Clear Sky Science · fr
Contrôle proportionnel à double boucle pour le brasage par induction haute précision de guides d’ondes en aluminium à paroi mince
Protéger les lignes vitales des satellites
Les satellites de communication modernes utilisent des tubes métalliques creux appelés guides d’ondes pour acheminer les signaux radio entre les antennes et l’électronique. Ces pièces doivent résister à des années de vibrations au lancement, de froid extrême et d’ensoleillement intense sans fuir d’énergie ni se fissurer. Cet article examine une méthode plus intelligente de « souder » des guides d’ondes en aluminium léger par brasage par induction, afin que chaque joint soit solide, uniforme et réalisé avec un minimum d’approximation humaine.
Des torches aux chauffages intelligents
Le brasage traditionnel utilise souvent des flammes ou des fours qui chauffent de larges surfaces et peuvent déformer des pièces délicates. Le brasage par induction, lui, fait appel à une bobine en cuivre ajustée de près pour créer un champ électromagnétique concentré qui chauffe uniquement la zone du joint. Les auteurs se concentrent sur des guides d’ondes en aluminium à paroi mince utilisés dans le matériel spatial, où même de petites erreurs de température peuvent provoquer des déformations ou un remplissage incomplet de l’alliage de brasage. Comme les thermomètres en contact perturberaient la surface et échoueraient dans le fort champ électromagnétique, le système s’appuie sur des capteurs infrarouges sans contact et des modèles mathématiques pour suivre la température pendant le procédé.
Une boucle de rétroaction intelligente pour le chauffage
La première stratégie de commande développée par l’équipe était une boucle de rétroaction unique qui ne surveille pas la température absolue mais la vitesse à laquelle le joint se réchauffe. Un capteur sans contact mesure la température au niveau du joint, et un contrôleur simple ajuste la puissance envoyée à la bobine d’induction afin que la vitesse de montée en température suive une rampe programmée, puis se maintienne à la température de fusion de l’alliage. Dans des essais en laboratoire sur plusieurs formes de guides d’ondes, ce système à boucle unique a pu maintenir l’erreur moyenne de température autour de 3–4 degrés Celsius et limiter les dépassements, à condition qu’un technicien règle soigneusement la distance entre la bobine et les pièces au préalable. Lorsque ce paramétrage était bien réalisé, presque tous les joints passaient l’inspection métallographique.
Ajout d’une seconde boucle pour l’équilibre
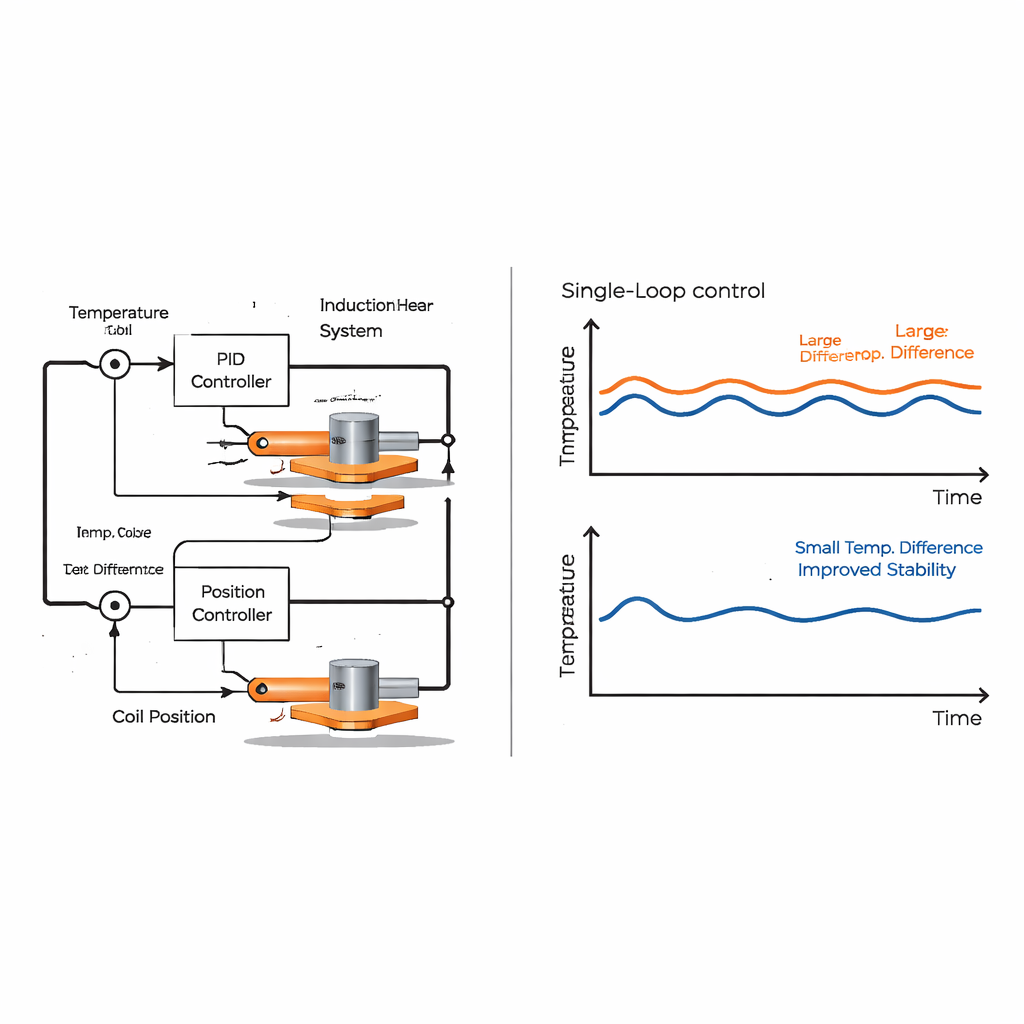
Cependant, les chercheurs ont constaté que, même avec un réglage soigné, le tube et la bride à assembler pouvaient présenter une différence de température de plus de 15 degrés si l’écart avec la bobine variait ou si l’épaisseur des pièces changeait d’un lot à l’autre. Pour y remédier, ils ont introduit une seconde boucle de rétroaction. Désormais, un capteur infrarouge observe la bride tandis qu’un autre surveille le tube. La première boucle contrôle toujours la puissance selon le profil de chauffage, mais la seconde boucle déplace lentement la pièce par rapport à la bobine chaque fois qu’elle détecte qu’un côté est plus chaud que l’autre. En rapprochant ou en éloignant le joint de la bobine, le système équilibre activement les températures sur la zone de brasage pendant le préchauffage, la montée en température et la phase finale de maintien.
Du prototype de laboratoire à la chaîne de production
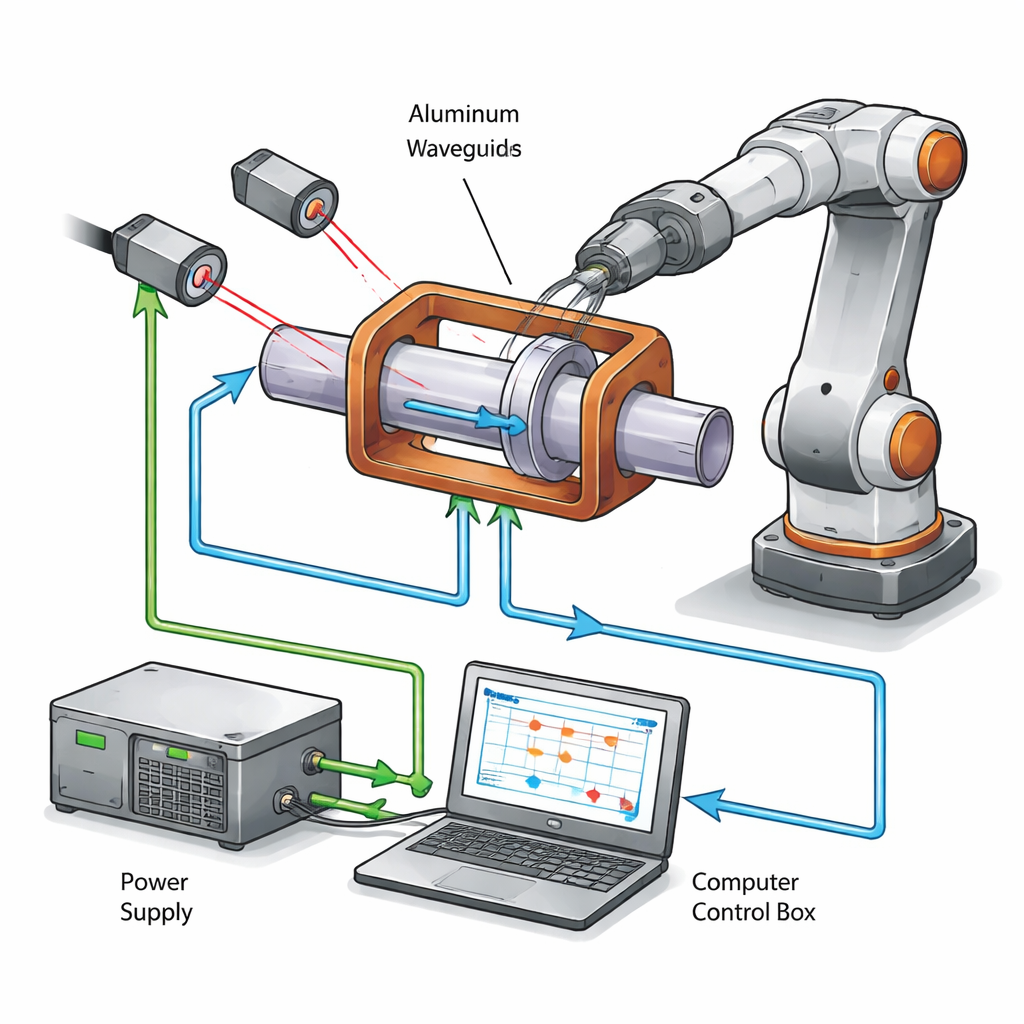
Pour mettre en pratique cette idée à double boucle, les auteurs ont construit une cellule de brasage entièrement automatisée. Elle comprend un générateur haute fréquence, des bobines refroidies par eau, un manipulateur six axes, un télémètre laser pour mesurer la distance, deux capteurs infrarouges et des caméras industrielles pour contrôler l’alignement. Tous ces dispositifs sont coordonnés par un logiciel modulaire en C++ tournant sur un PC industriel. Le programme collecte les données de température, position, puissance et vidéo 20 fois par seconde, enregistre tout dans une base SQL et utilise des métriques de qualité telles que la déviation de la pente de chauffe et l’écart de température pour évaluer chaque cycle de brasage en temps réel. Lors d’essais étendus sur 120 assemblages de différentes tailles, le système à double boucle a réduit l’erreur moyenne de température à un peu plus de 2 degrés, divisé par deux la différence maximale de température entre tube et bride à environ 8 degrés, et porté le rendement de joints acceptables à 97 %—même lorsque les opérateurs étaient moins précis lors du réglage initial.
Implications pour le futur du matériel spatial
Pour les non-spécialistes, le message clé est que les auteurs ont transformé un procédé de chauffage autrefois artisanal et dépendant de l’opérateur en un procédé plus prévisible et auto-correcteur. En mesurant non seulement la température du joint mais aussi l’uniformité de cette chaleur, le contrôleur à double boucle peut ajuster automatiquement la puissance et la position pour obtenir des joints brasés plus propres et plus fiables, avec moins de défauts. Cette approche réduit les retouches et les déchets, et ouvre la voie à des systèmes encore plus intelligents qui pourraient un jour utiliser des algorithmes prédictifs ou des méthodes d’apprentissage pour affiner le chauffage pour de nouveaux matériaux et formes. En termes pratiques, ces progrès contribuent à garantir que la « plomberie » qui transporte les signaux à l’intérieur des satellites reste robuste pendant de longues missions, assurant des communications plus fiables vers la Terre.
Citation: Tynchenko, V., Martysyuk, D., Kurashkin, S. et al. Dual-loop proportional control for high-precision induction brazing of thin-walled aluminum waveguides. Sci Rep 16, 7440 (2026). https://doi.org/10.1038/s41598-026-37593-w
Mots-clés: brasure par induction, guides d’ondes en aluminium, contrôle par retour d’information, fabrication robotisée, matériel satellitaire