Clear Sky Science · fr
Analyse comparative des électrodes en cuivre et en graphite en EMD des composites matrice métallique Al–SiC
Pourquoi cela compte pour les machines de haute technologie
Des éoliennes aux engins spatiaux, de nombreuses machines modernes reposent sur des pièces métalliques légères devant résister à des températures et des contraintes élevées. Les composites matrice métallique aluminium–carbure de silicium (Al–SiC) répondent à ces exigences, mais ils sont notoirement difficiles à façonner avec des outils coupants traditionnels. Cet article examine comment un procédé avancé basé sur des étincelles — l’usinage par décharge électrique (EDM) — peut usiner ces composites résistants plus efficacement, et pose une question pratique : quel matériau d’outil, cuivre ou graphite, est le mieux adapté ?
Façonner les métaux avec des étincelles plutôt qu’avec des lames
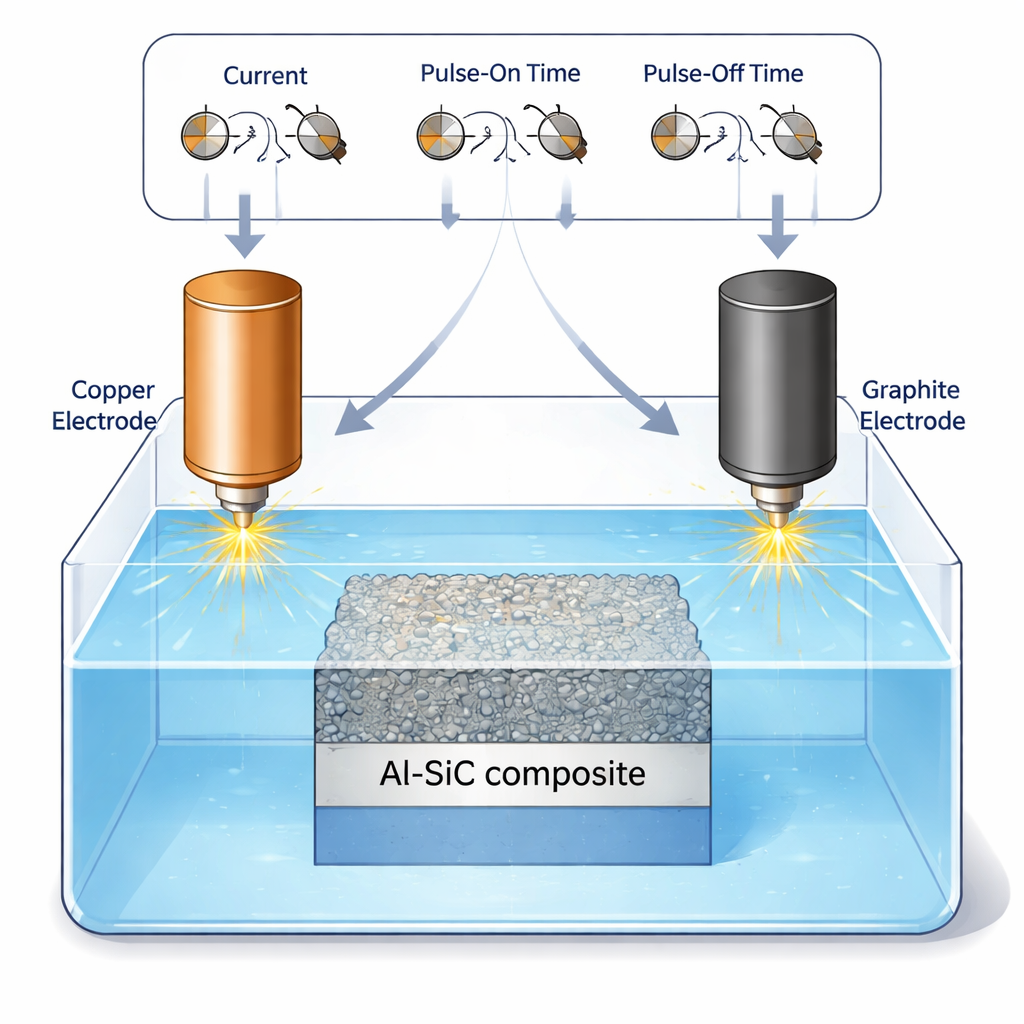
L’EDM fonctionne très différemment du fraisage ou du perçage. Dans une machine EDM à creuset, une électrode-outil solide et la pièce métallique sont tous deux immergés dans un bain de fluide isolant, typiquement du kérosène. Lorsqu’une tension contrôlée est appliquée et que l’écart entre l’outil et la pièce est très faible, une série de petites étincelles électriques jaillit à travers l’entrefer. Chaque étincelle porte localement le métal à plusieurs milliers de degrés Celsius, faisant fondre et vaporiser des particules microscopiques de matière. En balayant et en pulsant ces étincelles, les fabricants peuvent creuser des cavités précises dans des matériaux qui useraient rapidement des outils conventionnels.
Pourquoi les composites Al–SiC sont à la fois utiles et problématiques
Les composites Al–SiC associent un alliage d’aluminium familier à des particules dures de carbure de silicium. L’aluminium maintient la pièce légère, résistante à la corrosion et relativement facile à mouler, tandis que les particules céramiques augmentent fortement la dureté, la résistance à l’usure et la solidité. Ces propriétés rendent l’Al–SiC attractif pour des pièces mobiles dans des systèmes à grande vitesse tels que l’aérospatiale, les véhicules haute performance et les drones. L’inconvénient est que ces particules abrasives qui renforcent le composite usent également les outils coupants, augmentant les coûts et limitant les formes réalisables. L’EDM contourne ce problème car les étincelles enlèvent la matière sans que l’outil ne frotte physiquement la surface.
Mettre à l’épreuve les outils en cuivre et en graphite
Les chercheurs ont comparé deux matériaux d’outil courants en EDM : le cuivre, très conducteur, et le graphite, tolérant aux hautes températures. À l’aide d’un plan d’expériences statistique (conception Box–Behnken), ils ont fait varier trois paramètres principaux de la machine — le courant électrique, la durée de chaque impulsion d’étincelle (pulse-on) et la pause entre les impulsions (pulse-off). Pour chaque combinaison, ils ont mesuré la vitesse d’enlèvement de matière sur la pièce Al–SiC (material removal rate, MRR) et la vitesse d’usure de l’outil (tool wear rate, TWR). Ils ont ensuite utilisé des méthodes statistiques standard pour distinguer les tendances réelles du bruit aléatoire et construire des équations mathématiques reliant les réglages aux résultats d’usinage.
Ce que les étincelles ont révélé sur les performances
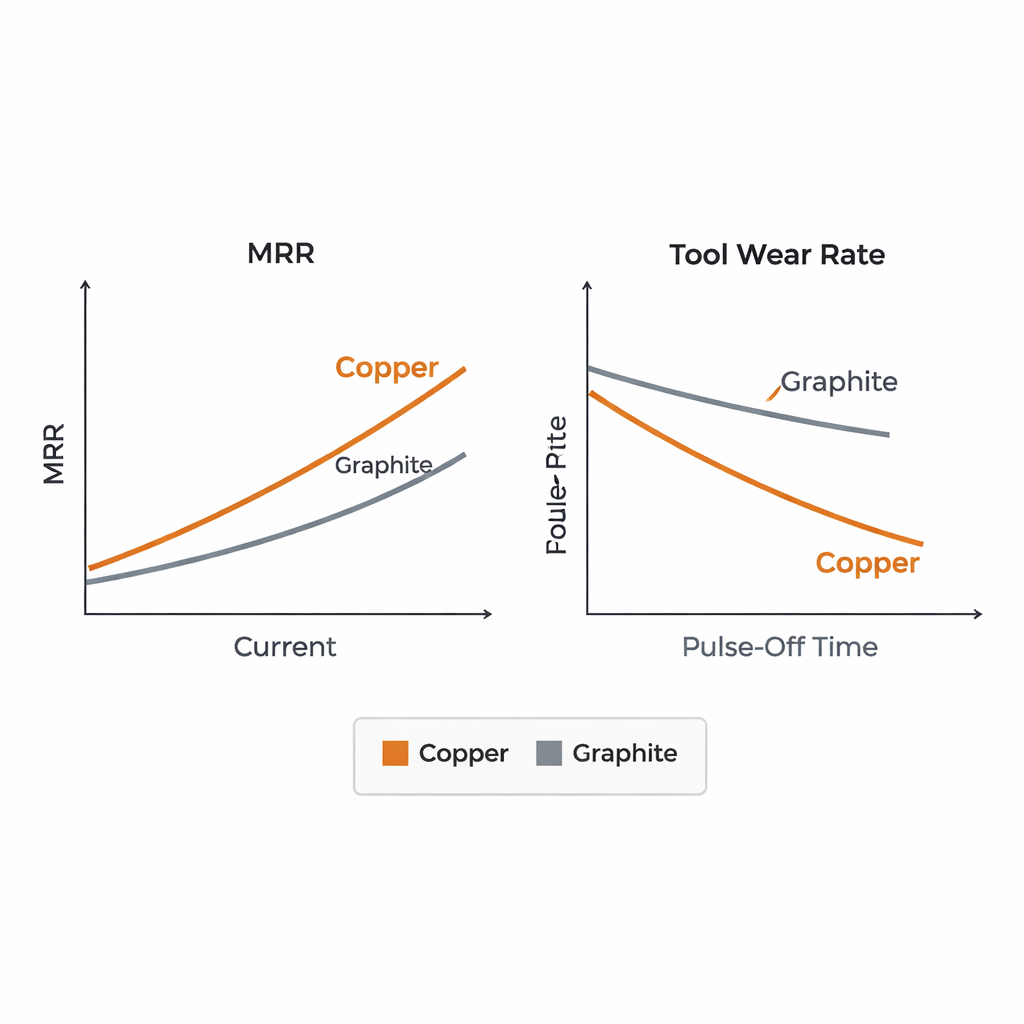
Pour les deux matériaux d’outil, un courant plus élevé et des durées de pulse-on plus longues ont généré des étincelles plus énergétiques, ce qui a augmenté la vitesse d’usinage du composite — mais a aussi tendance à accroître l’usure de l’outil. Des temps de pulse-off plus longs, en revanche, agissaient comme des pauses entre les étincelles. Ces intervalles laissaient l’outil refroidir et les débris fondus se décanter, ce qui réduisait systématiquement l’usure pour le cuivre comme pour le graphite. Lors de la comparaison directe des deux électrodes, le cuivre surperformait nettement le graphite : il a permis jusqu’à environ 18 % d’enlèvement de matière en plus tout en subissant approximativement 25 % d’usure en moins. Des images microscopiques confirment ces chiffres, montrant des surfaces d’outil plus lisses et moins endommagées pour le cuivre que pour le graphite après usinage.
Pourquoi le cuivre l’emporte
Le comportement supérieur du cuivre tient principalement à son excellente conductivité thermique et électrique. Le cuivre dissipe rapidement la chaleur intense de chaque étincelle, réduisant les dommages locaux et stabilisant le phénomène d’étincelage. Le graphite supporte des températures élevées, mais il n’évacue pas la chaleur aussi efficacement, ce qui provoque davantage de carbonisation et de cratérisation localisées. Pour un composite sensible à la chaleur comme l’Al–SiC, cette différence est importante : le cuivre permet un usinage plus rapide et plus stable avec moins de dommages collatéraux à l’outil et à la pièce. L’étude identifie également une recette pratique pour une productivité élevée : pour les outils en cuivre, un courant de 9 A avec des temps de pulse-on et pulse-off modérés a donné le taux d’enlèvement maximal.
Ce que cela implique pour la fabrication industrielle
Pour les ingénieurs et les fabricants, le message est simple. Lorsqu’on utilise l’EDM pour façonner des composites matrice métallique Al–SiC, les électrodes en cuivre sont généralement le meilleur choix, offrant un usinage plus rapide et une durée de vie d’outil supérieure au graphite. En ajustant soigneusement le courant et le timing des impulsions électriques — et en laissant suffisamment de pauses entre les étincelles pour limiter l’accumulation de chaleur — les ateliers peuvent usiner des pièces composites complexes de manière plus efficace et avec moins de déchets. Ces recommandations contribuent à rapprocher les résultats de laboratoire des pratiques industrielles, favorisant l’usage plus large de matériaux avancés légers dans les technologies exigeantes.
Citation: Shahapur, B., Barik, D., Majumder, H. et al. Comparative analysis of copper and graphite electrodes in EDM of Al–SiC metal matrix composites. Sci Rep 16, 6729 (2026). https://doi.org/10.1038/s41598-026-37162-1
Mots-clés: usinage par décharge électrique, composite aluminium carbure de silicium, électrode en cuivre, électrode en graphite, usure de l’outil