Clear Sky Science · he
ניתוח השוואתי של אלקטרודות נחושת וגרפיט בעיבוד EDM של קומפוזיטים מטריצת מתכת Al–SiC
מדוע זה חשוב למכונות היי-טק
מתורבות טורבינות רוח ועד חלליות, חלקים מתכתיים קלים שצריכים לעמוד בחום ומתח קיצוניים חיוניים במכונות מודרניות רבות. קומפוזיטים מטריצת מתכת אלומיניום–קרביד הסיליקון (Al–SiC) עונים על דרישות אלה, אך הם מוכרים כקשים לעיבוד בעזרת כלים חיתוך מסורתיים. המאמר בוחן כיצד תהליך מתקדם מבוסס ניצוצות, עיבוד בפירוק חשמלי (EDM), יכול לעצב את הקומפוזיטים הקשים האלה בצורה יעילה יותר, ושואל שאלה מעשית: האם נחושת או גרפיט הם חומרי הכלי העדיפים למשימה?
עיצוב מתכות בעזרת ניצוצות במקום להבות
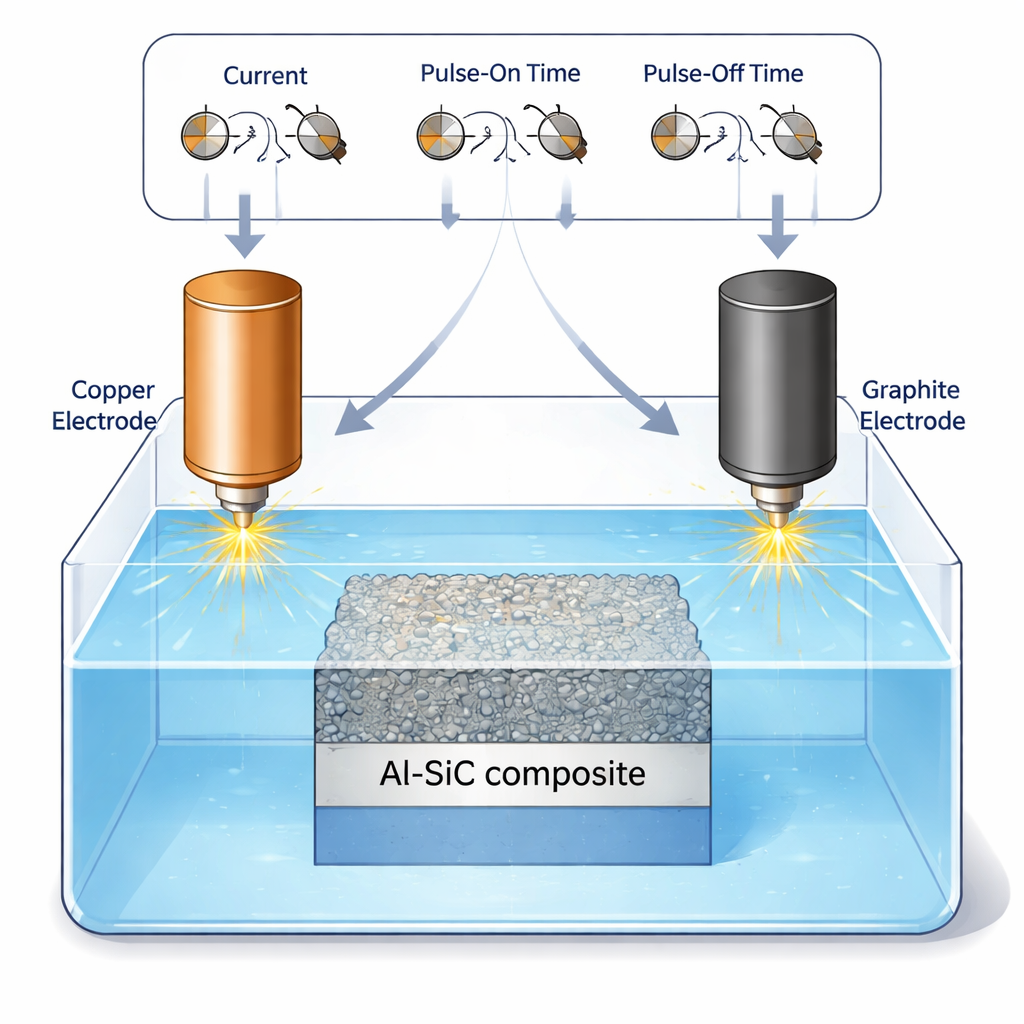
EDM פועל שונה מאוד מהחרטה או מקדיחה. במכונת EDM מסוג die-sink, אלקטרודת כלי מוצקה וצחיח העבודה מוטבעים בשיכבה של נוזל מבודד, בדרך כלל קירוסין. כאשר מוחלת מתח מבוקר והרווח בין הכלי לדוגמת העבודה קטן מאוד, סדרה של ניצוצות חשמליים זעירים מדלגים על פני המרווח. כל ניצוץ מחמם מקומית את המתכת לאלפי מעלות צלזיוס, ממיס ומאדים חלקיקי חומר זעירים. על ידי סריקה ופולסים של ניצוצות אלה, יצרנים יכולים לחצוב חללים מדויקים בחומרים שהיו שוחקים במהירות כלים קונבנציונליים.
מדוע קומפוזיטים Al–SiC מועילים ובעייתיים גם יחד
קומפוזיטים Al–SiC משלבים סגסוגת אלומיניום מוכרת עם חלקיקי קרמיקה קשים של קרביד הסיליקון. האלומיניום שומר על החומר קל, עמיד בפני קורוזיה וקל יחסית לשילוח, בעוד שהחלקיקים הקרמיים מגדילים את הקשיות, עמידות השחיקה והחוזק. תכונות אלה הופכות את Al–SiC לאטרקטיבי לחלקים נעים במערכות מהירות כמו רכיבי תעופה, רכבים בעלי ביצועים גבוהים וכלי טיס בלתי מאוישים. החיסרון הוא שהחלקיקים השוחקים שמחזקים את הקומפוזיט גם שוחקים את כלים החיתוך, מה שמגדיל עלויות ומגביל את הצורות שניתן לייצר. EDM עוקף בעיה זו כי הניצוצות מסירים חומר בלי שהכלי משפשף פיזית את המשטח.
בדיקת כלים מנחושת וגרפיט
החוקרים השוו שני חומרים נפוצים לאלקטרודות EDM: נחושת מוליכה מאוד וגרפיט עמיד בחום. באמצעות מערך ניסויים מתוכנן סטטיסטית (תכנון Box–Behnken), וריאו שלושה פרמטרי מכונה עיקריים—זרם חשמלי, משך כל פולס ניצוץ (pulse-on), וההפסקה בין פולסים (pulse-off). עבור כל קומבינציה מדדו את קצב הסרת החומר מדוגמת Al–SiC (material removal rate, MRR) ואת קצב בלאי הכלי עצמו (tool wear rate, TWR). לאחר מכן השתמשו בשיטות סטטיסטיות סטנדרטיות להבחין במגמות אמיתיות מול רעש אקראי ולבנות משוואות מתמטיות המקשרות בין ההגדרות לתוצאות העיבוד.
מה שהניצוצות גילו על הביצועים
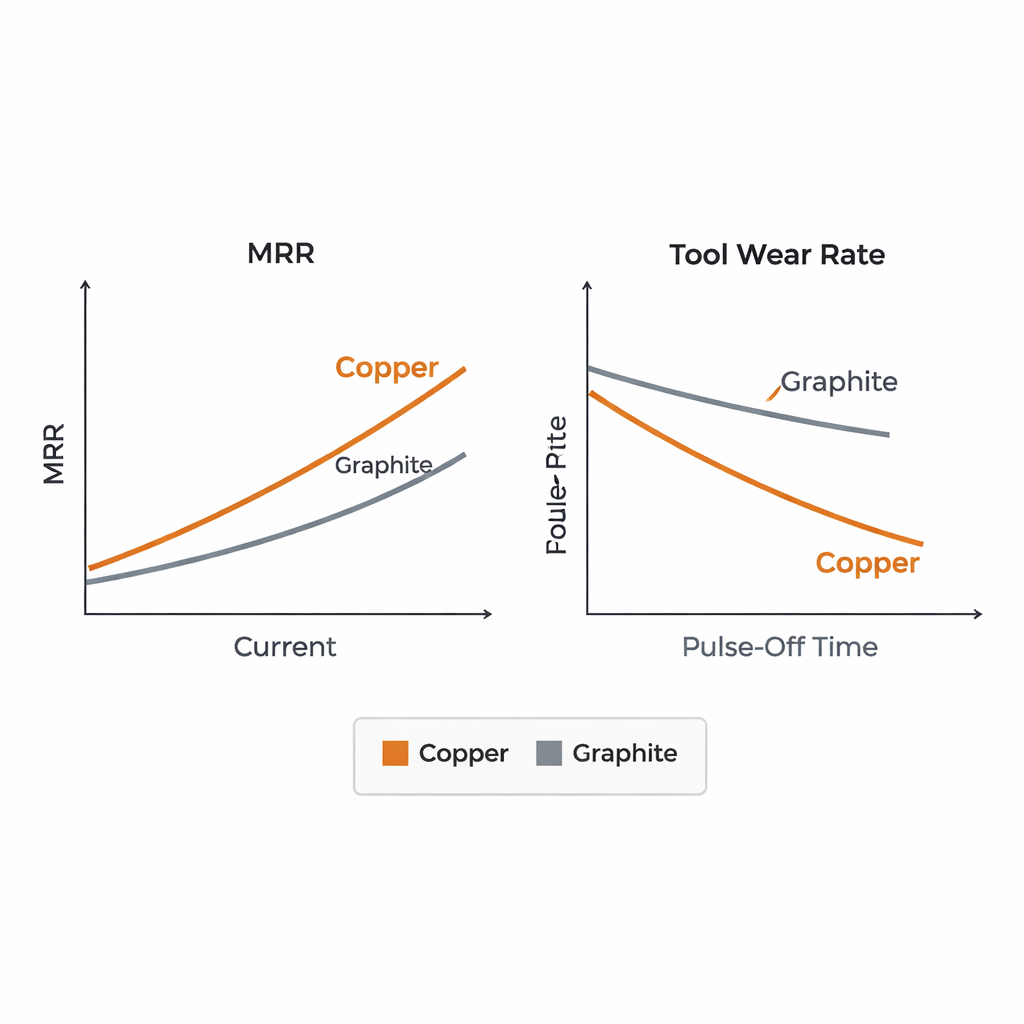
בשני חומרי הכלי, זרם גבוה יותר ומשכי pulse-on ארוכים יותר יצרו ניצוצות אנרגטיים יותר, שהגבירו את קצב העיבוד של הקומפוזיט—אך גם נטו להגדיל את בלאי הכלי. משכי pulse-off ארוכים יותר, מנגד, פעלו כמו הפסקות בין ניצוצות: הפסקות אלה איפשרו לכלי להתקרר ולפסולת המותכת לשטוף החוצה, מה שהקטין בעקביות את בלאי הכלי הן בנחושת והן בגרפיט. כאשר השוו ישירות בין שתי האלקטרודות, נחושת הראתה ביצועים עדיפים: היא סיפקה עד כ-18% יותר הסרת חומר תוך כדי סבל כ-25% פחות בלאי. תמונות מיקרוסקופיות תומכות במספרים אלה, והראו משטחים חלקים ופחות פגומים על אלקטרודות נחושת מאשר על גרפיט לאחר העיבוד.
מדוע נחושת מובילה
ההתנהגות העליונה של הנחושת נובעת בעיקר מיכולתה המעולה להוליך חום וחשמל. נחושת מפזרת במהירות את החום העז מכל ניצוץ, מקטינה נזק מקומי ומייצבת את היווצרות הניצוצים. גרפיט יכול לעמוד בטמפרטורות גבוהות, אך אינו מעביר חום ביעילות דומה, ולכן חווה יותר שריפה והתפרקות מקומית. עבור קומפוזיט רגיש לחום כמו Al–SiC, ההבדל הזה משמעותי: נחושת מאפשרת עיבוד מהיר ויציב יותר עם פחות נזק משני גם לכלי וגם לדוגמה. המחקר גם מצביע על מתכון מעשי לפרודוקטיביות גבוהה: לאלקטרודות נחושת, זרם של 9 A עם משכי pulse-on ו-pulse-off מתונים הניב את שיעור הסרת החומר הגבוה ביותר.
מה משמעות הדבר לייצור בעולם האמיתי
מהנדסים ויצרנים יקבלו מסר ברור. כאשר משתמשים ב-EDM לעיצוב קומפוזיטים מטריצת מתכת Al–SiC, אלקטרודות נחושת הן בדרך כלל הבחירה הטובה יותר, ומציעות חיתוך מהיר יותר ומשך חיים ארוך יותר מאשר גרפיט. באמצעות כוונון מדויק של הזרם ותזמוני הפולסים—ושמירה על הפסקות מספקות בין ניצוצות כדי למנוע הצטברות חום—מוסכים יכולים לעבד חלקי קומפוזיט מורכבים ביעילות רבה יותר ובפחות בזבוז. הנחיה זו מסייעת לגשר בין מחקרים מעבדתיים לפרקטיקה במפעל ותומכת בשימוש נרחב יותר בחומרים קלי משקל מתקדמים בטכנולוגיות תובעניות.
ציטוט: Shahapur, B., Barik, D., Majumder, H. et al. Comparative analysis of copper and graphite electrodes in EDM of Al–SiC metal matrix composites. Sci Rep 16, 6729 (2026). https://doi.org/10.1038/s41598-026-37162-1
מילות מפתח: מכונת התפרקות חשמלית (EDM), קומפוזיט אלומיניום-קרביד הסיליקון, אלקטרודה מנחושת, אלקטרודה מגרפיט, בלאי כלי