Clear Sky Science · he
אופטימיזציה של פרמטרי תהליך לחלקי קרמיקה מאלומינה המיוצרים בהדפסת תלת‑ממד בהדפסה בתצהיר מותך
מדוע חשובים חלקים מודפסים בתלת‑ממד חזקים יותר
כשהדפסת תלת‑ממד עוברת ממכשירים חובבניים לרכיבים תעשייתיים ממשיים, יצרנים רוצים חלקים שלא רק נוחים לעיצוב אלא גם חזקים, עמידים בחום ובעלי אורך חיים ארוך. קרמיקה, כגון אלומינה, כבר מהווה חומר עבודה במנועים, באלקטרוניקה ובכלים רפואיים, אך היא קשה לעיבוד במכונות. המחקר בוחן כיצד להדפיס באופן אמין חלקי אלומינה באמצעות מדפסת שולחנית נפוצה, ומשמעותו הצגת מתכון שלב‑אחר‑שלב שאחרים יוכלו לחקות ולהשוות לו — בדומה לשיטת אפייה סטנדרטית עבור רכיבים תובעניים מאוד.
להפוך מדפסת פלסטיק לכלי קרמי
החוקרים עובדים עם fused deposition modelling (FDM), אותה טכנולוגיה בסיסית שבה משתמשות מדפסות צרכניות רבות שממיסות סיב פילמנט פלסטי ומניחותו בשכבות דקות. במקום פלסטיק טהור הם מזינים למדפסת פילמנט מרוכב המשלב אבקת אלומינה עם מחבר פולימרי שניתן להסיר. אחרי ההדפסה יש לשטוף ולשרוף את הפלסטיק, כדי להשאיר חתיכה קרמית דחוסה. מכיוון ששינויים זעירים בטמפרטורה, במהירות או בעובי השכבה עלולים לגרום לעיוות, סדקים או אובדן פרטים, המטרה העיקרית של הצוות היא לבנות פרוצדורה מסודרת שמוצאת הגדרות אמינות לחומר הבעייתי הזה ומתעדת כיצד החלקים מתנהגים.
מתכון בעל שני שלבים להדפסות טובות יותר
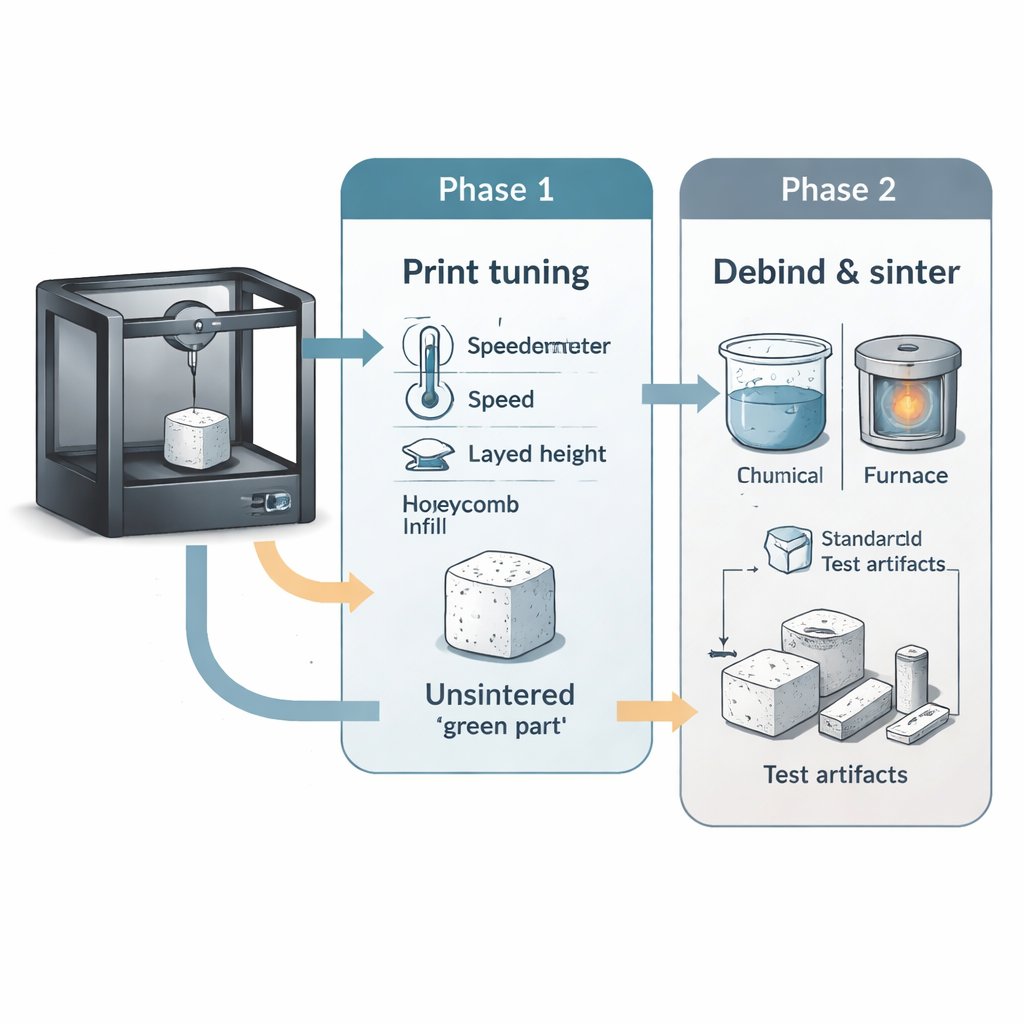
האופטימיזציה מתחלקת לשני שלבים. בשלב הראשון הצוות מתמקד אך ורק בצעד ההדפסה, בעבודה עם חלקים "ירוקים" שאינם עברו עדיין טיפול כימי או תרמי. הם מדפיסים צורות מבחן פשוטות ומכווננים טמפרטורת נחיר, טמפרטורת משטח ההדפסה, מהירות ההדפסה, גובה שכבה, עובי קיר ותבנית מילוי במספר איטרציות. האטת מהירות ההדפסה להפליא מתחת למה שמשתמשים בו לפלסטיקים נפוצים ובחירה בגובה שכבה מתון (0.15 מ"מ) מייצגים גורם מכריע לקירות אחידים ולבסיסים שטוחים. הם גם מכווננים במדויק את המרחק של הנחיר מעל משטח הבנייה כדי להימנע מפערים או שכבות מפוצצות במשטח התחתון.
כוונון החלקים לשינויים בנפח ולחום
בשלב השני החלקים המודפסים עוברים את מסלול הקרמיקה המלא: תחילה אמבט כימי באצטון כדי לפרק חלק מהמחבר, ואז טיפול חום ממושך ומבוקר בקפידה בתנור להסרת השארית ולסינטר של האלומינה בטמפרטורה של כ‑1550 °C. שלבים אלה גורמים לחלקים להתכווץ בכ‑חמישית בממוצע בכל כיוון ועלולים ליצר עיוותים או סדקים. כדי להתמודד עם זאת הצוות משנה בצורה שיטתית גורמי קנה‑מידה בעיצוב, מספר שכבות תחתונות ועליונות מלאות, מספר קווי הקיר וצפיפות ותבנית המילוי הפנימי. מכאן הם מסיקים ערכי קנה‑מידה והגדרות מבניות שמפיקות חלקים עבים וחזקים מספיק כדי לשרוד עיבוד לאחר ההדפסה מבלי לקרוס, אך לא כל כך צפופים שממיסים או גזים ייתפסו בתוכם.
מבחן התהליך
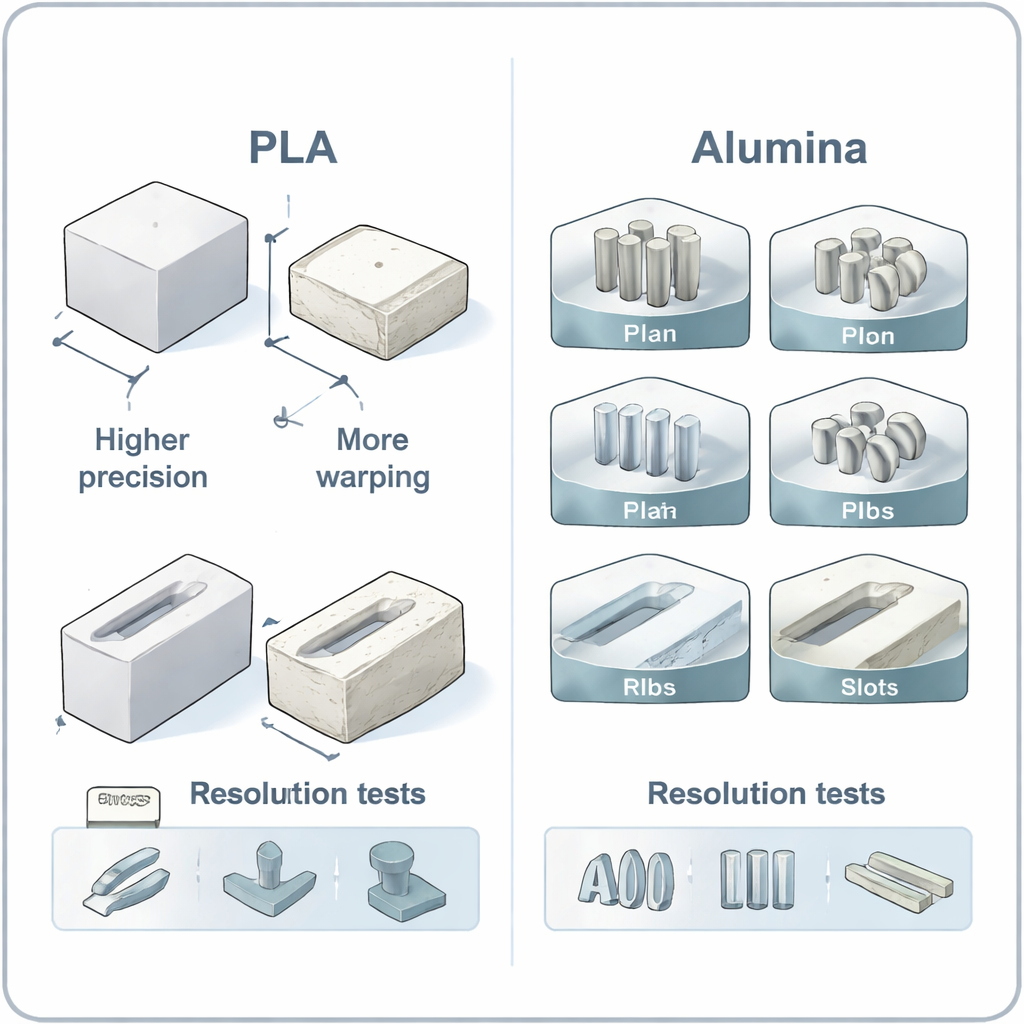
כדי להעריך עד כמה ההגדרות המותאמות עובדות, המחברים מדפיסים "יצירי מבחן" סטנדרטיים המוגדרים בתקינה בינלאומית של ISO. צורות אלה בודקות שלוש תכונות מעשיות: דיוק מימדי כללי, התכונות הקטנות ביותר שהמדפסת עדיין יכולה ליצור (רזולוציה) וגימור פני השטח, כולל על משקעים מדרוניים. הם יוצרים מערכי הדפסה מלאים גם מאלומינה וגם מפלסטיק מוכר, PLA, תוך שימוש בהגדרות הטובות ביותר הידועות לכל חומר. מדידות מדוקדקות מראות שחלקי אלומינה בדרך כלל מתכווצים ומתהפכים יותר, במיוחד אחרי שלב התנור בטמפרטורות גבוהות, מה שפוגע בדיוק לאורך שלושת הצירים. מסילות דקות ונקבים זעירים שניתנים להדפסה ב‑PLA עשויים לעוות, להיעלם במהלך שטיפת הממס והחימום או להילחם ולהיסגר באלומינה.
מה המשמעות לשימוש אמיתי
למשתמש שאינו מומחה, המסקנה המרכזית היא שאפשר, בפועל, לייצר חלקי קרמיקה פונקציונליים מאלומינה במדפסת תלת‑ממד בסגנון FDM, אך הם עדיין לא יתאימו בדיוק ובחלקות פני השטח להדפסות פלסטיק איכותיות. העבודה מספקת מסלול ברור ושחזורי לכיול טמפרטורות, מהירויות, הגדרות קיר ומילוי ותיקוני קנה‑מידה, ומראה היכן עומדות מגבלות היום: עיוות בחימום, אובדן פרטים זעירים ופני שטח מחוספסים בהתארכויות חדות. על ידי פורמליזציה של זרימת העבודה האופטימיזציה והצבעה על נקודות התורפה שנותרו בשלבי הפירוק והסינטר, המחקר נותן לתעשייה ולחוקרים נקודת פתיחה מוחשית להפיכת מדפסות זולות לכלים חזקים יותר לייצור קרמיקה.
ציטוט: Meana, V., Meana, L., Cuesta, E. et al. Process parameter optimization for alumina ceramic parts manufactured by fused deposition modelling. Sci Rep 16, 6072 (2026). https://doi.org/10.1038/s41598-026-36153-6
מילות מפתח: הדפסת תלת‑ממד קרמית, fused deposition modeling, אלומינה, אופטימיזציה של תהליך, ייצור בתוספת