Clear Sky Science · fr
Optimisation pilotée par les données des paramètres d’usinage du Hastelloy C276 via les cadres PSO et TLBO
Pourquoi ce métal résistant compte
Des turboréacteurs aux réacteurs chimiques, de nombreux systèmes critiques reposent sur des métaux capables de résister à des températures extrêmes et à des milieux chimiques agressifs. Le Hastelloy C276 fait partie de ces alliages « super », mais sa ténacité le rend notoirement difficile et coûteux à usiner avec précision. Cette étude examine comment usiner ce métal récalcitrant de manière plus propre, moins chère et plus durable en combinant des méthodes avancées de refroidissement et une optimisation informatique intelligente.
Quatre façons de garder la coupe au frais
Les chercheurs se sont concentrés sur un processus de fraisage, où un outil tournant façonne une surface plane sur un bloc de Hastelloy C276. Ils ont comparé quatre modes de refroidissement et de lubrification de la zone de coupe : sans fluide (usinage à sec), une fine brume d’huile en quantité minimale (lubrification en quantité minimale, ou MQL), la même brume enrichie de nanoparticules céramiques (nano-MQL), et un jet de dioxyde de carbone très froid (CO₂ cryogénique). En utilisant un ensemble structuré de 16 essais soigneusement planifiés, ils ont fait varier la vitesse de coupe et l’enlèvement de matière par révolution. Pour chaque essai, ils ont mesuré quatre résultats pratiques importants en atelier : la rugosité de la surface finie, la force de coupe, la vitesse d’usure de l’outil et la température de la zone de coupe. 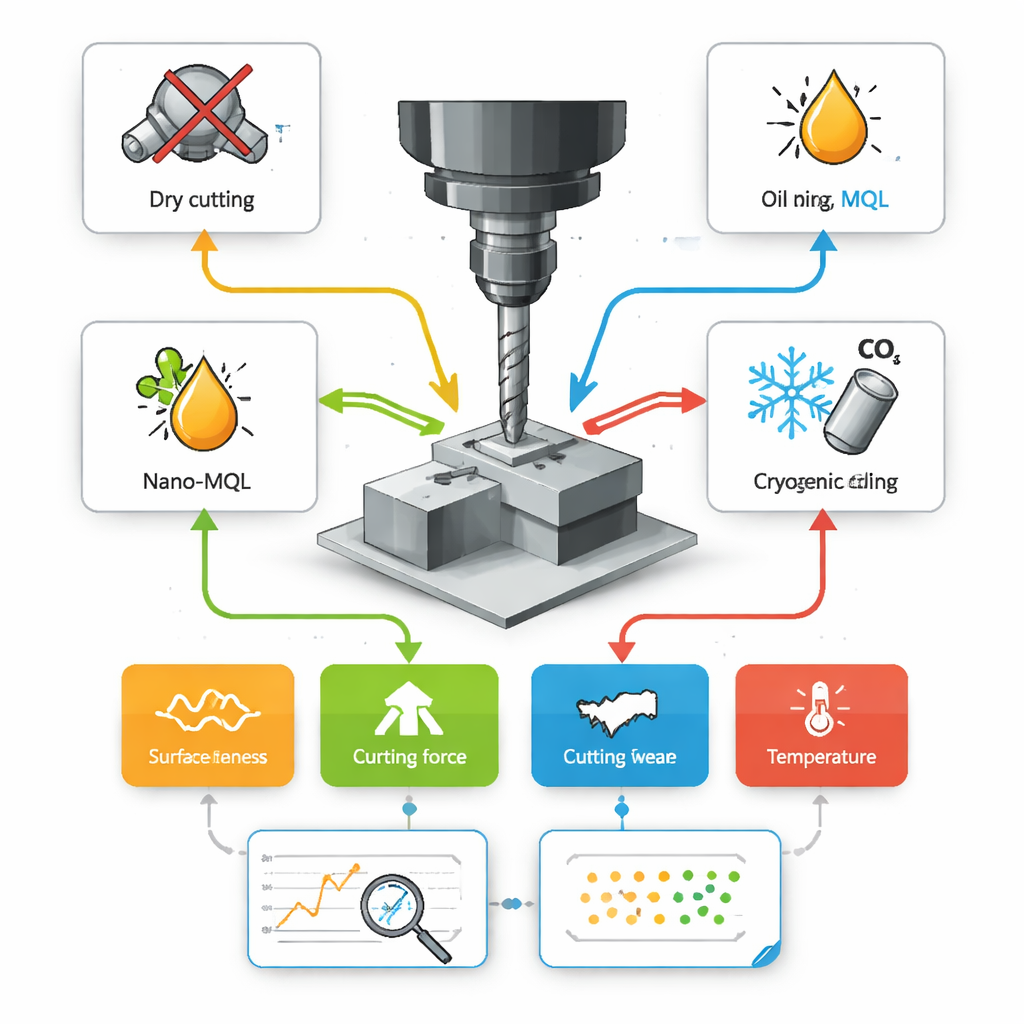
Ce qui arrive à l’outil et à la surface
Comme prévu, pousser le procédé plus loin avec des vitesses plus élevées et des avances plus importantes tendait à augmenter les forces de coupe, élever les températures et accélérer l’usure de l’outil. Des images microscopiques ont montré de minuscules fragments de l’alliage collés au tranchant puis arrachés, un processus appelé usure adhésive, tandis que des particules dures dans l’alliage rayeaint l’outil comme du papier de verre, provoquant une usure abrasive. Ces modes de dégradation sont apparus dans toutes les conditions, mais étaient beaucoup moins sévères lorsque le refroidissement cryogénique au CO₂ était utilisé. La neige froide de CO₂ frappant l’interface outil–copeau a rapidement extrait la chaleur et réduit la tendance du métal à se souder à l’outil. Cela a non seulement ralenti l’usure de l’outil, mais aussi permis de conserver un tranchant plus net, ce qui a produit une surface plus lisse sur la pièce.
Comment les choix de refroidissement modifient forces et chaleur
L’étude a montré que l’usinage à sec donnait les pires résultats : surfaces rugueuses, forces de coupe élevées et températures très élevées sur l’outil. Le MQL et le nano-MQL ont amélioré la lubrification et entraîné des réductions modérées de friction et de température, mais étaient limités par la capacité des gouttelettes d’huile à atteindre l’espace étroit où l’outil rencontre le copeau. L’option CO₂ cryogénique s’est distinguée. Par rapport à l’usinage à sec, elle a réduit la rugosité de surface et la force de coupe d’environ 30–40 % et a significativement abaissé les températures et l’usure des outils. La raison tient à la façon dont le CO₂ à haute pression se détend à travers une petite buse, se transformant en un spray de « neige » froide à forte capacité de refroidissement. Cette neige reste brièvement dans la zone de coupe, emportant de grandes quantités de chaleur sans laisser de résidu huileux sur la pièce.
Laisser les algorithmes choisir les meilleurs réglages
Choisir la bonne combinaison de vitesse de coupe, d’avance et de méthode de refroidissement est un exercice d’équilibre : un réglage peut donner une surface lisse mais user rapidement les outils, tandis qu’un autre préserve les outils mais ralentit la production. Pour naviguer ces compromis, l’équipe a utilisé deux algorithmes informatiques inspirés de la nature. Le premier, Particle Swarm Optimization (PSO), imite un essaim d’oiseaux en recherche de nourriture ; le second, Teaching–Learning-Based Optimization (TLBO), reproduit la façon dont une classe d’étudiants apprend du professeur et entre eux. Les chercheurs ont demandé aux deux algorithmes de trouver des conditions de coupe qui minimisent conjointement la rugosité de surface, la force de coupe, l’usure de l’outil et la température. Au fil de nombreux essais simulés, le PSO a plus souvent approché très près de la meilleure solution possible, tandis que le TLBO a obtenu de bonnes réponses plus rapidement avec moins de calcul. Dans les deux cas, le « juste milieu » recommandé impliquait des conditions de coupe modérées associées au refroidissement cryogénique au CO₂, et les expériences ont confirmé la précision des prédictions. 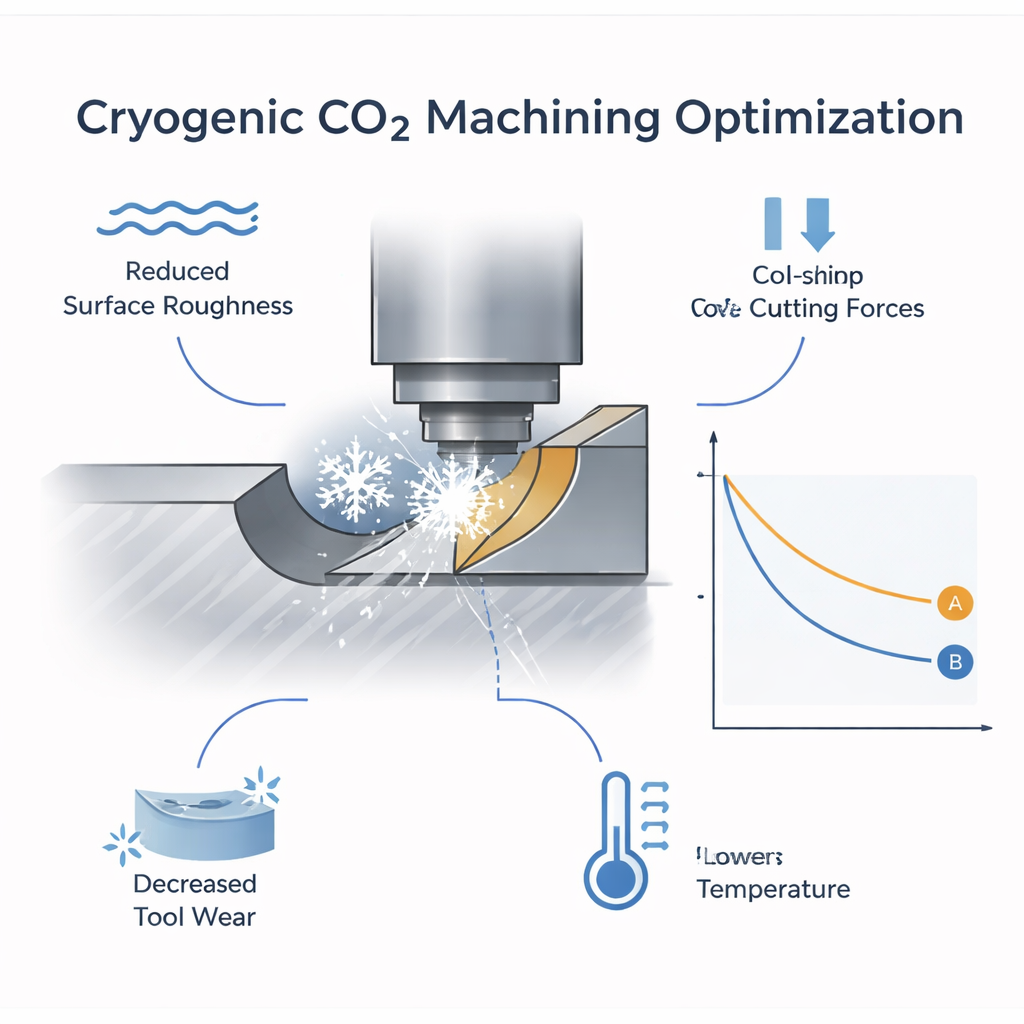
Ce que cela signifie pour la fabrication réelle
Pour les ateliers usinant le Hastelloy C276, ces résultats offrent un double avantage : une meilleure qualité de pièce et une plus longue durée de vie des outils, obtenues de manière plus propre. Le refroidissement cryogénique au CO₂, guidé par une optimisation pilotée par les données, permet aux entreprises de réduire l’usage des liquides de refroidissement à base d’huile — souvent salissants à manipuler et à éliminer — tout en protégeant outils et surfaces. En termes simples, le travail montre que l’association d’un « spray » très froid et sec de CO₂ avec des algorithmes intelligents peut transformer une opération d’usinage difficile et coûteuse en un procédé plus prévisible, efficace et respectueux de l’environnement.
Citation: Abualhaj, M.M., Venkatesh, B., Parmar, K.D. et al. Data-driven optimization of machining parameters for Hastelloy C276 using PSO and TLBO frameworks. Sci Rep 16, 5280 (2026). https://doi.org/10.1038/s41598-026-36275-x
Mots-clés: Usinage du Hastelloy, refroidissement cryogénique au CO2, lubrification en quantité minimum, réduction de l’usure des outils, optimisation évolutionnaire