Clear Sky Science · fr
Amélioration des performances de la micromécanique par décharge électrochimique du verre borosilicaté grâce à l’assistance en gaz nitrogène
Pourquoi les minuscules pièces en verre comptent
Des dispositifs « lab-on-a-chip » qui analysent une goutte de sang aux pompes miniatures intégrées aux implants médicaux, de nombreuses technologies modernes reposent sur de petites pièces en verre. Le verre borosilicaté est particulièrement prisé car il est transparent, résistant et peu sensible aux produits chimiques et à la chaleur. Mais sculpter des formes microscopiques précises dans ce verre fragile sans le fissurer est étonnamment difficile. Cette étude explore une nouvelle façon de « modeler » des micro‑structures dans le verre borosilicaté en utilisant des étincelles électriques contrôlées dans une atmosphère d’azote, dans le but de rendre le procédé plus propre, plus efficace et plus respectueux des outils et de l’environnement.
Transformer les étincelles en outil de taille du verre
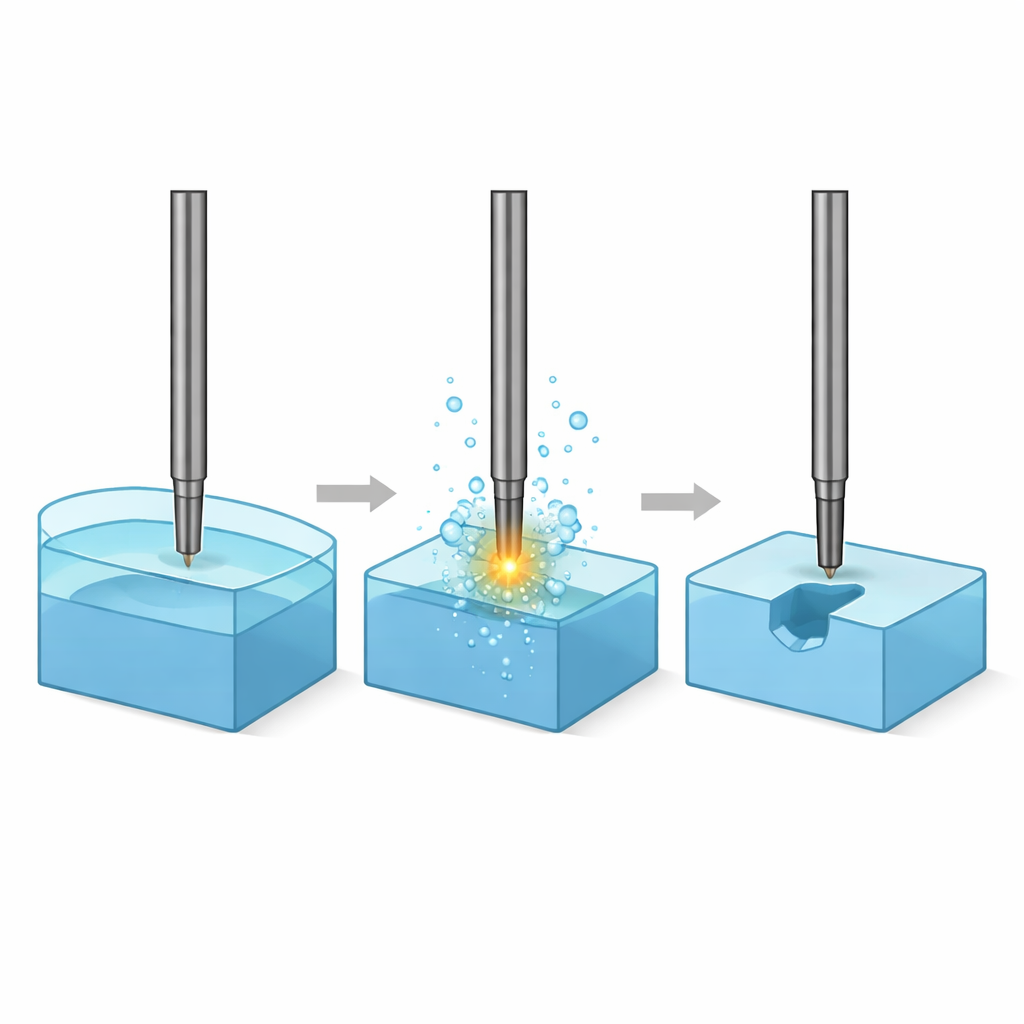
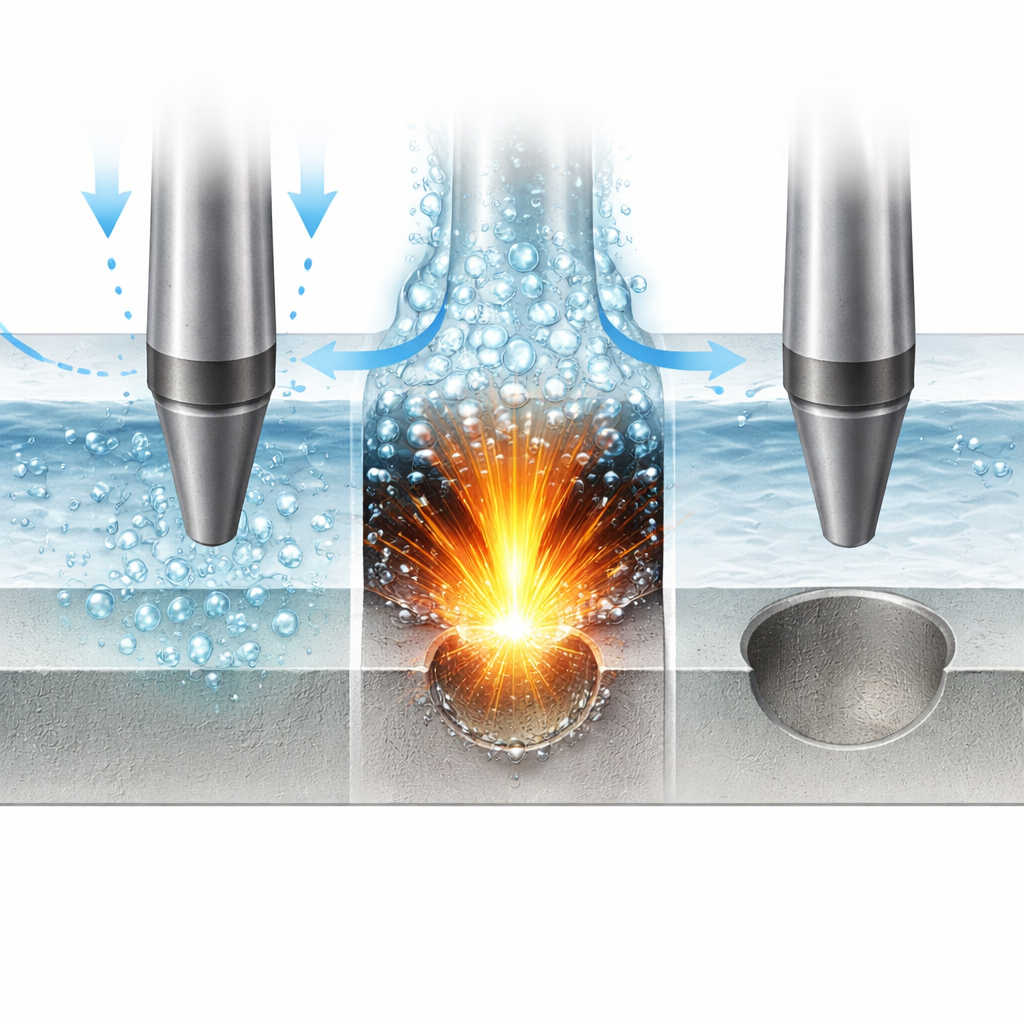
Les chercheurs se concentrent sur une technique spécialisée appelée micromoulage par décharge électrochimique. En termes simples, un outil métallique fin est plongé dans un liquide conducteur d’ions et rapproché de la surface du verre. Lorsqu’une tension est appliquée, de minuscules bulles de gaz se forment autour de l’outil et, dans de bonnes conditions, des décharges électriques traversent cette couche gazeuse et enlèvent du verre. Traditionnellement, ces décharges peuvent être instables, provoquant des fissures aléatoires, un enlèvement de matière lent et une usure rapide de l’outil. L’idée principale de l’équipe est d’inonder la zone d’usinage d’un flux d’azote doux, ce qui favorise la formation d’un film gazeux plus stable entre l’outil et le verre. Ce film stable canalise l’énergie des étincelles de manière plus uniforme, transformant un procédé chaotique et bruyant en un procédé plus prévisible.
Trouver le point optimal pour une découpe plus propre
Pour savoir comment piloter ce procédé en douceur, l’équipe a fait varier systématiquement trois paramètres principaux : la tension appliquée, la concentration de la solution d’hydroxyde de sodium qui sert d’environnement liquide, et le débit d’azote. Pour chaque configuration, ils ont mesuré la quantité de verre retirée et l’usure du métal de l’outil. Plutôt que d’optimiser ces deux résultats séparément, ils les ont traités comme des objectifs liés : enlever le maximum de verre tout en préservant l’outil au maximum. À l’aide d’outils statistiques et d’une méthode de décision multi‑objectif, ils ont cartographié les combinaisons de tension, de concentration chimique et de débit gazeux offrant les meilleurs compromis. Ils ont constaté que maintenir un débit d’azote modéré et éviter des solutions excessivement concentrées conduisait à un usinage stable, sans fissures, avec des taux d’enlèvement satisfaisants.
Comment l’azote améliore le procédé
L’azote joue plusieurs rôles à la fois. Il aide à maintenir une couche gazeuse constante autour de la pointe de l’outil, essentielle pour des décharges régulières et contrôlées plutôt que pour des surtensions dommageables. Ses propriétés physiques contribuent également à évacuer la chaleur de la zone d’impact microscopique, réduisant le risque de choc thermique et de fissuration de la surface du verre fragile. Les expériences ont montré que lorsque le débit d’azote passait d’un niveau faible à un niveau modéré, la quantité de verre retirée pouvait rester la même tandis que l’usure de l’outil diminuait fortement. Dans les meilleures conditions — environ 134 volts, une concentration modérée d’hydroxyde de sodium et un débit d’azote de 4 litres par minute — le procédé a non seulement enlevé une quantité significative de verre mais a même montré un léger gain net de masse de l’outil, probablement dû à de fines dépôts formés pendant l’usinage. Cela signifie que l’outil « durait » effectivement plus longtemps au lieu de se consumer.
Des modèles intelligents pour guider un usinage plus vert
Pour dépasser l’essai‑erreur, les auteurs ont construit des modèles mathématiques et d’apprentissage automatique capables de prédire comment les variations des réglages affecteront l’enlèvement de verre et l’usure de l’outil. Des surfaces de réponse statistiques ont capturé la manière dont la tension, la concentration du liquide et le débit gazeux interagissent de façon non triviale, tandis qu’un modèle de forêt aléatoire — un type d’ensemble d’arbres de décision — a appris à partir des données pour prévoir des conditions proches de l’optimal. Les prédictions se situaient généralement à environ huit pour cent des valeurs expérimentales, suffisamment précises pour servir de guide pratique. Fait important, la zone de fonctionnement optimale qu’ils ont identifiée utilisait environ un tiers de produit chimique en moins que certaines configurations conventionnelles, réduisait l’usure de l’outil et produisait néanmoins des micro‑cavités lisses et bien formées avec une très faible erreur dimensionnelle.
Ce que cela signifie pour les futurs dispositifs miniatures
Concrètement, ce travail montre que souffler la « bonne quantité » d’azote dans un procédé de découpe du verre par étincelles peut transformer une méthode capricieuse en un outil d’usinage micro‑précis et fiable. En stabilisant les décharges électriques et en maîtrisant la chaleur, l’usinage assisté par azote enlève plus de verre, abîme moins l’outil et nécessite une chimie moins agressive. Cette combinaison le rend attrayant pour la production de canaux, trous et cavités délicats nécessaires aux micro‑capteurs, micro‑pompes et autres systèmes miniaturisés, tout en réduisant les déchets et l’impact environnemental. À mesure que les chercheurs étendront cette approche à d’autres types de verre et affineront les modèles avec davantage de données, l’usinage micro‑assisté par azote pourrait devenir une méthode standard et plus propre pour fabriquer les composants en verre invisibles qui sous-tendent une grande partie de la technologie moderne.
Citation: Tamilperuvalathan, S., Varadharaju, V., Rajamohan, S. et al. Performance enhancement of electrochemical discharge micromachining of borosilicate glass using nitrogen gas assistance. Sci Rep 16, 8553 (2026). https://doi.org/10.1038/s41598-026-36060-w
Mots-clés: micromécanique du verre borosilicaté, dielectric au gaz nitrogène, usinage par décharge électrochimique, réduction de l’usure de l’outil, fabrication durable