Clear Sky Science · fr
Application d’une méthode IEW-CRITIC-CoCoSo basée sur la logique floue T-sphérique à valeurs intervalle pour l’optimisation des paramètres de procédé des composites de polypropylène recyclé imprimés en 3D
Des déchets de la pandémie à des pièces utiles
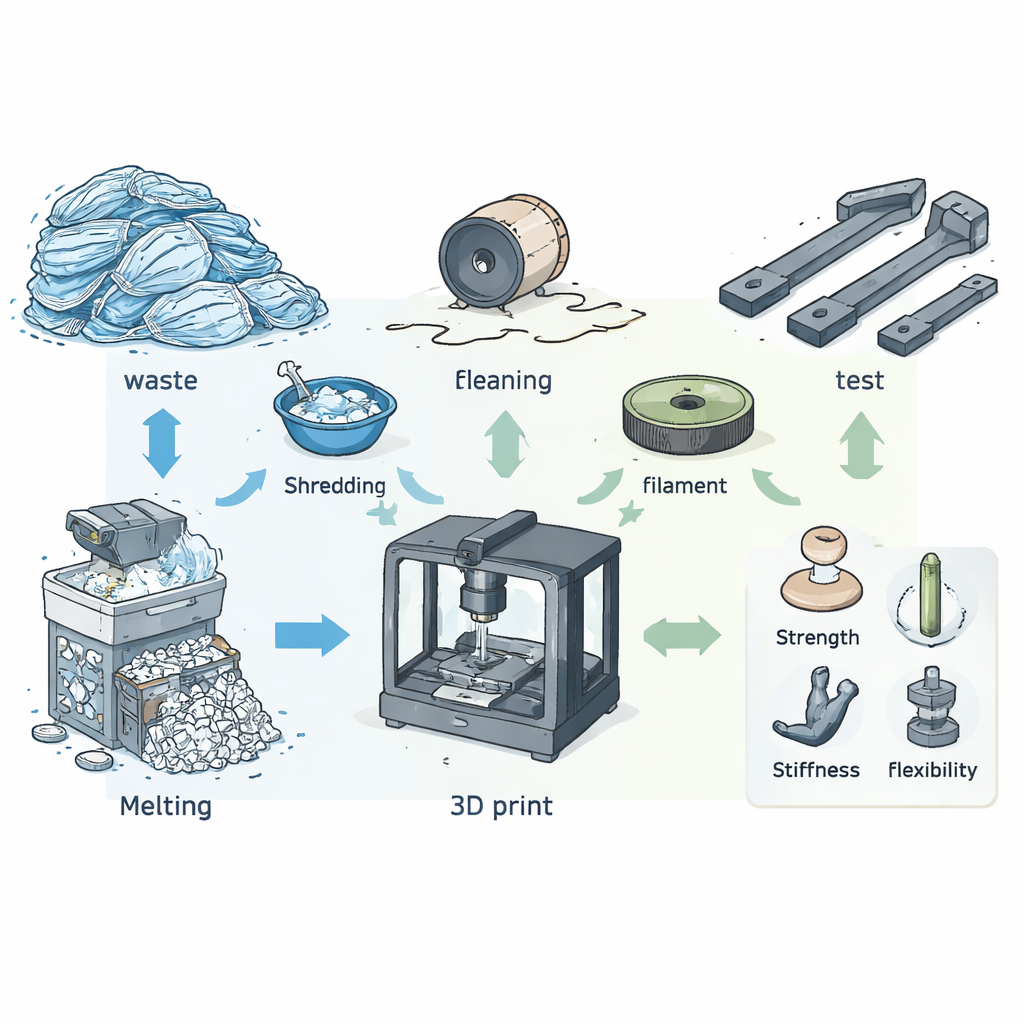
Des milliards de masques jetables et d’autres textiles à base de polypropylène se sont accumulés en tant que déchets depuis la pandémie de COVID-19. Cette étude examine comment ces déchets peuvent être transformés en pièces imprimées en 3D solides et fiables, et comment régler une imprimante pour que le plastique recyclé rivalise avec le matériau neuf. En utilisant un nouvel outil mathématique de prise de décision, les auteurs montrent comment extraire les meilleures performances mécaniques d’un polypropylène recyclé renforcé par des fibres de verre, contribuant ainsi à boucler la filière plastique tout en rendant l’impression 3D pratique pour des applications d’ingénierie.
Pourquoi le plastique recyclé nécessite une impression intelligente
Le polypropylène recyclé issu de tissus meltblown usagés, comme les couches de masques, est attractif parce qu’il est peu coûteux, léger et déjà répandu. Mais utilisé dans des imprimantes 3D FDM classiques, il souffre de faibles liaisons entre couches et de déformations instables. L’ajout de courtes fibres de verre améliore la résistance et la rigidité, créant un composite appelé GF/RPP. Pourtant, la qualité finale dépend fortement du réglage de l’imprimante : la température de buse, l’épaisseur de couche, le taux de remplissage interne (infill) et l’orientation des traits d’impression influencent la résistance, la rigidité et l’allongement de façons parfois contradictoires. Trouver un jeu de paramètres qui équilibre simultanément ces trois propriétés n’est pas évident.
Conception du matériau et des essais
Les chercheurs ont commencé par transformer les déchets de meltblown en granulés puis en filament chargé à 30 % en fibres de verre en poids. Ils ont confirmé que ce composite fond et s’écoule correctement en dessous de sa température de dégradation, ce qui le rend adapté à l’extrusion pour impression 3D. À l’aide d’une imprimante FDM commerciale, ils ont imprimé des éprouvettes normalisées en forme de dog-bone selon neuf combinaisons de température (220, 240, 260 °C), d’épaisseur de couche (0,1 ; 0,2 ; 0,3 mm) et de taux de remplissage (60, 80, 100 %), et ont répété cet ensemble pour trois angles de raster (0°, 45°, 90°). Chaque échantillon a été soumis à une traction pour mesurer la résistance à la rupture, la rigidité (module de traction) et l’allongement à la rupture, caractérisant la résistance, la rigidité et la ductilité des pièces.
Une nouvelle mathématique pour équilibrer des objectifs conflictuels
Comme certains réglages qui augmentent la résistance peuvent réduire l’élasticité, l’équipe a utilisé un cadre de décision multi-attributs (MADM) pour pondérer et combiner tous les résultats. Ils ont travaillé dans un contexte « flou », où chaque mesure n’est pas traitée comme une valeur nette mais comme un intervalle avec des degrés de croyance, d’hésitation et d’incrédulité — ce qui reflète mieux la variabilité expérimentale. Leur opérateur flou T-sphérique à valeurs intervalle leur permet de fusionner des données issues de différents angles de raster et propriétés mécaniques tout en réduisant l’influence des valeurs aberrantes. Pour décider de l’importance relative de chaque propriété, ils ont combiné le jugement d’experts avec une mesure objective de la variabilité et du conflit entre propriétés. Enfin, ils ont utilisé une procédure de classement appelée CoCoSo pour noter et ordonner les neuf jeux de paramètres, visant une performance mécanique globale optimale plutôt que le seul meilleur chiffre isolé.
À quoi ressemblent les réglages d’impression optimaux
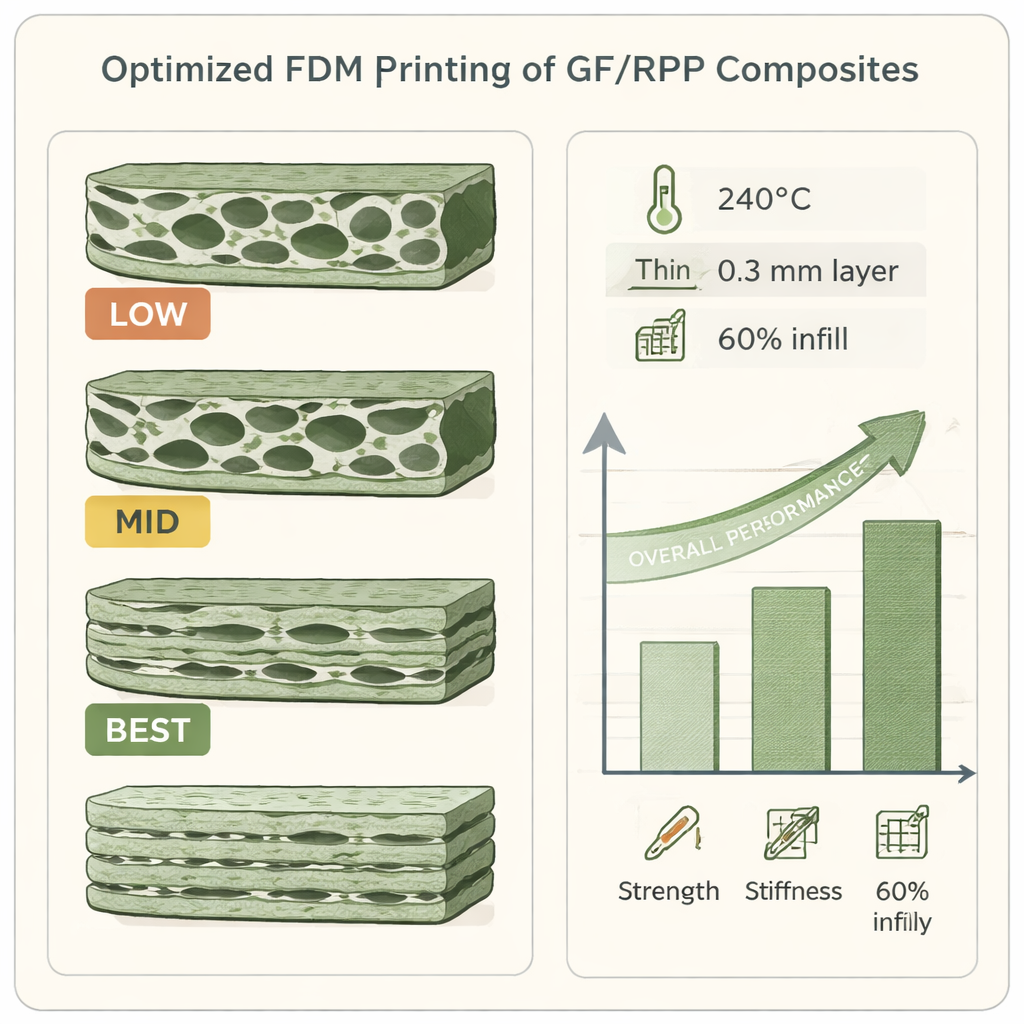
L’analyse combinée a clairement désigné une recette gagnante : une température d’impression de 240 °C, une épaisseur de couche de 0,3 mm et un taux de remplissage de 60 %. Cette combinaison, appelée schéma M6, a fourni environ 10,7 % de performance mécanique globale en plus que les autres configurations testées. À 240 °C, le matériau fond suffisamment pour assurer une bonne fusion des couches sans se dégrader ; des couches plus épaisses augmentent la surface de contact entre couches et réduisent les vides internes ; et un taux de remplissage modéré offre un bon soutien sans introduire trop de contraintes internes. La microscopie des échantillons fracturés confirme les mesures : les pièces imprimées de façon optimale montrent des couches denses et bien fusionnées et des fibres de verre bien ancrées dans la matrice plastique, tandis que les réglages moins bons révèlent des espaces, des fibres arrachées et de grands vides affaiblissant la pièce.
Ce que cela signifie pour une impression 3D plus verte
En termes simples, l’étude montre qu’avec les bons réglages, le matériau de masque recyclé renforcé par des fibres de verre peut devenir une matière première fiable pour l’impression 3D de pièces structurelles. Plutôt que d’optimiser une propriété à la fois, le cadre de décision flou des auteurs aide les fabricants à régler les imprimantes pour un compromis équilibré entre résistance, rigidité et flexibilité en présence d’incertitude. Au-delà de ce composite particulier, la même boîte à outils mathématique pourrait guider la sélection de paramètres pour d’autres plastiques recyclés et matériaux avancés, facilitant la conception de produits imprimés en 3D plus performants et plus durables.
Citation: Zhao, S., Du, Y., Hao, Y. et al. Application of an IEW-CRITIC-CoCoSo method based on interval-valued T-spherical fuzzy for optimizing process parameters of 3D printed recycled polypropylene composites. Sci Rep 16, 6971 (2026). https://doi.org/10.1038/s41598-026-37726-1
Mots-clés: impression 3D, polypropylène recyclé, composites à fibres de verre, optimisation des procédés, prise de décision floue