Clear Sky Science · fr
Effets du refroidissement cryogénique sur la température de coupe et la rugosité de surface lors du tournage de l’alliage d’aluminium AA7075
Pourquoi le refroidissement a de l’importance en coupe des métaux
Chaque fois qu’une voiture, un avion ou même un vélo est fabriqué, de nombreuses pièces métalliques sont mises en forme en enlevant de la matière sur des machines appelées tours et fraiseuses. Cette coupe génère beaucoup de chaleur et peut laisser de minuscules crêtes et défauts à la surface, ce qui peut réduire la durée de vie de la pièce. L’étude présentée dans cet article examine comment l’utilisation du froid extrême, apporté par l’azote liquide, peut refroidir le processus d’usinage d’un alliage d’aluminium haute résistance largement utilisé dans l’aéronautique et l’automobile, et comment ce refroidissement modifie à la fois la température et la qualité de la surface obtenue.
Un aluminium solide mais sensible
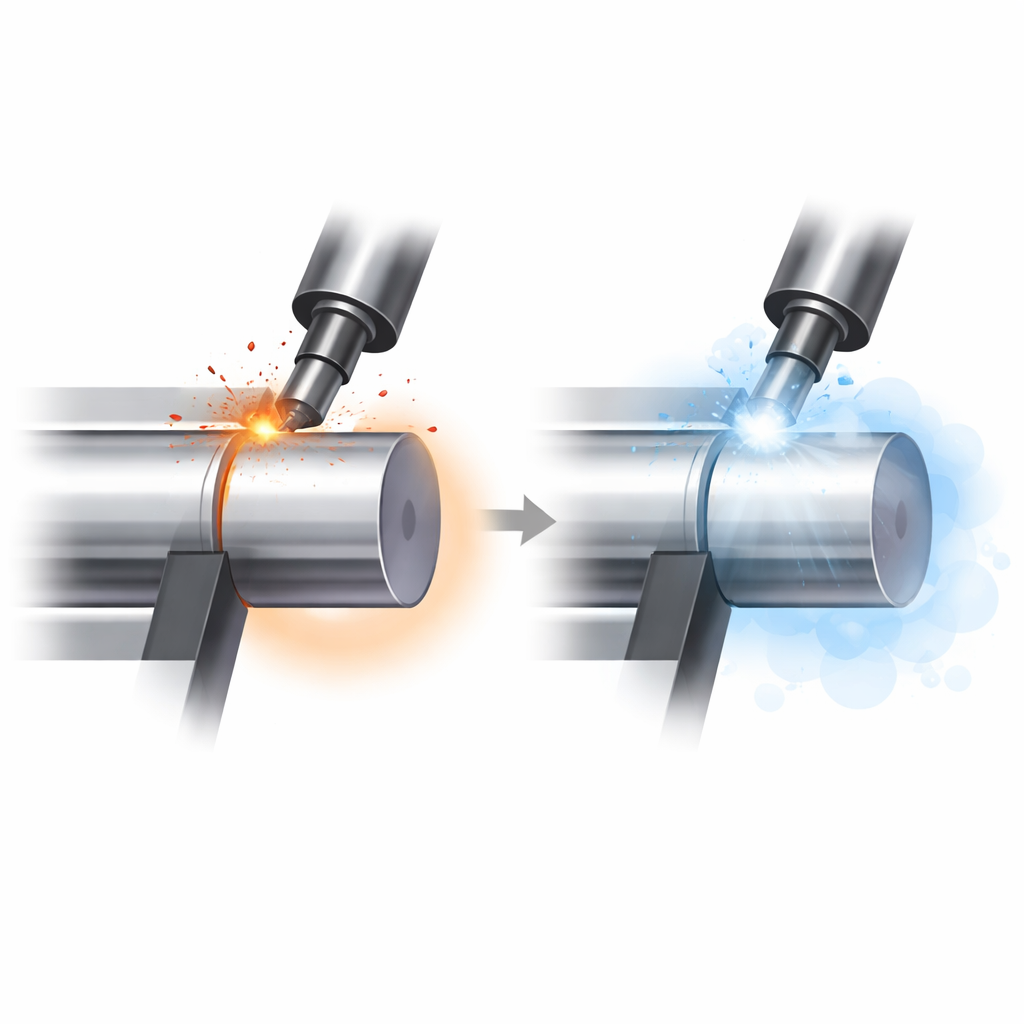
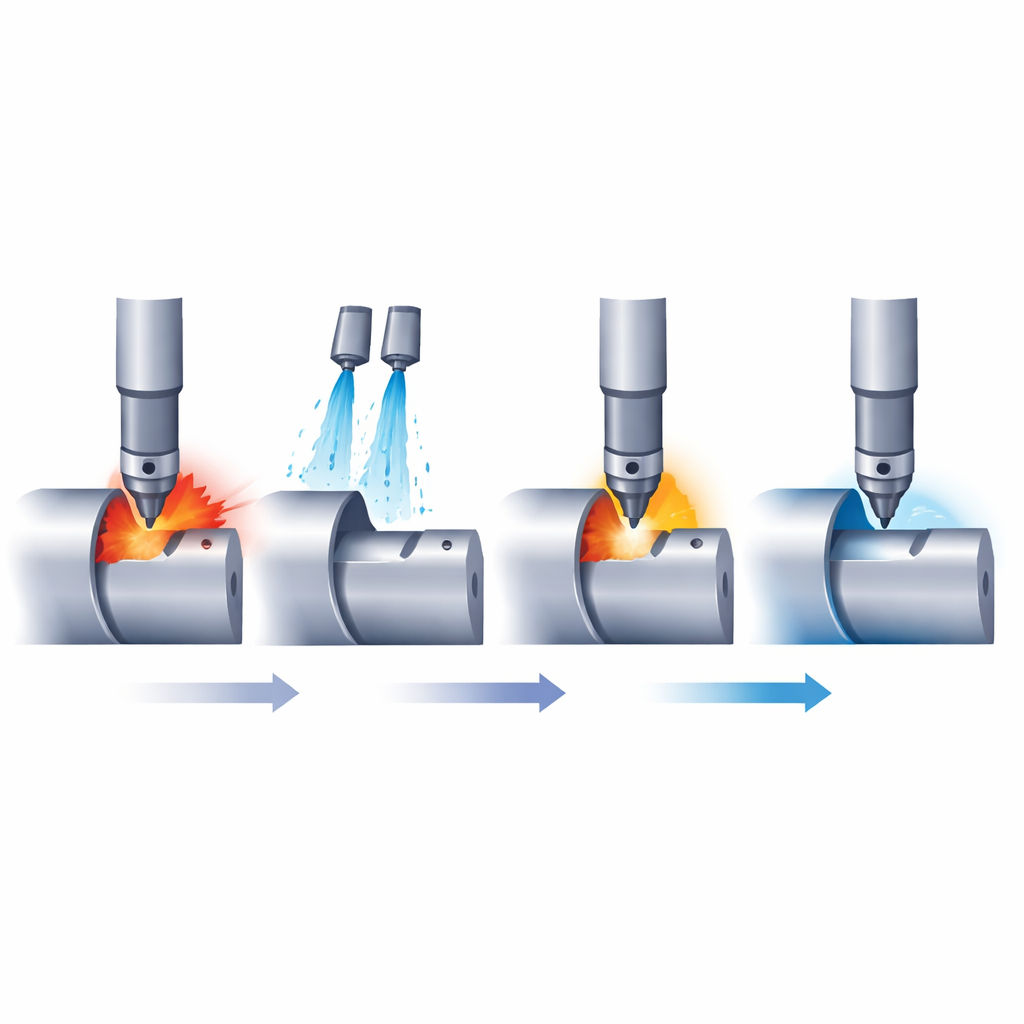
Les chercheurs se sont concentrés sur l’alliage d’aluminium AA7075, un matériau apprécié dans les secteurs aéronautique et automobile parce qu’il est à la fois résistant et léger. Ces mêmes propriétés rendent important l’état de surface de chaque pièce, car la rugosité et les dommages cachés peuvent conduire à des fissures et à la fatigue au fil du temps. Lorsqu’un métal est usiné sur un tour, trois réglages principaux gouvernent le déroulement du processus : la vitesse de coupe (la vitesse de rotation de la pièce), l’avance (la vitesse à laquelle l’outil se déplace le long de la pièce) et la profondeur de passe (la profondeur de coupe dans le métal). Ensemble, ces paramètres déterminent la quantité de chaleur générée et la finition de surface. L’équipe a voulu comprendre comment ces paramètres interagissent en usinage « à sec » et en usinage « cryogénique », où de l’azote liquide est pulvérisé directement à l’endroit de contact entre l’outil et la pièce.
Comment les expériences ont été menées
Pour étudier cela, les auteurs ont tourné de petits cylindres d’AA7075 sur un tour conventionnel en utilisant une plaquette coupante en carbure de tungstène. Ils ont testé sept combinaisons différentes de vitesse de coupe, d’avance et de profondeur de passe, et ont répété ces mêmes combinaisons deux fois : une fois en atmosphère sèche et une fois avec refroidissement à l’azote liquide. Une caméra thermique a surveillé la zone de coupe depuis une distance fixe pour enregistrer la température maximale au cours de chaque passe. Après chaque coupe, un rugosimètre portatif a parcouru la surface en trois points et a fourni une valeur moyenne de rugosité. Cet ensemble de mesures a permis à l’équipe de comparer, de manière contrôlée, comment chaque paramètre et chaque méthode de refroidissement affectaient à la fois la chaleur dans la zone de coupe et la texture de la surface finie.
Que deviennent la chaleur et la douceur de surface
Les résultats montrent un contraste net entre l’usinage à sec et l’usinage cryogénique. En conditions sèches, l’augmentation de la vitesse de coupe et surtout de la profondeur de passe faisait monter fortement les températures, dans certains cas au‑dessus de 130 °C. L’avance et la profondeur de passe ont aussi eu tendance à augmenter la rugosité de surface, ce qui signifie que les pièces finies présentaient des pics et des vallées microscopiques plus marqués. En comparaison, lorsque l’azote liquide était pulvérisé sur le contact outil‑pièce, la température de la zone de coupe a chuté de manière spectaculaire, souvent de plus de 50 °C, et restait presque constante même lorsque la vitesse, l’avance ou la profondeur de passe variaient. Ce refroidissement a également amélioré la qualité de surface dans de nombreux cas, en particulier à des vitesses modérées et des avances faibles, où les valeurs de rugosité étaient sensiblement plus basses que lors de l’usinage à sec.
Compromis subtils à très basse température
L’étude a aussi mis au jour des comportements plus complexes pour certains réglages. À faibles vitesses de coupe sous refroidissement cryogénique, la surface devenait parfois plus rugueuse que lors de l’usinage à sec. Les auteurs suggèrent qu’un gel local très intense peut perturber la rupture des copeaux, les rendant plus irréguliers et plus susceptibles de marquer la surface. De même, à des avances élevées et des profondeurs de passe importantes, la combinaison d’une coupe lourde et d’un fort refroidissement a augmenté la rugosité en mode cryogénique, probablement parce que des copeaux plus épais, des forces plus importantes et un matériau plus froid et plus cassant ont conduit à un écoulement de copeaux instable. Ces constats montrent que, si le refroidissement est puissant, il ne garantit pas automatiquement une surface plus lisse pour tous les réglages ; les paramètres de coupe doivent rester choisis avec soin.
Ce que cela signifie pour les pièces réelles
Pour les fabricants, l’étude suggère que l’utilisation d’azote liquide lors du tournage de l’aluminium AA7075 peut réduire fortement les températures de coupe, limiter les dommages cachés dans la couche de surface et améliorer la finition — des facteurs qui, ensemble, peuvent prolonger la durée de vie en fatigue et la fiabilité des composants critiques. L’azote liquide présente aussi des avantages pratiques : il s’évapore en gaz azote inoffensif, ne laisse pas de résidu et évite les problèmes de gestion des déchets associés aux fluides de coupe traditionnels. Cependant, le travail souligne aussi que l’usinage cryogénique n’est pas une solution universelle ; les meilleurs gains en maîtrise de la température et en qualité de surface proviennent de l’association du refroidissement avec des vitesses, avances et profondeurs de passe bien choisis. En termes simples, l’article montre qu’une utilisation intelligente du froid extrême peut permettre aux pièces en aluminium, à la fois fortes et légères, de durer plus longtemps et de fonctionner de façon plus sûre.
Citation: Ranjbar, S., Foorginejad, A., Emam, S.M. et al. Effects of cryogenic cooling on cutting temperature and surface roughness in turning of AA7075 aluminum alloy. Sci Rep 16, 7914 (2026). https://doi.org/10.1038/s41598-026-39003-7
Mots-clés: usinage cryogénique, refroidissement à l’azote liquide, rugosité de surface, alliage d’aluminium AA7075, processus de tournage