Clear Sky Science · fr
Évaluation intégrée de l’usure des outils, de la morphologie des copeaux, de l’intégrité de surface et de la consommation d’énergie dans le fraisage durable de l’Inconel 718
Pourquoi le refroidissement compte lors de l’usinage des métaux durs
Des turbomachines aux centrales électriques, de nombreuses pièces critiques sont usinées dans un métal extrêmement résistant appelé Inconel 718. Sa tenue mécanique à très haute température le rend idéal pour des environnements sévères, mais complique aussi fortement son usinage, tant en termes de difficulté que de coût. Cette étude pose une question pratique pour l’industrie et l’environnement : peut‑on usiner ce métal difficile en consommant moins d’énergie, en préservant davantage les outils et en obtenant tout de même une surface lisse et fiable — tout en réduisant la quantité de liquide de coupe potentiellement nocif pour les opérateurs et la planète ?

Un métal tenace utilisé dans des conditions extrêmes
L’Inconel 718 est un superalliage à base de nickel qui conserve sa résistance depuis des températures très basses jusqu’à près de 1000 °C. Cela le rend parfait pour les moteurs d’avion, les canalisations haute pression et les applications de défense, où toute défaillance est inacceptable. Mais ces mêmes qualités posent problème à l’atelier. Lors de l’usinage, l’outil subit des forces et des températures énormes pouvant dépasser 1100 °C. Le métal évacue mal la chaleur et a tendance à adhérer à l’outil, ce qui accélère l’usure, détériore les surfaces et augmente les coûts de production. Par ailleurs, les liquides de refroidissement traditionnels employés pour maîtriser cette chaleur peuvent poser des risques sanitaires et environnementaux lorsqu’ils sont utilisés en grande quantité.
Quatre façons de refroidir et lubrifier la zone de coupe
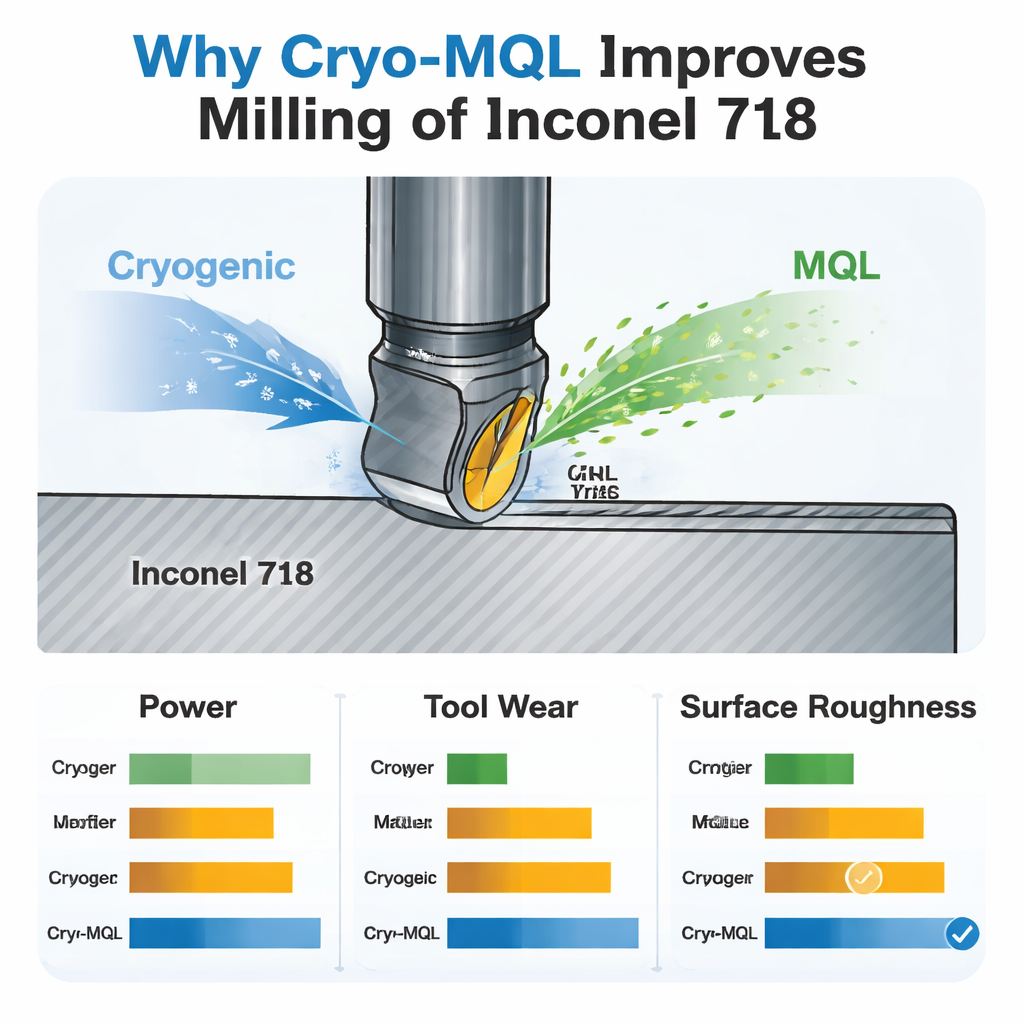
Les chercheurs ont comparé quatre méthodes de refroidissement et de lubrification de la zone de coupe lors du fraisage de l’Inconel 718 sur une machine CNC. En coupe à sec, aucun fluide n’est utilisé. La lubrification en quantité minimum (MQL) pulvérise uniquement une fine brume d’huile, avec beaucoup moins de fluide que l’arrosage conventionnel. Le refroidissement cryogénique apporte un gaz ou un liquide très froid, par exemple l’azote liquide, pour refroidir la zone de coupe. Enfin, une approche hybride appelée Cryo‑MQL combine à la fois le jet froid et la brume d’huile. Pour ces quatre méthodes, l’équipe a réalisé des essais à trois vitesses de coupe en maintenant constantes la vitesse d’avance et la profondeur de passe. Ils ont mesuré la consommation électrique de la machine, la vitesse d’usure des outils, la qualité de surface obtenue et la morphologie des petits copeaux métalliques.
Consommation d’énergie, finition de surface et durée de vie des outils
Les résultats montrent que le choix du mode de refroidissement influence fortement le comportement d’usinage. La coupe à sec a toujours consommé le plus d’énergie et provoqué l’usure d’outil la plus sévère, incluant l’écaillage de l’arête de coupe et des dommages profonds sur la face de l’outil. La MQL a réduit les frottements et permis une durée de vie d’outil supérieure à celle de la coupe à sec, mais sa capacité de refroidissement limitée est devenue un handicap à vitesses élevées. Le refroidissement cryogénique pur a bien préservé la qualité de surface à basse vitesse et a réduit la température des outils à haute vitesse, mais il peut aussi provoquer des chocs thermiques brusques laissant de petits cratères sur l’outil. L’approche hybride Cryo‑MQL a offert de façon constante le meilleur compromis : à basse vitesse elle a réduit la consommation d’énergie d’environ 10 % par rapport à la coupe à sec, et à toutes les vitesses elle a limité l’usure des outils au minimum en combinant refroidissement et film lubrifiant stable entre l’outil et le copeau.
Ce que révèlent les petits copeaux métalliques
L’étude a également examiné la forme et la rupture des copeaux, qui font office d’empreintes digitales du processus de coupe. À mesure que la vitesse de coupe augmentait, les copeaux ont tendance à prendre des formes en dents de scie, signe que le matériau se déforme par à‑coups le long de zones étroites de cisaillement intense et de chaleur. En conditions sans fluide ou avec une MQL simple, ces copeaux devenaient souvent fortement dentelés et irréguliers, indiquant une coupe instable et des sollicitations thermiques élevées. Le refroidissement cryogénique a accentué les dents de scie en rendant le métal plus fragile dans le froid. Sous Cryo‑MQL, cependant, les copeaux étaient généralement plus réguliers et plus faciles à contrôler, traduisant un équilibre plus stable entre température, frottement et plasticité du matériau. Ce comportement des copeaux faisait écho aux mesures d’usure des outils et de consommation d’énergie, renforçant la conclusion que la méthode hybride maîtrise mieux le processus de coupe.
Implications pour un usinage plus propre et moins coûteux
Pour les usines amenées à usiner l’Inconel 718, ces conclusions suggèrent une voie pratique à suivre. Travailler en conditions Cryo‑MQL hybrides peut réduire la demande énergétique, prolonger la durée de vie des outils et préserver une bonne qualité de surface, tout en n’utilisant qu’une faible quantité de lubrifiant. Cela se traduit par moins de changements d’outils, moins de rebuts et une dépendance réduite aux grands volumes de liquides de coupe conventionnels. En termes simples, combiner un refroidissement très froid avec une fine brume d’huile permet aux fabricants d’usiner ce métal tenace de manière plus douce et plus efficace, en soutenant à la fois des économies et une production plus propre et plus durable.
Citation: Yurtkuran, H. Integrated assessment of tool wear, chip morphology, surface ıntegrity and energy consumption in sustainable milling of Inconel 718. Sci Rep 16, 6967 (2026). https://doi.org/10.1038/s41598-026-37624-6
Mots-clés: usinage de l’Inconel 718, refroidissement cryogénique, lubrification en quantité minimum, usure des outils, fabrication durable