Clear Sky Science · fr
Effets synergiques des paramètres d’anodisation dure sur les propriétés microstructurales, mécaniques et tribologiques de l’alliage d’aluminium 6061
Prolonger la durée de vie des métaux du quotidien
Des avions et des voitures aux ordinateurs portables et aux cadres de fenêtres, les alliages d’aluminium sont omniprésents car ils sont résistants tout en étant légers. Mais il y a un revers : les surfaces d’aluminium nu peuvent s’user et se rayer plus facilement que souhaité, surtout dans des environnements agressifs ou à forte friction. Cette étude examine comment transformer un alliage d’aluminium courant, connu sous le nom 6061, en un matériau plus résistant et durable en faisant croître, de manière contrôlée, une peau très dure, semblable à une céramique, à sa surface.
Faire pousser une peau protectrice sur l’aluminium
Les chercheurs se sont intéressés à un procédé appelé anodisation dure, dans lequel une pièce d’aluminium est placée dans un bain acide et utilisée comme anode électrique afin qu’une couche d’oxyde épaisse se forme à sa surface. Contrairement à la fine couche d’oxyde qui se forme naturellement à l’air, cette couche élaborée peut être beaucoup plus épaisse et plus dure. L’équipe a ajusté de manière systématique quatre paramètres clés du procédé — la concentration en acide, la température du bain, la densité de courant électrique et la durée du traitement — pour observer comment ils interagissent. Leur objectif était de trouver une recette qui rende la peau protectrice aussi épaisse, dure et résistante à l’usure que possible sans l’endommager.
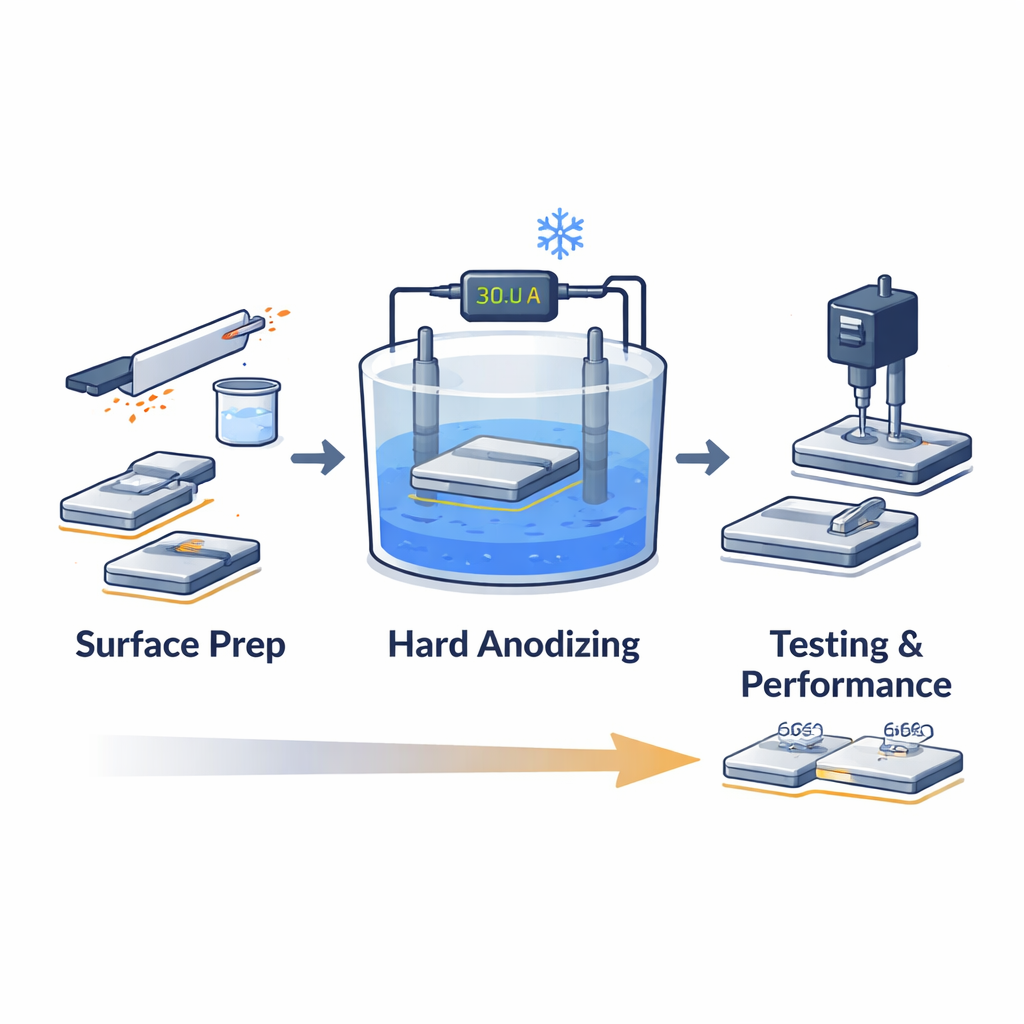
Trouver le juste équilibre des conditions de traitement
De façon surprenante, plus ou moins d’un seul réglage ne donnait pas toujours de meilleurs résultats. Lorsque la solution d’acide sulfurique était trop diluée, l’oxyde croissait lentement et la couche protectrice restait mince. Lorsqu’elle était trop concentrée, le liquide agressif commençait à dissoudre le film qu’il venait d’aider à former. Un compromis similaire est apparu avec la température : refroidir le bain de 10 °C jusqu’à juste en dessous de zéro (−2 °C) produisait un film plus épais et plus dense, car le froid ralentissait l’attaque chimique. Mais refroidir davantage rendait le liquide moins conducteur, si bien que les réactions électriques qui construisent le film s’interrompaient et la qualité du revêtement diminuait. La meilleure combinaison d’épaisseur et de dureté s’est révélée pour une concentration d’acide modérée (environ 190 g par litre) et une température d’électrolyte de −2 °C.
Électricité, durée et chaleur cachée
L’intensité du courant électrique et la durée d’application ont également joué un rôle crucial. Un courant plus élevé et des temps plus longs rendaient généralement la couche d’oxyde plus épaisse, car davantage d’ions aluminium et oxygène étaient poussés à réagir. Jusqu’à un certain point, cela augmentait aussi la dureté : le film devenait plus dense, avec une structure interne fine et une bonne adhérence au métal sous-jacent. Toutefois, à mesure que le revêtement s’épaississait, il résistait au passage du courant, ce qui provoquait un échauffement accru à l’interface. Cette chaleur cachée commençait à attaquer les parois internes du film, en grossissant sa structure et en réduisant la dureté. Le meilleur compromis a été obtenu avec une densité de courant relativement élevée pendant une heure, produisant un revêtement d’environ 59 micromètres d’épaisseur — à peu près la largeur d’un cheveu humain — et près de six fois plus dur que l’aluminium 6061 nu.
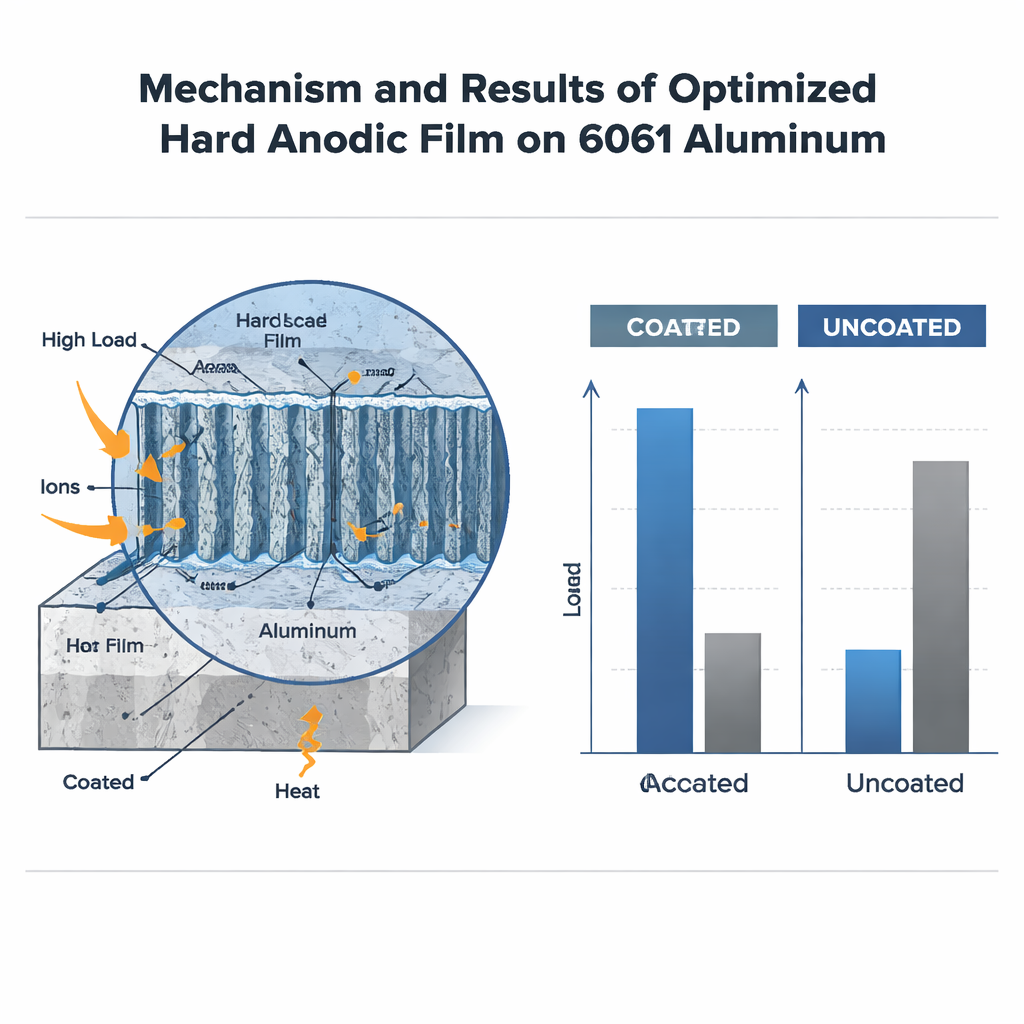
De l’usure adhésive au glissement doux
Pour vérifier si cette peau dure protège réellement des pièces en mouvement, l’équipe a frotté des échantillons revêtus et non revêtus contre une pointe en carbure de tungstène sous différentes charges. L’aluminium non traité a subi de lourds dommages : sa surface tendre collait, se déchirait et se déformait, et il perdait beaucoup plus de matière. En revanche, les échantillons anodisés durement ont montré une perte de masse bien moindre et un comportement de friction plus stable et plus lisse. À faibles et moyennes charges, le revêtement a transformé une usure sévère « accrocheuse » en une abrasion douce, où de petites aspérités dures rayent légèrement la surface. À la charge la plus élevée, la couche céramique fragile a commencé à fissurer et à s’écailler, et les fragments cassés ont joué le rôle d’abrasifs, augmentant l’usure — mais même dans ce cas, l’alliage revêtu a tout de même surpassé le métal nu.
Ce que cela signifie pour les pièces du monde réel
En termes simples, l’étude montre que l’aluminium 6061 peut se voir doter d’une coquille semblable à une armure si l’anodisation dure est soigneusement réglée. La bonne combinaison de force d’acide, de température froide, de courant et de temps crée une couche d’oxyde dense et uniforme, beaucoup plus dure que le métal d’origine et qui ralentit considérablement l’usure et la friction. Pour les concepteurs de pièces aéronautiques, d’éléments automobiles ou de produits grand public où la légèreté importe, ce procédé optimisé offre une manière pratique d’allonger la durée de service sans passer à des matériaux plus lourds. Le message clé est que l’ingénierie de surface — bien maîtriser les paramètres du procédé — peut libérer une durabilité bien supérieure à partir d’un alliage déjà familier.
Citation: Behzadifar, J., Najafi, Y. & Nazarizade, B. Synergistic effects of hard anodizing parameters on the microstructural, mechanical, and tribological properties of 6061 aluminum alloy. Sci Rep 16, 5021 (2026). https://doi.org/10.1038/s41598-026-35825-7
Mots-clés: anodisation dure, aluminium 6061, revêtement de surface, résistance à l’usure, tribologie