Clear Sky Science · fr
Optimisation des performances de perçage des biocomposites à fibres de Syagrus romanzoffiana : minimiser la délamination avec la modélisation RSM et ANN
Trous plus propres dans des matériaux plus verts
Alors que les entreprises s’efforcent de remplacer les plastiques d’origine fossile par des matériaux d’origine végétale, une question pratique se pose : ces matériaux plus durables peuvent‑ils réellement être percés, découpés et assemblés sur des lignes de production sans se détériorer ? Cet article aborde la question pour un composite peu connu à base de fibres de palmier, montrant comment percer des trous nets et précis tout en limitant au maximum les dommages grâce à la combinaison d’expériences rigoureuses et de modèles modernes axés sur les données.
Des déchets de palmier à des panneaux à forte valeur ajoutée
L’étude porte sur des fibres prélevées dans le rachis du palmier Syagrus romanzoffiana, sous‑produit des tailles courantes en Algérie. Ces fibres courtes et rigides sont mélangées à une résine époxy biosourcée pour former des panneaux légers et résistants contenant 30 % de fibres en masse. L’équipe vérifie d’abord que la résine polymérise correctement et que les fibres s’adhèrent physiquement à la matrice, en utilisant la spectroscopie infrarouge pour contrôler la complétude des réactions chimiques et la qualité des interactions à l’interface. Le résultat est une plaque composite entièrement biosourcée avec des propriétés mécaniques comparables à de nombreux matériaux à fibres de verre conventionnels, mais fabriquée à partir de déchets végétaux locaux et d’un liant biodégradable.
Pourquoi le perçage endommage les composites
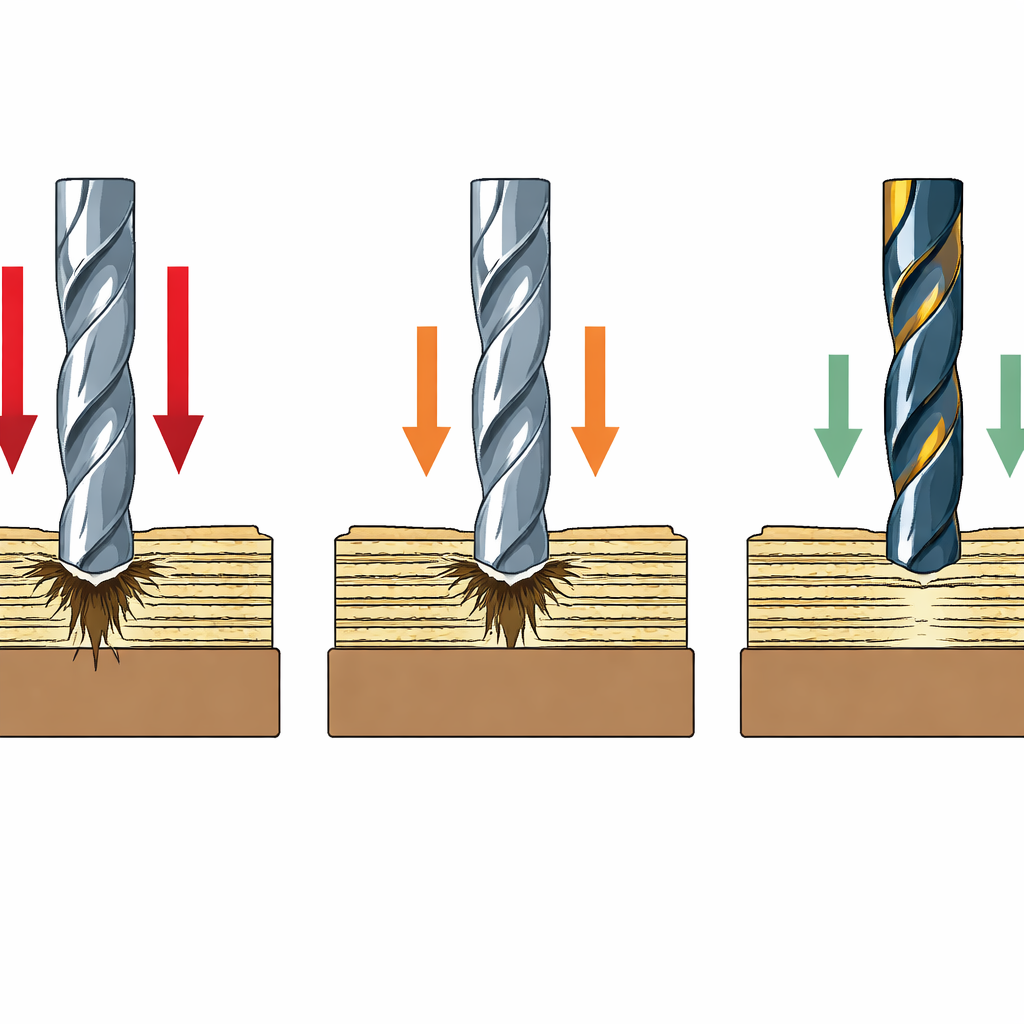
Pour être utiles dans l’automobile, les équipements sportifs ou les intérieurs d’avions, ces panneaux doivent accepter des boulons, rivets et fixations, ce qui implique de les percer. Dans les matériaux stratifiés comme les composites fibreux, le perçage provoque souvent le déchirement des couches autour du trou, un défaut connu sous le nom de délamination. Cette étude se concentre sur les dommages à la sortie du trou, où l’action de poussée de la mèche a tendance à soulever et à décoller les dernières couches. Les chercheurs font varier trois leviers pratiques contrôlables en atelier : la vitesse d’avance (feed rate), la vitesse de rotation (vitesse de broche) et le diamètre de la mèche. Ils comparent également des forets en acier rapide standard à des versions revêtues d’une couche dure et à faible friction de nitrure de titane. En scannant chaque trou percé et en analysant les images par logiciel, ils mesurent un « facteur de délamination », correspondant essentiellement à la façon dont la zone endommagée autour de la sortie dépasse la taille du trou prévue.
Trouver la zone optimale des paramètres de perçage
Sur 27 essais de perçage soigneusement planifiés, un constat clair se dégage. Le levier le plus important est la vitesse d’avance : tripler la vitesse d’avance augmente le facteur de délamination d’environ la moitié, car l’outil doit exercer des forces bien plus élevées pour enlever la matière. Vient ensuite le diamètre de la mèche : des forets plus larges génèrent plus de poussée et de couple, ce qui élargit légèrement la zone endommagée. La vitesse de broche a une influence plus subtile et courbée ; une vitesse modérée autour de 1 200 tours par minute assouplit suffisamment la matrice pour faciliter la coupe, tout en évitant la chaleur excessive qui affaiblirait la liaison fibre‑résine. Les forets revêtus de nitrure de titane surpassent systématiquement l’acier nu, grâce à une friction plus faible et un meilleur contrôle thermique, produisant des sorties de trou plus propres dans les mêmes conditions.
Apprendre aux modèles à prédire les dommages
Pour transformer ces résultats en recommandations pratiques, les auteurs développent deux types d’outils prédictifs. Le premier est une approche statistique classique qui ajuste une surface courbe aux données, capturant comment chaque paramètre de perçage et leurs combinaisons par paires affectent les dommages. Cette méthode fonctionne bien et met en évidence la combinaison dangereuse d’une avance élevée et d’une vitesse élevée, qui augmente fortement la délamination. Le second outil est un réseau de neurones artificiels, une forme simple d’apprentissage automatique qui apprend les motifs directement à partir des données sans supposer une forme d’équation particulière. Ici, les réseaux apprennent à associer avance, vitesse et diamètre au dommage mesuré avec une très grande précision, surpassant le modèle statistique en réduisant l’erreur de prédiction jusqu’à trois quarts. Les deux approches s’accordent sur des plages de perçage optimales, mais le réseau de neurones saisit mieux le comportement non linéaire et subtil de ce biocomposite particulier.
Réglages pratiques pour l’industrie
En utilisant une méthode d’optimisation standard, l’équipe identifie une fenêtre opératoire robuste qui minimise la délamination tout en restant réaliste pour la production. La meilleure zone se situe à faibles vitesses d’avance (environ 50–70 millimètres par minute), vitesses de broche modérées (environ 1 000–1 200 tours par minute) et diamètres de mèche plus petits, surtout avec les outils revêtus. Dans ces conditions, le facteur de délamination reste à seulement quelques pourcents au‑dessus du diamètre idéal du trou — comparable, voire meilleur, que de nombreux composites à fibres de carbone ou de verre percés en condition sèche. Fait important, l’optimum n’est pas un point extrêmement précis mais un large plateau, ce qui signifie que de faibles variations quotidiennes d’avance ou de vitesse ne détérioreront pas soudainement la qualité du trou.
Ce que cela signifie pour des produits plus verts
Pour un public non spécialiste, la conclusion est simple : les panneaux fabriqués à partir de fibres de Syagrus romanzoffiana et d’un bio‑époxy peuvent être percés de manière suffisamment propre pour répondre aux exigences de nombreuses applications réelles, des intérieurs automobiles aux équipements sportifs, à condition de respecter des conditions de coupe raisonnables. En montrant précisément quels paramètres de perçage maîtrisent les dommages — et en fournissant des modèles d’apprentissage automatique réutilisables et extensibles — l’étude contribue à rapprocher les matériaux « verts » de laboratoire de la réalité des ateliers industriels. Ce faisant, elle renforce l’argument selon lequel les composites d’origine végétale peuvent être à la fois attrayants sur le plan environnemental et pratiquement usinables.
Citation: Ferfari, O., Belaadi, A., Krishnasamy, P. et al. Optimizing the drilling performance of Syagrus romanzoffiana fiber biocomposites: minimizing delamination with RSM and ANN modeling. Sci Rep 16, 7929 (2026). https://doi.org/10.1038/s41598-026-38618-0
Mots-clés: composites à fibres naturelles, délamination au perçage, matériaux biosourcés, optimisation des procédés, réseaux de neurones artificiels