Clear Sky Science · fr
Optimisation des paramètres de processus pour des pièces en céramique d’alumine fabriquées par dépôt de matière fondu
Pourquoi des pièces imprimées en 3D plus résistantes sont importantes
À mesure que l’impression 3D passe des gadgets de loisir à des composants industriels réels, les fabricants recherchent des pièces non seulement faciles à façonner, mais aussi résistantes, thermiquement stables et durables. Les céramiques, comme l’alumine, sont déjà des matériaux de choix dans les moteurs, l’électronique et les outils médicaux, mais elles sont notoirement difficiles à usiner. Cette étude explore comment imprimer de manière fiable des pièces en alumine avec une imprimante de type bureau courante, en proposant une « recette » étape par étape que d’autres peuvent suivre et comparer, à la manière d’une méthode de cuisson standardisée pour des ingrédients très exigeants.
Transformer une imprimante plastique en outil céramique
Les chercheurs travaillent avec le dépôt de matière fondu (FDM), la même technologie de base utilisée par de nombreuses imprimantes grand public qui fondent un filament plastique et le déposent en fines bandes. Au lieu de plastique pur, ils alimentent l’imprimante avec un filament composite qui mélange une poudre céramique d’alumine et un liant polymère amovible. Après l’impression, le plastique doit être lavé et éliminé par calcination, laissant une pièce céramique dense. Comme de petits changements de température, de vitesse ou d’épaisseur de couche peuvent faire gondoler, fissurer ou faire perdre du détail à l’objet imprimé, l’objectif principal de l’équipe est d’établir une procédure structurée pour trouver des réglages fiables pour ce matériau délicat et documenter le comportement des pièces.
Une recette en deux phases pour de meilleures impressions
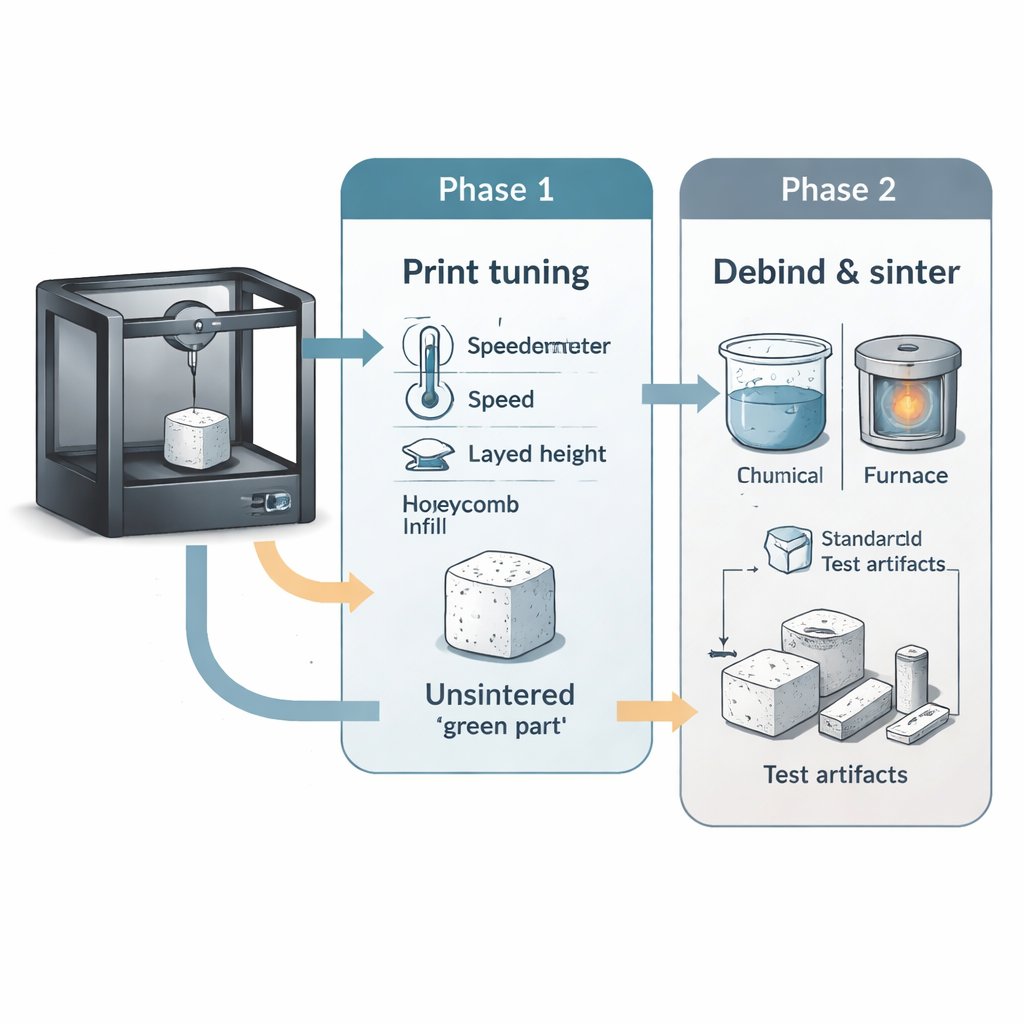
L’optimisation est divisée en deux phases. Dans la première phase, l’équipe se concentre uniquement sur l’étape d’impression, en travaillant sur des pièces dites « green » qui n’ont pas encore été traitées chimiquement ou thermiquement. Ils impriment des formes d’essai simples et ajustent la température de la buse, la température du plateau, la vitesse d’impression, la hauteur de couche, l’épaisseur des parois et le motif d’infill au travers de plusieurs itérations. Ralentir la vitesse d’impression bien en dessous de celle utilisée pour les plastiques courants et choisir une hauteur de couche modérée (0,15 mm) s’avèrent cruciaux pour obtenir des parois régulières et des bases planes. Ils affinent aussi la distance entre la buse et la plate‑forme pour éviter des jeux ou des couches aplaties sur la surface inférieure.
Ajuster les pièces en fonction du retrait et de la chaleur
Dans la deuxième phase, les pièces imprimées suivent l’intégralité du processus céramique : d’abord un bain chimique dans l’acétone pour dissoudre une partie du liant, puis un long traitement thermique contrôlé en four pour éliminer le reste et frittér l’alumine à environ 1550 °C. Ces étapes provoquent un retrait d’environ un cinquième dans chaque direction et peuvent introduire du gauchissement ou des fissures. Pour y faire face, l’équipe fait varier systématiquement les facteurs d’échelle de conception, le nombre de couches solides inférieures et supérieures, le nombre de lignes de paroi et la densité et le motif de remplissage interne. Ils en déduisent un ensemble de valeurs d’échelle et de réglages structurels qui produisent des pièces suffisamment épaisses et robustes pour survivre au post‑traitement sans s’effondrer, tout en n’étant pas si denses que des solvants ou des gaz risquent d’être piégés.
Éprouver le procédé
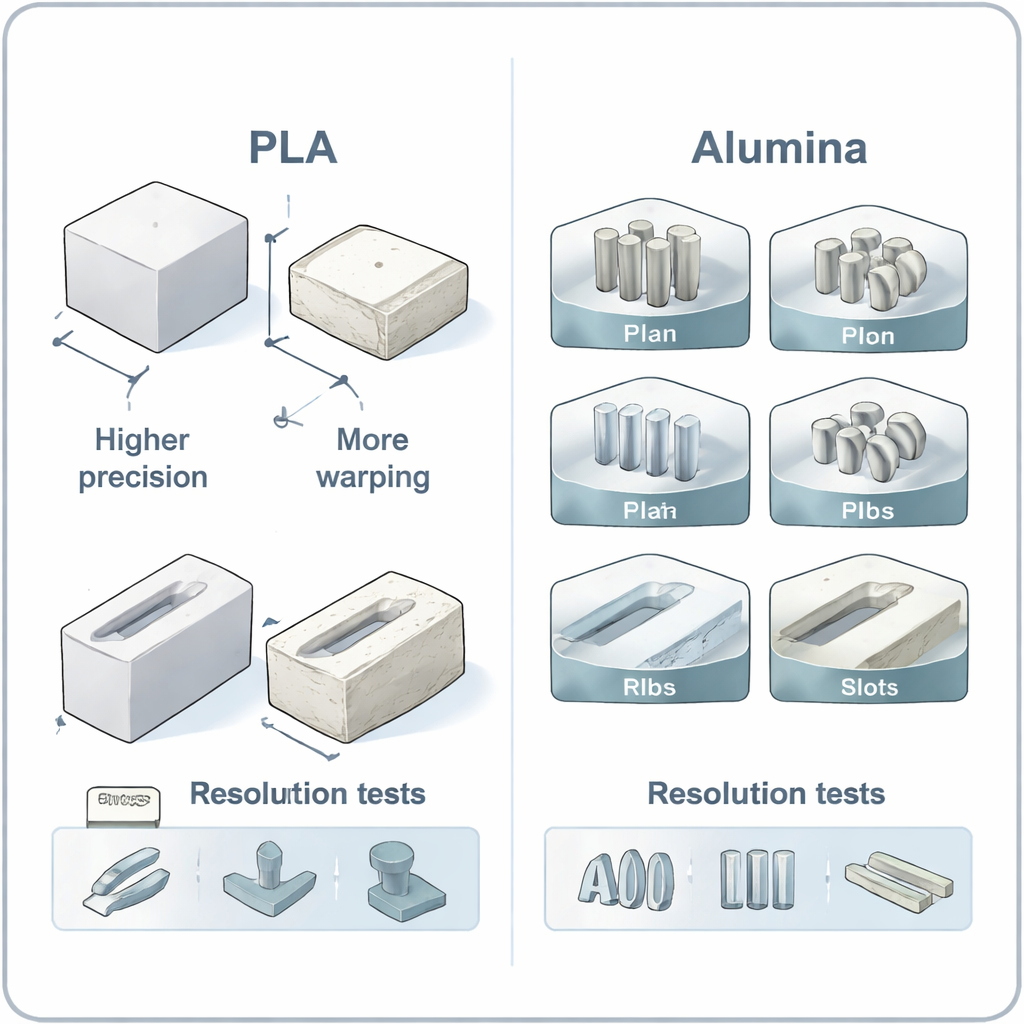
Pour évaluer l’efficacité de leurs réglages optimisés, les auteurs impriment des « artefacts de test » normalisés définis dans une norme internationale ISO. Ces formes examinent trois qualités pratiques : la précision dimensionnelle globale, les plus petites caractéristiques que l’imprimante peut encore former (résolution), et la finition de surface, notamment sur les surplombs inclinés. Ils fabriquent des ensembles complets à la fois en alumine et en un plastique courant, le PLA, en utilisant pour chaque matériau ses paramètres réputés optimaux. Des mesures précises montrent que les pièces en alumine ont généralement un retrait et une torsion plus importants, surtout après l’étape de four à haute température, ce qui dégrade la précision selon les trois axes. Les fines broches et les petits trous imprimables en PLA peuvent se déformer, disparaître lors des traitements par solvant et thermique, ou se refermer dans l’alumine.
Ce que cela signifie pour l’usage réel
Pour un non‑spécialiste, la conclusion principale est que l’on peut effectivement produire des pièces fonctionnelles en céramique d’alumine sur une imprimante 3D de type FDM, mais qu’elles n’atteignent pas encore la précision ni la douceur de surface des pièces plastiques bien imprimées. Le travail fournit une voie claire et reproductible pour régler températures, vitesses, paramètres de paroi et de remplissage, et corrections d’échelle, et il identifie les limites actuelles : le gauchissement pendant le chauffage, la perte de très petits détails et des surfaces plus rugueuses sur les surplombs raides. En formalisant ce flux d’optimisation et en pointant les points faibles restants aux étapes de déliantage et de frittage, l’étude offre à l’industrie et aux chercheurs un point de départ concret pour transformer des imprimantes peu coûteuses en outils de fabrication céramique plus performants.
Citation: Meana, V., Meana, L., Cuesta, E. et al. Process parameter optimization for alumina ceramic parts manufactured by fused deposition modelling. Sci Rep 16, 6072 (2026). https://doi.org/10.1038/s41598-026-36153-6
Mots-clés: impression 3D céramique, dépôt de matière fondu, alumine, optimisation de processus, fabrication additive