Clear Sky Science · fr
Essai d’un fraise avec des canaux de refroidissement conformes fabriqués par fusion sélective par laser
Outils plus frais pour un usinage plus fluide
Les usines modernes dépendent d’outils de coupe des métaux capables de résister à d’énormes forces et à une chaleur intense. Cette étude montre comment l’impression 3D peut fabriquer une fraise plus intelligente avec de minuscules canaux courbes à l’intérieur qui dirigent le liquide de refroidissement directement vers le tranchant. En repensant l’outil de l’intérieur vers l’extérieur et en testant soigneusement le métal utilisé, les auteurs ont créé une fraise qui maintient ses plaquettes plus fraîches et qui dure plus longtemps qu’un outil standard.
Pourquoi la température de l’outil compte
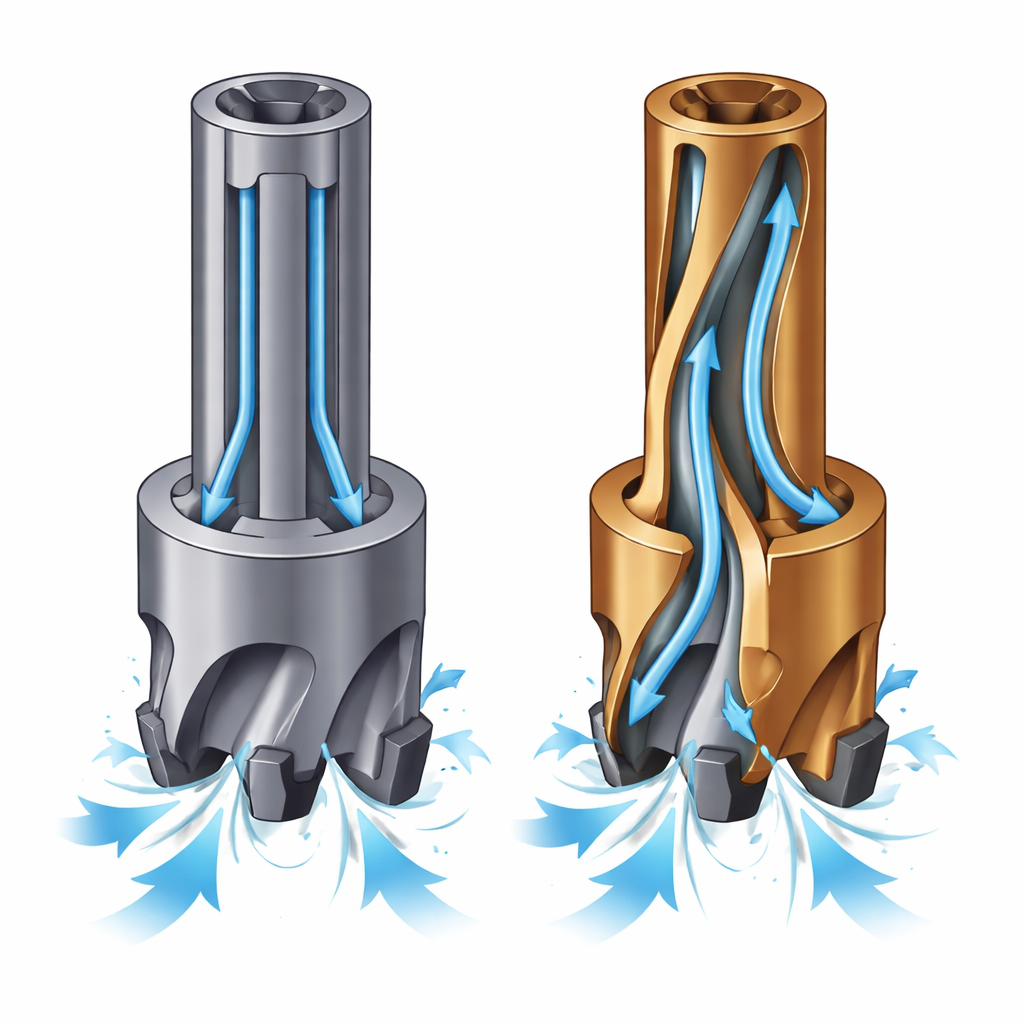
Chaque fois qu’une fraise rotative usine de l’acier ou de l’aluminium, la zone de contact entre la plaquette et la pièce chauffe rapidement. Si cette chaleur n’est pas évacuée, le tranchant s’assouplit, s’use et peut même s’ébrécher ou se casser. Les fraises conventionnelles comportent des trous forés droits qui amènent le liquide de refroidissement à proximité des plaquettes, mais pas exactement là où il est le plus nécessaire. À mesure que les vitesses d’usinage et les exigences de productivité augmentent, cette approche ancienne du refroidissement devient un facteur limitant, raccourcissant la durée de vie des outils et augmentant les coûts.
Concevoir un nouveau type de fraise
L’équipe a utilisé l’impression métallique 3D, en l’occurrence la fusion sélective par laser, pour fabriquer le corps d’une fraise de 25 millimètres en un acier maraging haute résistance connu sous le nom de M300. Avant de confier ce matériau à un outil exigeant, ils ont imprimé et trempé des échantillons d’essai, puis examiné leur structure interne et mesuré la résistance et la dureté. Les microscopes ont révélé un acier dense avec seulement de minuscules pores et de nombreuses particules nanométriques formées lors du traitement thermique, ce qui a augmenté de façon significative la dureté et la résistance à la déformation. Ces contrôles ont confirmé que l’acier imprimé pouvait supporter en toute sécurité les charges élevées qui surviennent lors de l’usinage.
Façonner des chemins de refroidissement collés au tranchant
Une fois le matériau qualifié, les auteurs ont conçu un nouveau corps de fraise dont les canaux cachés se plient et se courbent pour que le liquide de refroidissement sorte directement derrière le tranchant de chaque plaquette. Des simulations informatiques ont été utilisées pour s’assurer que ces canaux et la forme générale ne fragiliseraient pas l’outil sous charge. L’analyse par éléments finis a montré que les contraintes dans la conception imprimée restaient bien en dessous de la résistance de l’acier et étaient même plus faibles que dans un outil conventionnel, en partie parce que la nouvelle géométrie évitait les coins vifs qui concentrent les contraintes. Après l’impression, seules les surfaces de contact clés et les filetages ont été usinés avec précision afin que des plaquettes commerciales standard puissent être montées correctement.

Mettre l’outil imprimé à l’épreuve
Les chercheurs ont ensuite comparé la fraise imprimée en 3D à un corps massif traditionnel lors d’une série d’essais d’usinage réels. Ils ont réalisé des opérations de surfaçage, d’évidement et d’épaulement sur de l’aluminium et de l’acier de construction, puis effectué des tests de durabilité à long terme sur des aciers à outils, tant à l’état doux qu’après revenu. Ils ont mesuré les forces de coupe avec un dynamomètre et la rugosité de surface avec un équipement optique haute résolution, et ont suivi la vitesse d’usure des plaquettes en coupe sèche et en conditions d’arrosage interne. Dans presque toutes les opérations de coupe, l’outil imprimé nécessitait des forces de coupe plus faibles, c’est‑à‑dire qu’il coupait plus aisément. La qualité de surface était parfois légèrement inférieure pour le corps imprimé, résultat qu’ils ont attribué à un léger déséquilibre parce que toutes ses surfaces externes n’avaient pas été entièrement usinées.
Une conception axée sur le liquide prolonge la durée de vie
L’avantage le plus net des canaux de refroidissement conformes est apparu dans les tests de durabilité. Lorsque le liquide de refroidissement était acheminé à travers l’outil, les plaquettes montées dans le corps imprimé en 3D ont duré environ 20 % de plus que celles du fraise conventionnelle, grâce à un refroidissement plus direct du tranchant et à une meilleure évacuation des copeaux. En coupe sèche, sans liquide, les deux outils ont donné des performances similaires, ce qui confirme que le gain principal provient du chemin de refroidissement amélioré plutôt que d’un autre détail de conception. Pris ensemble, les résultats montrent que l’impression métallique 3D peut fournir des corps d’outils denses et résistants avec des canaux courbes intégrés que le perçage traditionnel ne peut pas réaliser, ouvrant la voie à des fraises plus durables et plus efficaces, en particulier pour les matériaux difficiles à usiner.
Citation: Kolomy, S., Slany, M., Sedlak, J. et al. Testing of milling cutter with the conformal cooling channels produced by the selective laser melting technology. Sci Rep 16, 9599 (2026). https://doi.org/10.1038/s41598-025-31338-x
Mots-clés: outils de coupe imprimés en 3D, canaux de refroidissement conformes, acier maraging M300, durabilité de la fraise, fusion sélective par laser