Clear Sky Science · fr
Optimisation des paramètres de friction stir welding pour les alliages d’aluminium dissemblables AA2014 et AA5052
Métaux légers plus résistants pour voitures et avions
Des voitures électriques aux avions et aux navires, les constructeurs recherchent des pièces métalliques à la fois légères et résistantes. L’aluminium répond bien à ce besoin, mais assembler des nuances d’aluminium différentes sans les fragiliser est étonnamment délicat. Cette étude montre comment les ingénieurs peuvent ajuster un procédé à l’état solide appelé friction stir welding (soudage par friction-malaxage) pour que deux alliages d’aluminium très différents, AA2014 et AA5052, forment une liaison solide et fiable adaptée aux structures exigeantes.
Comment un outil tournant assemble le métal sans le faire fondre
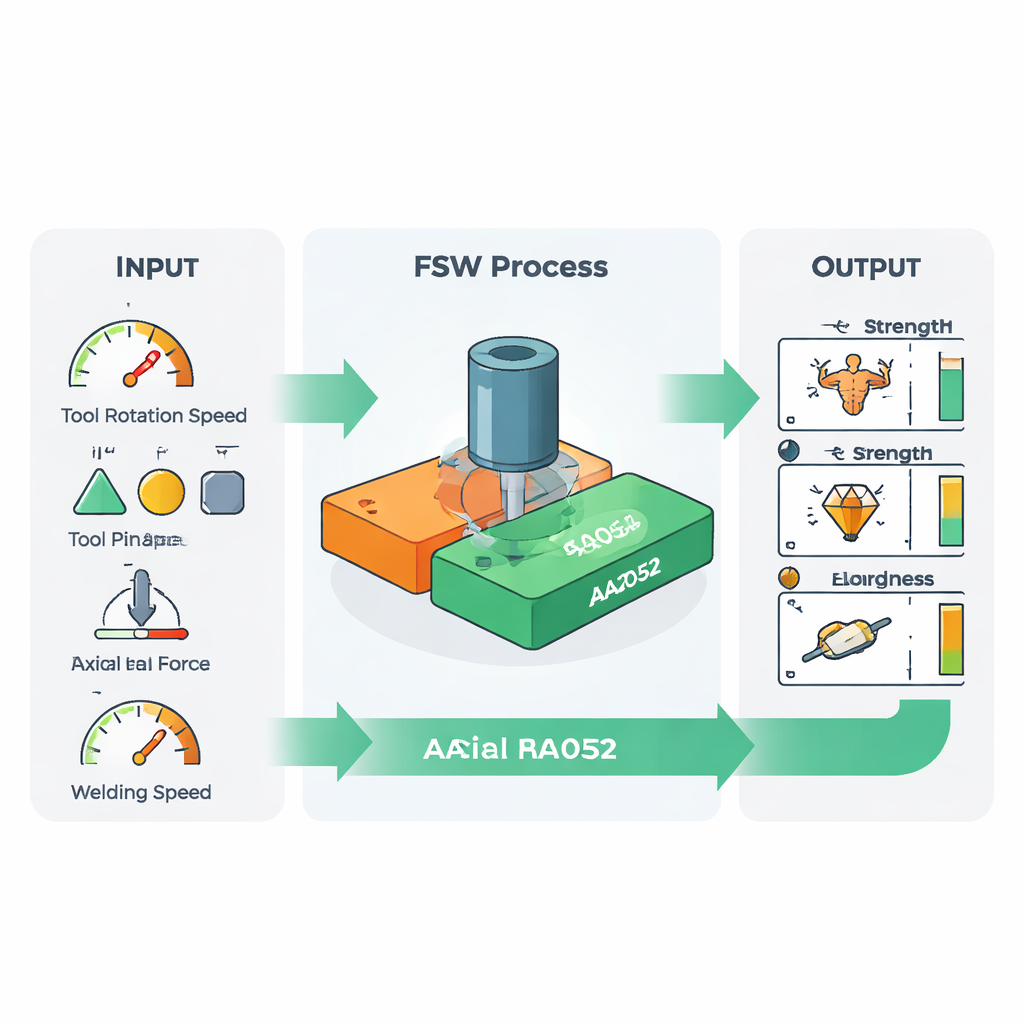
Le soudage par friction-malaxage ressemble plus à du pétrissage qu’à la fusion traditionnelle. Un outil dur en rotation est enfoncé dans la jointure entre deux plaques métalliques puis déplacé le long du joint. Le frottement assouplit, sans faire fondre, le métal afin qu’il puisse être malaxé et forgé ensemble pour former une liaison solide. Cela évite de nombreux problèmes du soudage classique, comme les pores, les fissures et les déformations. Dans cette étude, les auteurs se sont concentrés sur quatre paramètres clés : la vitesse de rotation de l’outil, la forme de son broche (triangle, cercle ou carré), la pression axiale appliquée et la vitesse de déplacement le long du joint. Ils voulaient déterminer comment ces réglages influencent la résistance finale, l’allongement et la dureté du soudage entre un alliage à haute résistance et traitable thermiquement (AA2014) et un alliage plus résistant à la corrosion (AA5052).
Utiliser des statistiques intelligentes pour trouver les meilleurs réglages
Tester toutes les combinaisons possibles de paramètres de soudage serait long et coûteux. L’équipe a donc utilisé une stratégie statistique appelée méthodologie de surface de réponse associée à un plan Box–Behnken. Cela les a guidés vers 29 expériences soigneusement choisies qui cartographient efficacement la façon dont les quatre paramètres influent sur quatre résultats importants : résistance ultime à la traction (la charge que le joint peut supporter avant rupture), limite d’élasticité (début de déformation permanente), allongement (capacité d’allongement) et microdureté (résistance à l’indentation). Ils ont ensuite utilisé une fonction de « désirabilité » pour rechercher un ensemble de paramètres de compromis qui maintient la résistance et la dureté élevées sans sacrifier trop la ductilité.
À quoi ressemble le soudage optimisé à l’intérieur
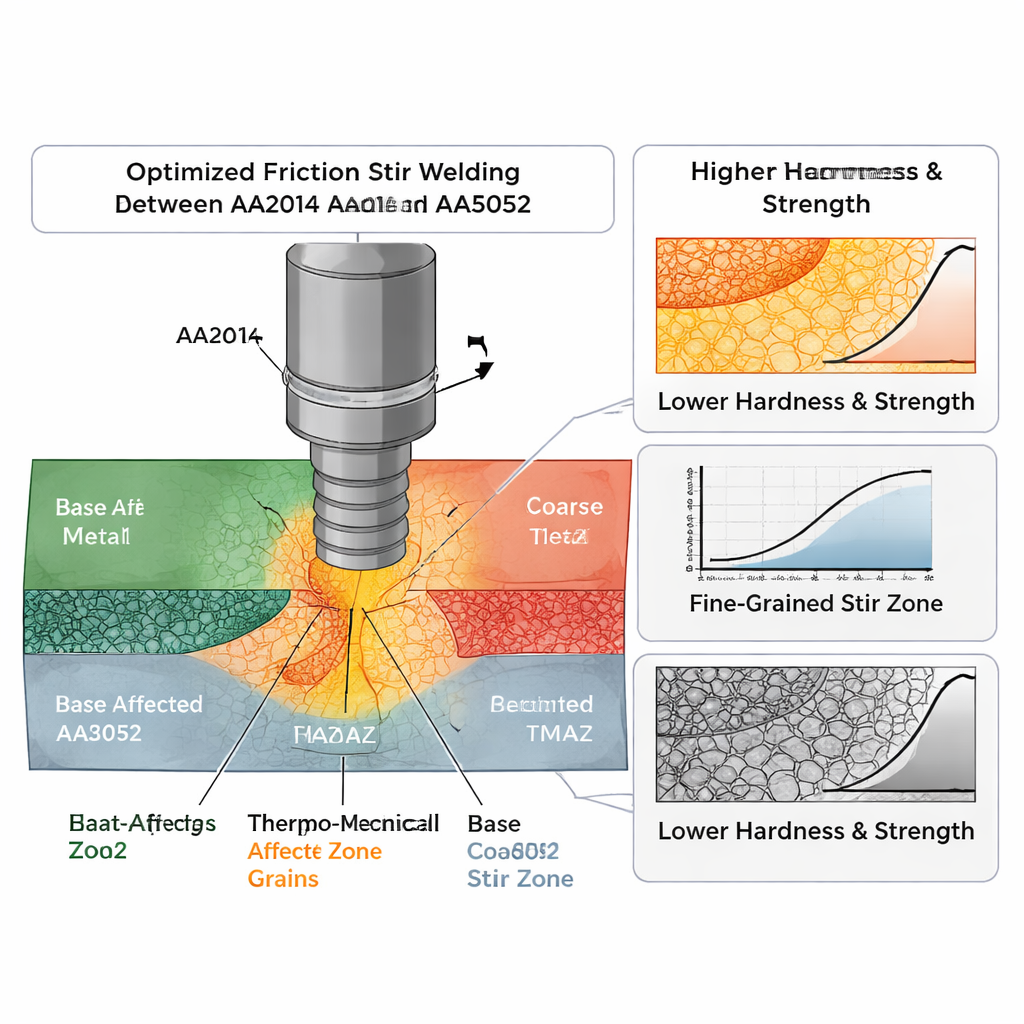
Le meilleur compromis trouvé utilise une vitesse de rotation modérément élevée (environ 1880 tours par minute), une broche de forme carrée, une charge axiale relativement élevée de 10 kN et une vitesse de soudage moyenne-élevée d’environ 17,6 mm par minute. Dans ces conditions, le joint atteint environ 258 MPa en résistance à la traction et 197 MPa en limite d’élasticité, avec une dureté légèrement supérieure à 100 sur l’échelle Vickers et un allongement d’environ 4,4 %. Des observations microscopiques détaillées expliquent pourquoi : dans la zone centrale de malaxage, les grains d’aluminium sont très fins et presque équiaxes, et de petites particules de renforcement sont réparties de façon homogène. Cette structure fine et uniforme est la marque d’une recristallisation dynamique complète — le métal a été reconfiguré au niveau microscopique pendant le malaxage.
Ce qui se passe lorsque les réglages sont mauvais
Pour illustrer les effets de paramètres inappropriés, les chercheurs ont comparé un soudage sous‑optimisé réalisé à une vitesse d’outil plus faible, avec une broche circulaire et une pression axiale réduite. Ce joint présentait des grains plus grossiers, des amas de particules dures et même des vides en tunnel là où le matériau n’avait pas comblé derrière l’outil. Sans surprise, sa résistance et sa dureté étaient inférieures, et les surfaces de rupture issues des tests de traction montraient des cavités plus grandes, inégales, et des signes de rupture précoce. En revanche, le joint optimisé a fracturé avec de nombreux petits cavités uniformes — preuve d’une rupture plus ductile et absorbant plus d’énergie, directement liée à sa microstructure affinée et exempte de défauts ainsi qu’à un profil de dureté plus favorable à travers le soudage.
Pourquoi cela compte pour les structures réelles
Pour les concepteurs de voitures, d’avions et de navires, le message est clair : le soudage par friction-malaxage peut assembler de façon fiable des alliages d’aluminium dissemblables, mais uniquement si le procédé est réglé avec soin. En combinant des expériences planifiées et la modélisation statistique, cette étude identifie une recette précise de vitesse de l’outil, de forme, de pression et de vitesse de déplacement qui donne un joint résistant, dur, tout en restant raisonnablement ductile entre AA2014 et AA5052. Le soudage optimisé évite les défauts internes et atteint un ensemble de propriétés équilibrées sans traitement thermique post‑soudage, offrant une voie pratique vers des structures plus légères et plus efficaces qui tirent meilleur parti des conceptions à alliages mixtes.
Citation: Soundararjan, S., Jeevakarunya, C., Raj Kumar, P. et al. Friction stir welding parameter optimization for dissimilar AA2014 and AA5052 aluminium alloys. Sci Rep 16, 7138 (2026). https://doi.org/10.1038/s41598-026-37562-3
Mots-clés: soudage par friction-malaxage, alliages d’aluminium, optimisation du soudage, structures légères, microstructure