Clear Sky Science · fr
Analyse expérimentale et numérique de l’emboutissage à froid de l’aluminium commercialement pur
Mise en forme des pièces métalliques avec moins de déchets
Des essieux de voiture aux pièces d’avion, de nombreux produits courants prennent d’abord la forme de blocs de métal mis en forme par compression. Ce procédé, appelé forgeage ou emboutissage, peut être source de gaspillage si des volumes importants doivent ensuite être usinés. L’étude décrite ici examine comment concevoir des pièces en aluminium de façon qu’elles soient embouties selon une forme déjà très proche de la taille finale, réduisant ainsi les déchets, la consommation d’énergie et les coûts.
Se rapprocher de la forme finale
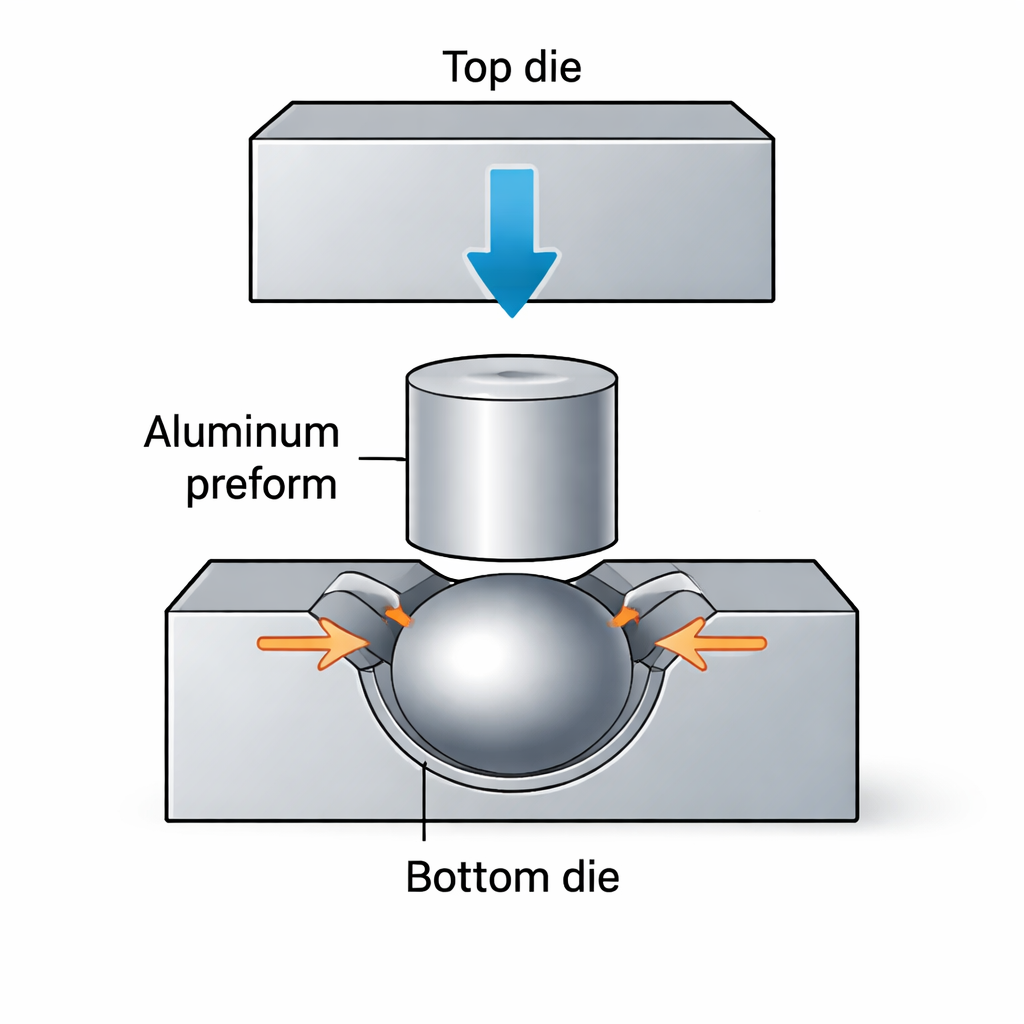
La recherche se concentre sur l’emboutissage « proche de la forme nette », où la pièce sort de la presse presque prête à l’emploi. Les auteurs ont travaillé avec de l’aluminium commercialement pur, un métal léger courant dans l’automobile, l’aéronautique et l’industrie marine. La pièce visée était une bille métallique de 40 millimètres de diamètre, formée à l’intérieur d’une cavité sphérique assortie dans un outil en acier appelé matrice fermée. Plutôt que d’utiliser la méthode par essais et erreurs sur le plancher d’usine, ils ont eu recours à des simulations informatiques pour concevoir la pièce de départ — le préforme — de sorte qu’elle remplisse proprement la cavité sphérique sans créer de bavures, ces fines ailerons de métal excédentaire qui doivent ensuite être coupés.
Tester différentes formes de départ
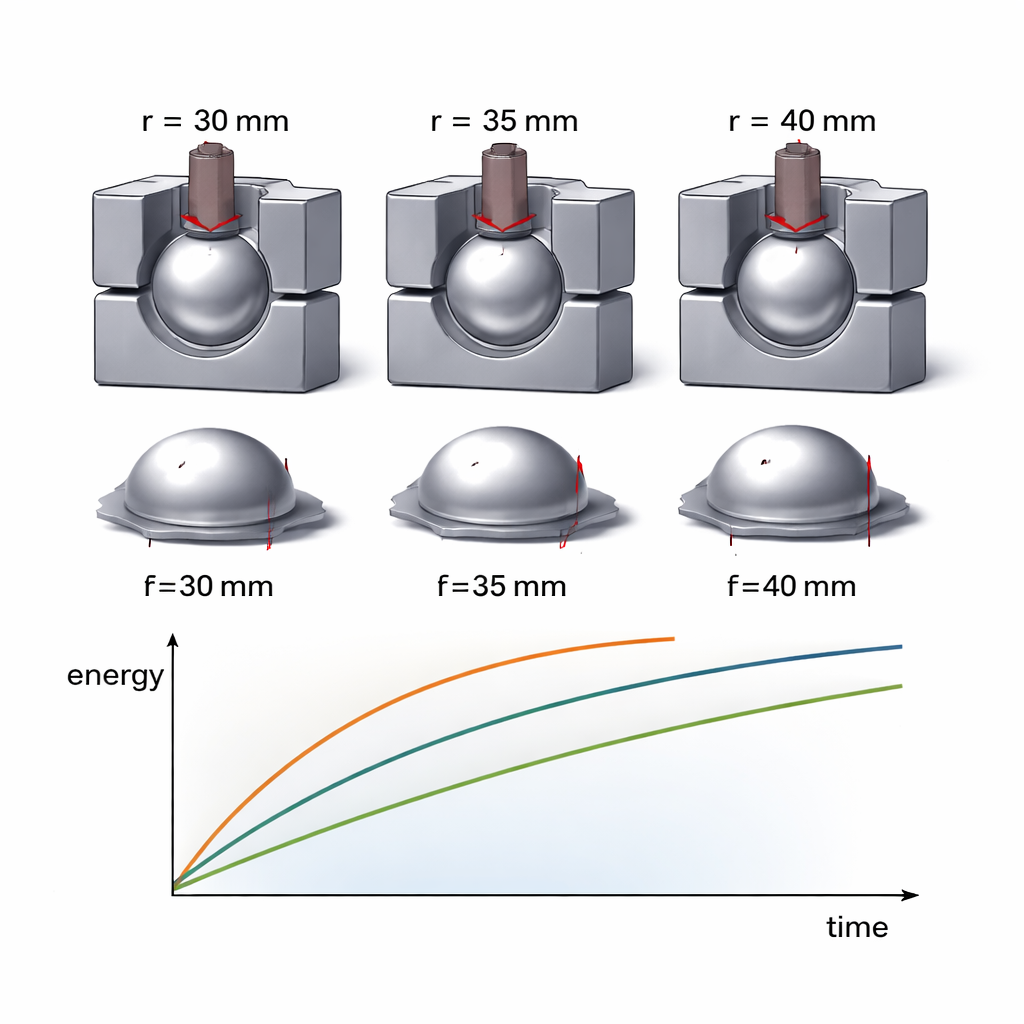
L’équipe a comparé plusieurs dessins de préforme, tous utilisant la même quantité d’aluminium. D’abord, ils ont examiné des blocs rectangulaires et cylindriques simples. La simulation a rapidement montré que le bloc rectangulaire poussait le matériau vers les coins de la matrice, générant d’importantes bavures et une pièce finale déformée. Le cylindre simple s’en est mieux sorti, mais la pièce présentait encore des zones plates au lieu d’une sphère lisse. Pour améliorer le résultat, les chercheurs ont ajouté une extrémité arrondie au cylindre. Ils ont ensuite testé trois versions de ce dessin, chacune avec une courbure d’extrémité différente — équivalente à des rayons sphériques de 40, 35 et 30 millimètres — tout en conservant le volume constant. À l’aide d’un logiciel d’éléments finis, ils ont suivi l’écoulement du métal vers l’extérieur et dans la cavité au fur et à mesure que la matrice supérieure descendait.
Suivre le métal et l’énergie
Les modèles informatiques ont révélé que, pendant l’emboutissage, l’aluminium s’étend d’abord facilement vers l’extérieur, puis rencontre une résistance croissante à mesure que la cavité se remplit et que les contraintes internes augmentent. Pour chaque préforme, l’énergie nécessaire pour poursuivre l’opération augmentait régulièrement dans le temps, principalement en raison du frottement entre le métal et la matrice et parce que le métal durcit lorsqu’il est comprimé. Parmi les trois cylindres arrondis, celui avec le plus petit rayon d’extrémité, 30 millimètres, remplit la cavité sphérique de la manière la plus homogène et nécessitait le moins d’énergie. Sa surface de contact limitée réduisait le frottement et le volume devant être forcé dans des zones étroites, améliorant ainsi l’efficacité du formage.
Vérifier le modèle informatique par l’expérience
Pour savoir si les simulations correspondaient au comportement réel, les chercheurs ont réalisé des essais d’emboutissage à froid à température ambiante en utilisant une presse d’essai de 100 tonnes et des matrices en acier trempé. Ils ont usiné des ébauches d’aluminium aux dimensions des préformes les plus performantes et les ont embouties dans la cavité sphérique. Les pièces embouties sont sorties presque sphériques, sans bavure et avec une surface propre, confirmant la pertinence de la conception de la préforme. Cependant, le processus réel a nécessité environ 13 % d’énergie de plus que prévu, et les billes finales étaient légèrement plus ovales que le modèle ne l’indiquait. Ces différences ont été principalement attribuées à un frottement plus fort et à un écrouissage plus marqué dans le métal réel que ce que les paramètres simplifiés du logiciel avaient supposé.
Pourquoi cela compte pour la fabrication
Au final, l’étude montre que des préformes soigneusement conçues, guidées par des simulations informatiques détaillées, peuvent aider les fabricants à emboutir des pièces en aluminium plus proches de la forme finale, consommant moins d’énergie et générant moins de déchets. Bien que les simulations ne captent pas toutes les nuances du frottement et du comportement des matériaux, elles se sont révélées suffisamment précises pour orienter la conception des préformes et éviter de nombreux essais coûteux. Pour le lecteur, la leçon principale est que des essais virtuels intelligents peuvent rendre le formage des métaux plus propre, moins cher et plus précis — ouvrant la voie à une production de composants pour l’automobile, l’aéronautique et d’autres applications exigeantes, plus efficace.
Citation: Sahu, K., Singh, M., Choudhary, H. et al. Experimental and numerical analysis on cold forging of commercially pure aluminum. Sci Rep 16, 6961 (2026). https://doi.org/10.1038/s41598-026-37220-8
Mots-clés: emboutissage à froid, aluminium, précision proche de la forme nette, simulation par éléments finis, conception d’outillage