Clear Sky Science · fr
Soudage par faisceau laser à diode haute puissance de l’alliage d’aluminium AA8011 pour des performances mécaniques améliorées dans les structures légères
Assemblages plus solides pour des produits plus légers
Des panneaux de carrosserie aux emballages alimentaires, les feuilles d’aluminium fines contribuent à alléger les produits, à améliorer l’efficacité énergétique et à faciliter le recyclage. Mais assembler ces feuilles de manière fiable est étonnamment difficile : les procédés de soudage traditionnels peuvent déformer le métal, l’affaiblir ou introduire de nombreux défauts. Cette étude examine une approche plus récente — le soudage par faisceau laser à diode haute puissance — pour déterminer si elle peut produire des joints plus propres et plus résistants dans un alliage d’aluminium largement utilisé, l’AA8011, et comment régler le procédé pour obtenir les meilleures performances.
Pourquoi le soudage de l’aluminium est si délicat
L’aluminium AA8011 est prisé parce qu’il est léger, résistant à la corrosion et facile à former en feuilles et en feuilles d’emballage. Cependant, ces mêmes feuilles sont difficiles à souder. L’aluminium conduit très rapidement la chaleur, forme une pellicule d’oxyde tenace à sa surface et a tendance à développer porosités, déformations et fissures lorsqu’il est exposé à des températures élevées. Des méthodes courantes comme le TIG et le MIG surchauffent souvent le métal, tandis que des procédés plus avancés à l’état solide exigent des outillages complexes et ne conviennent pas toujours aux lignes de production automatisées. Les fabricants ont donc besoin d’une méthode d’assemblage capable d’opérer rapidement sur des feuilles fines, avec un apport thermique et des défauts minimaux.
Un laser focalisé comme source de chaleur précise
Les chercheurs ont testé le soudage par faisceau laser à diode haute puissance (HPDLBW) sur des feuilles AA8011 d’épaisseur 2 mm. Dans ce dispositif, un point laser concentré se déplace le long du joint, faisant fondre une trace étroite de métal qui se solidifie en cordon de soudure. En ajustant seulement quelques paramètres clés — puissance du laser, vitesse de soudage et diamètre du faisceau — ils ont pu influencer fortement la profondeur de pénétration et la qualité du joint. Pour explorer cela efficacement, ils ont utilisé un plan Taguchi L9, une méthode structurée permettant de couvrir de nombreuses combinaisons avec seulement neuf essais soigneusement choisis. Pour chaque soudure, ils ont mesuré la dureté, la résistance à la traction et la ténacité aux chocs, et examiné la structure de grains au microscope ainsi que les défauts tels que les pores ou les particules fragiles. 
Trouver la zone optimale des paramètres
À l’aide de modèles mathématiques, l’équipe a relié les paramètres de soudage au comportement mécanique du joint. Ils ont montré que la puissance du laser et la vitesse de déplacement contrôlent en grande partie la quantité de chaleur apportée au métal : des vitesses plus lentes ou une puissance plus élevée signifient plus de chaleur, une fusion plus profonde et un bain de fusion plus grand, tandis que des vitesses plus rapides risquent d’entraîner des soudures superficielles et incomplètes. La taille du faisceau module la façon dont cette chaleur est répartie. En ajustant une surface de réponse — une « carte » courbée du procédé — ils ont recherché une combinaison qui maximise la résistance et la ténacité sans surchauffer la feuille. La meilleure recette était une puissance de 3,3 kW, une vitesse de 17 mm/s et un diamètre de faisceau de 3,5 mm. Dans ces conditions, les soudures ont atteint environ 69 N/mm² en résistance à la traction, près de 110 J en énergie d’impact et une dureté proche de 33 HV, dépassant les autres combinaisons testées.
Ce qui se passe à l’intérieur du métal
Les observations au microscope ont expliqué pourquoi les soudures optimisées présentaient de meilleures performances. Dans les meilleures conditions, la zone de fusion contenait des grains d’aluminium équiaxiaux fins de seulement quelques micromètres, et la zone affectée par la chaleur montrait un peu d’épaississement des grains. La répartition des éléments d’alliage tels que le silicium, le fer, le cuivre et le magnésium était assez uniforme, et seules de petites quantités de composés intermétalliques fragiles et de pores étaient présentes. En revanche, des conditions à apport thermique excessif produisaient des structures plus grossières et inégales et un risque accru de fragilité locale. Les chercheurs ont aussi relié directement la taille des grains à la résistance : des grains plus petits augmentent la limite d’élasticité conformément au renforcement par affinement des grains bien connu. Les essais de choc et l’examen des surfaces de rupture ont montré que les soudures optimisées absorbaient davantage d’énergie avant rupture et cédaient de manière plus ductile, plus tolérante aux dommages. 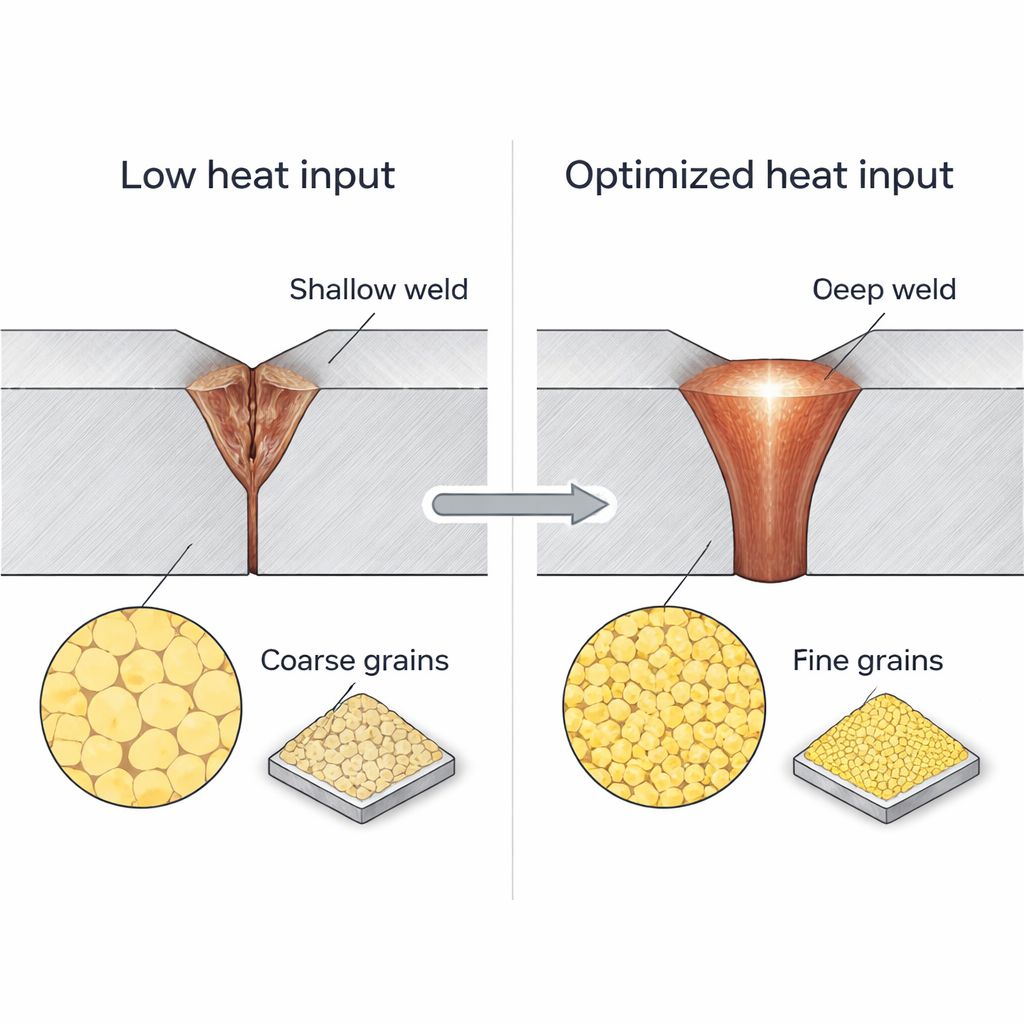
Implications pour la technologie courante
Pour un public non spécialiste, le message principal est que le contrôle précis de la puissance, de la vitesse et du diamètre du faisceau laser permet d’assembler des feuilles d’aluminium fines avec moins de dommages et une résistance plus prévisible que de nombreuses méthodes traditionnelles. Cette étude fournit une recette fondée sur des données et un modèle prédictif que les ingénieurs peuvent utiliser pour mettre en place le soudage par diode laser de l’AA8011 sur des lignes de fabrication réelles — par exemple pour des boîtiers de batteries de véhicules électriques, des composants CVC ou des emballages. En maintenant l’apport thermique juste assez élevé pour fusionner complètement le métal, mais suffisamment bas pour éviter déformations et phases fragiles, le soudage par faisceau laser à diode haute puissance apparaît comme une technologie évolutive et apte à l’automatisation pour concevoir des produits plus légers et plus efficaces.
Citation: Patil, R., Löfstrand, M. High power diode laser beam welding of AA8011 aluminum alloy for enhanced mechanical performance in lightweight structures. Sci Rep 16, 7738 (2026). https://doi.org/10.1038/s41598-026-41272-1
Mots-clés: soudage au laser, alliage d'aluminium, structures légères, microstructure, propriétés mécaniques