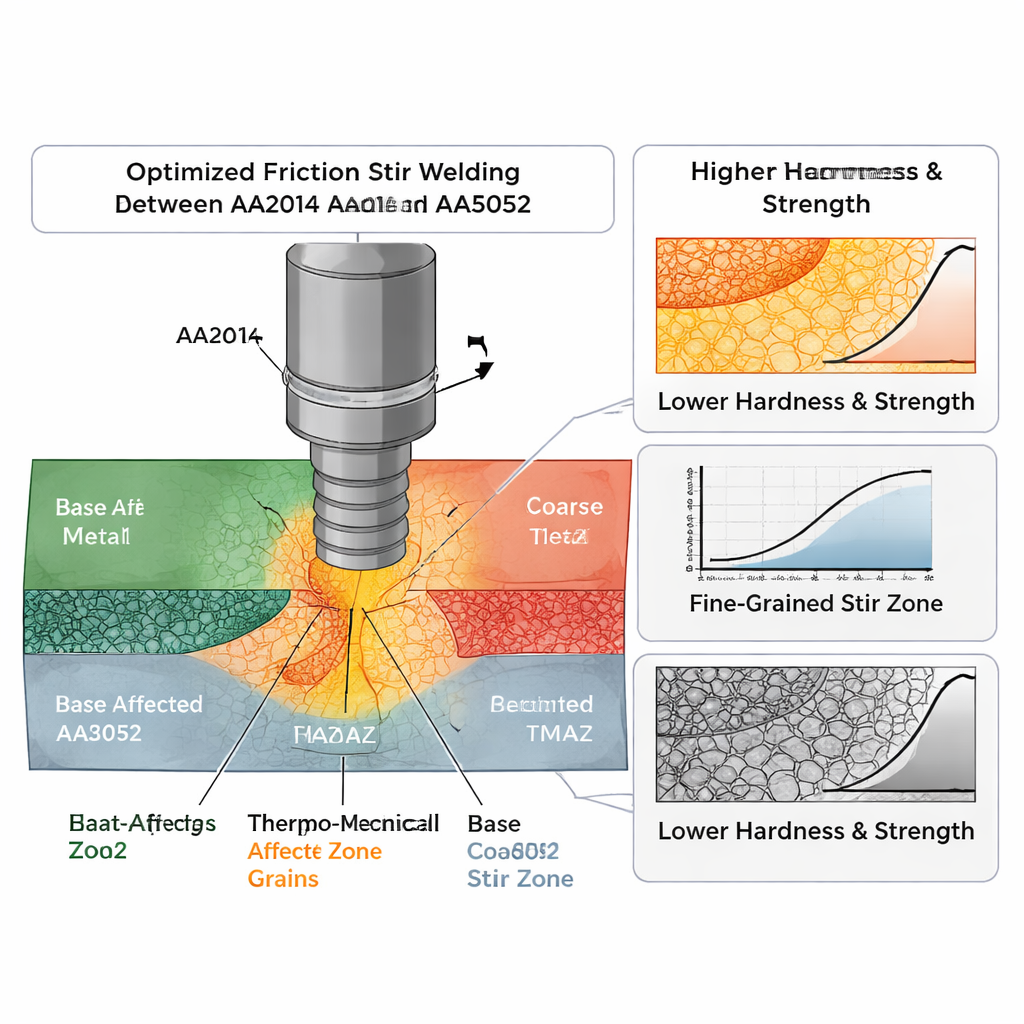
הפשרת הפשרה הטובה שמצאו השתמשה במהירות סיבוב מתונה‑גבוהה של הכלי (כ‑1880 סיבובים לדקה), עקץ בצורת ריבוע, עומס צירי יחסית גבוה של 10 קנ"י ומהירות ריתוך בינוני‑גבוהה של כ‑17.6 מ"מ לדקה. בתנאים אלה, החיבור השיג כ‑258 מגה־פסקל בחוזק מתיחה וכ‑197 מגה־פסקל בחוזק התפשטות, עם קושי מעט מעל 100 בסולם ויקרס והתארכות של כ‑4.4%. מחקרים מיקרוסקופיים קפדניים חשפו מדוע: באזור המרכזי — "אזור הלישה" — גרגירי האלומיניום דקים מאוד וכמעט איזוטרופיים, וחלקיקים מחזקים זעירים מפוזרים באופן אחיד. מבנה דק ואחיד זה הוא סימן מובהק לשחזור דינמי מלא — המתכת עוצבה מחדש ברמה המיקרוסקופית במהלך הלישה.
מה קורה כשמכיילים לא נכון
כדי להראות את החיסרון של הגדרות גרועות, החוקרים השוו תפר לא מותאם שנעשה במהירות כלי נמוכה יותר עם עקץ מעגלי ולחץ צירי נמוך יותר. אותו חיבור הראה גרגירים גסים יותר, צברי חלקיקים קשים ואפילו חללים דמויי‑מנהרות שבהם החומר נכשל למלא אחר הכלי. לא מפתיע שהחוזק והקושי שלו היו נמוכים יותר, ושטחי השבר מניסויי המתיחה הציגו דימפלים גדולים ואינו־אחידים וסימני כשל מוקדם. לעומת זאת, החיבור המותאם נשבר עם הרבה דימפלים קטנים ואחידים — עדות לכשל דוקילי יותר וסופג אנרגיה, המקושר ישירות למיקרו‑מבנה המעודן, חסר הפגמים ותצורת הקושי הנוחה יותר לאורך התפר.
למה זה חשוב עבור מבנים במציאות
לעיצובי מכוניות, כלי‑טיס וספינות, המסר ברור: ריתוך חיכוך יכול לחבר באופן אמין סגסוגות אלומיניום לא דומות, אך רק אם הכוונון של התהליך נעשה בקפידה. על ידי שילוב ניסויים מתוכננים עם מודלים סטטיסטיים, מחקר זה מזהה מתכון ספציפי של מהירות כלי, צורה, לחץ ומהירות תנועה שמניב חיבור חזק, קשה ועדיין סביר מבחינת דוקטיליות בין AA2014 ל‑AA5052. התפר המותאם נמנע מפגמים פנימיים ומשיג מערך מאוזן של תכונות ללא טיפול חום לאחר ריתוך, ומציע נתיב מעשי למבנים קלים יותר ויעילים יותר שעושים שימוש טוב יותר בעיצובים מעורבים‑סגסוגת.
ציטוט: Soundararjan, S., Jeevakarunya, C., Raj Kumar, P. et al. Friction stir welding parameter optimization for dissimilar AA2014 and AA5052 aluminium alloys. Sci Rep 16, 7138 (2026). https://doi.org/10.1038/s41598-026-37562-3
מילות מפתח: ריתוך חיכוך, סגסוגות אלומיניום, אופטימיזציה של ריתוך, מבנים קלים משקל, מיקרו‑מבנה