Clear Sky Science · fr
Étude expérimentale et modélisation des forces de coupe d’une fraise à bout sphérique à pas variable en usinage 5 axes
Pourquoi une coupe métallique plus douce compte
Des turboréacteurs aux engins spatiaux, de nombreuses machines modernes dépendent de pièces métalliques aux formes courbes et parois fines. Ces pièces doivent être usinées dans des alliages résistants, mais la moindre vibration ou force excessive pendant l’usinage peut laisser des marques, affaiblir le matériau ou réduire sa durée de vie. Cette étude s’attaque à une question pratique au cœur de la fabrication avancée : comment prédire les forces qui s’exercent sur un type particulier d’outil — une fraise à bout sphérique à pas variable — afin de permettre l’usinage de ces pièces complexes plus rapidement, avec plus de précision et moins de risques d’instabilités vibratoires ?
Un nouvel éclairage sur un outil familier
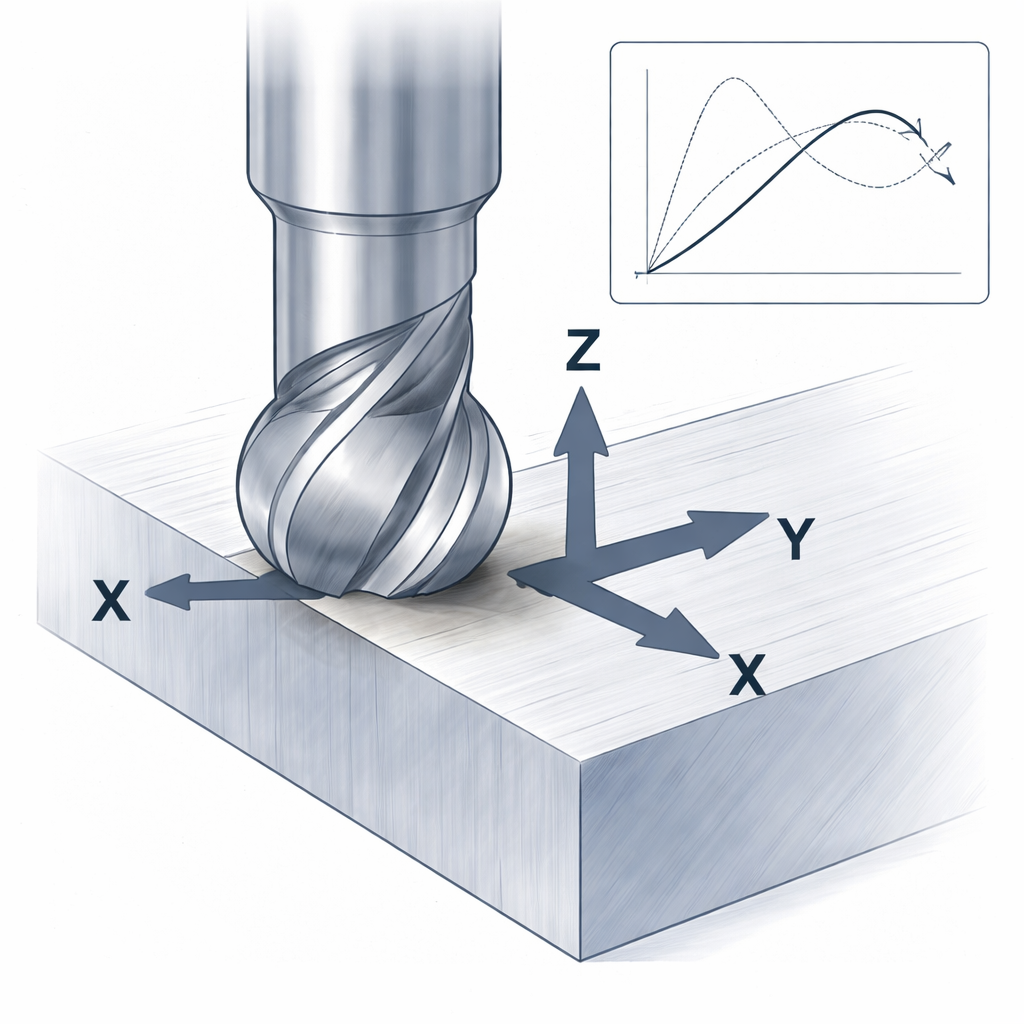
Les fraises à bout sphérique sont des outils courants dont les pointes arrondies peuvent tracer des surfaces lisses que les outils plats n’atteignent pas facilement. Mais cette forme ronde rend aussi leur comportement difficile à prévoir. La vitesse de coupe varie de zéro au tout-dernier sommet à une valeur maximale sur les flancs, et sur des machines multi-axes l’outil s’incline et pivote en permanence. De plus, cette étude porte sur des outils « à pas variable », où l’écartement entre arêtes coupantes successives est volontairement irrégulier. Cet espacement inégal aide à rompre les vibrations, mais complique aussi la façon dont les forces se développent pendant la coupe. Pour prendre en compte cela, les auteurs construisent un modèle mathématique détaillé qui relie la géométrie et le mouvement d’un tel outil aux forces qu’il génère en situation d’usinage réelle.
Cartographier le contact invisible entre outil et métal
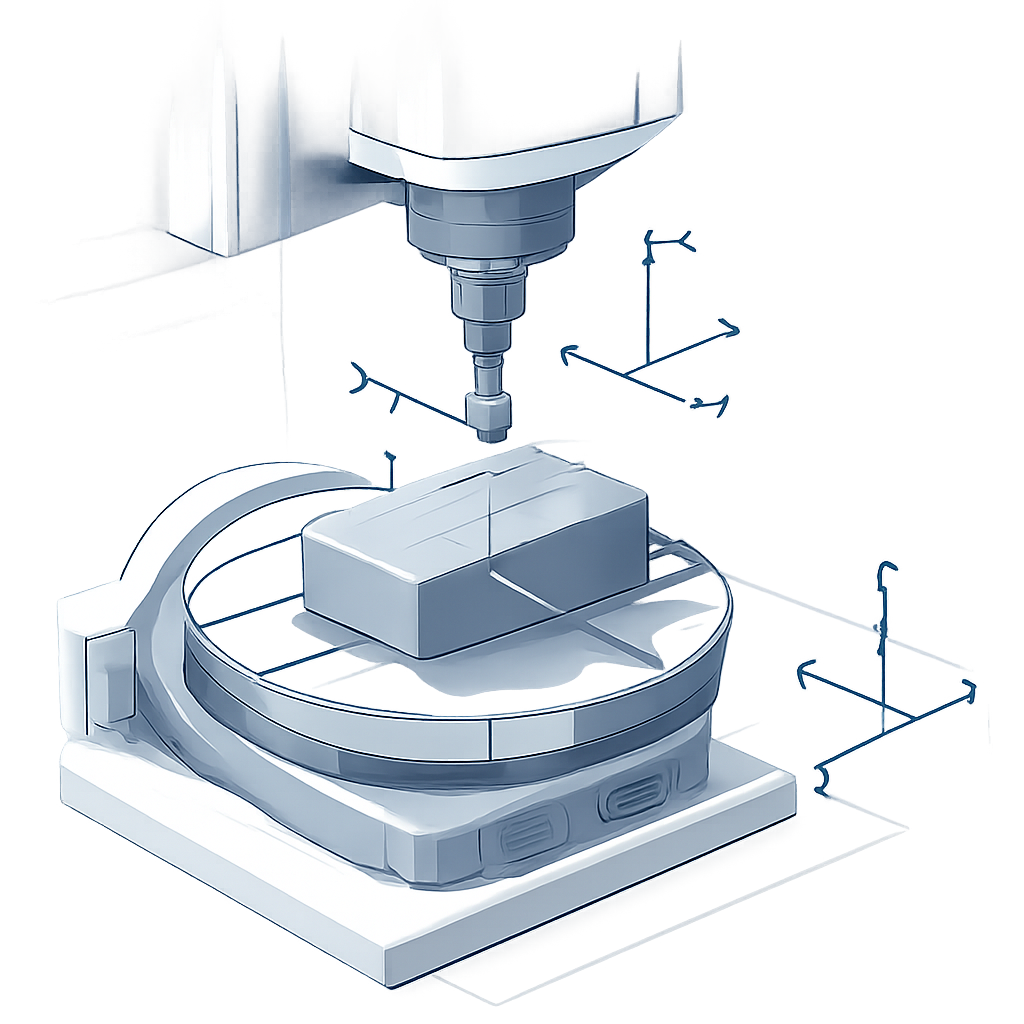
Au cœur du travail se trouve une description attentive de la manière dont le tranchant rencontre effectivement le métal. Les auteurs définissent plusieurs systèmes de coordonnées : un lié à la machine, un au pièce, un à l’outil et un qui suit la direction d’avance. À l’aide de ces repères, ils décrivent précisément où se trouve chaque petit segment du tranchant dans l’espace à chaque instant. Plutôt que d’essayer de suivre directement une zone d’engagement tridimensionnelle et mobile — ce qui serait extrêmement complexe — ils projettent la zone de contact sur un plan perpendiculaire à l’axe de l’outil. Cette simplification astucieuse leur permet de déterminer, pour chaque élément microscopique du tranchant, les angles d’entrée et de sortie dans la matière et la profondeur de coupe locale.
Construire les forces à partir de petits éléments
Une fois le contact déterminé, l’étude traite le tranchant comme une pile d’éléments très petits le long de l’axe de l’outil. Pour chaque élément, le modèle calcule l’épaisseur du copeau et la longueur de ce segment de tranchant. La force de coupe locale est ensuite scindée en deux composantes : une issue du cisaillement du matériau et une plus petite due à l’effet de bourrage et de frottement lorsque l’arête frotte et pousse. Ces forces élémentaires sont exprimées selon trois directions — tangentielle, radiale et axiale — puis converties dans les directions X, Y et Z propres à l’outil et sommées le long de tout le tranchant. Parce que les outils à pas variable ne subissent pas les mêmes conditions d’avance sur chaque dent, le modèle ajuste aussi l’épaisseur du copeau dent par dent, capturant comment l’espacement irrégulier reconfigure la distribution des forces et contribue à amortir les vibrations.
Des équations aux copeaux réels de titane
Un modèle n’est utile que s’il correspond à la réalité, aussi l’équipe a mené des essais d’usinage contrôlés sur des plaques d’alliage de titane — un matériau largement utilisé en aérospatiale pour sa résistance et sa tenue à la chaleur. En employant une fraise à bout sphérique quatre dents à pas variable sur une machine 5 axes, ils ont mesuré les forces dans trois directions avec une cellule de charge de haute précision tout en variant la profondeur de passe et l’avance par dent. Plutôt que des coupes en pleine gorge, ils ont réalisé des passes superficielles proches des opérations de finition réelles, où souvent une seule dent est en prise à la fois. À partir de ces mesures, ils ont extrait des forces moyennes par dent et les ont utilisées pour calibrer les coefficients de force de coupe inconnus dans leurs équations, permettant au modèle de s’ajuster au comportement réel de l’outil et du matériau.
Quelle est la qualité des prédictions ?
Avec les coefficients calibrés, les auteurs ont réalisé des simulations avec les mêmes conditions de coupe que les expériences et ont comparé directement forces prédictes et forces mesurées. Les formes d’ondes, pics et creux dans les trois directions concordent étroitement, et une analyse détaillée des erreurs montre un écart maximal de 6,74 %. Ce niveau de précision est suffisant pour des usages pratiques tels que le choix de paramètres de coupe sûrs, l’évitement du chavirage vibratoire et l’optimisation de la conception d’outils. L’étude montre également comment la variation des angles d’inclinaison de l’outil modifie la zone de contact et déplace la zone de charge le long du bout sphérique, offrant une interprétation plus intuitive pour les planificateurs de processus.
Ce que cela implique pour l’usinage futur
Pour les non-spécialistes, l’idée principale est que ce travail propose une méthode scientifique pour prédire le comportement d’un outil de coupe complexe avant même de retirer de la matière. En combinant une compréhension géométrique, la physique de formation du copeau et des expériences ciblées, les auteurs ont créé un modèle de forces adapté aux fraises à bout sphérique à pas variable en finition multi-axes. Cela peut aider les fabricants à solliciter davantage leurs machines sans sacrifier la qualité de surface, réduire les réglages par essais-erreurs et concevoir outils et trajectoires qui limitent les vibrations. À long terme, de tels modèles favorisent une production plus fiable de pièces légères et haute performance destinées aux avions, turbines et autres technologies exigeantes.
Citation: Tian, W., Zhou, J., Ren, J. et al. Modeling and experimental study of cutting forces of a variable pitch ball-end cutter in five-axis milling. Sci Rep 16, 6541 (2026). https://doi.org/10.1038/s41598-026-36982-5
Mots-clés: usinage 5 axes, fraises à pas variable, fraisage à bout sphérique, modélisation des forces de coupe, usinage du titane