Clear Sky Science · fr
Optimisation et prédiction de la température maximale lors du soudage par friction-malaxage de l’Al 6061 T6 à l’aide de techniques statistiques et d’apprentissage automatique
Pourquoi il est important de garder les soudures fraîches
Des avions aux voitures électriques, de nombreuses machines reposent sur des pièces en aluminium qui doivent être assemblées sans en affaiblir les propriétés. Le soudage par friction-malaxage est une méthode répandue car il assemble les pièces sans faire fondre complètement le métal. Toutefois, si le procédé chauffe trop, l’aluminium peut s’adoucir, perdre de la résistance voire fondre. Cet article explore comment prédire et maîtriser les températures maximales atteintes lors du soudage d’un alliage courant, l’Al 6061 T6, en utilisant la simulation numérique, des méthodes statistiques et de l’apprentissage automatique afin que les fabricants puissent obtenir des assemblages solides et constants tout en évitant les dommages thermiques.
Comment fonctionne ce soudage à l’état solide
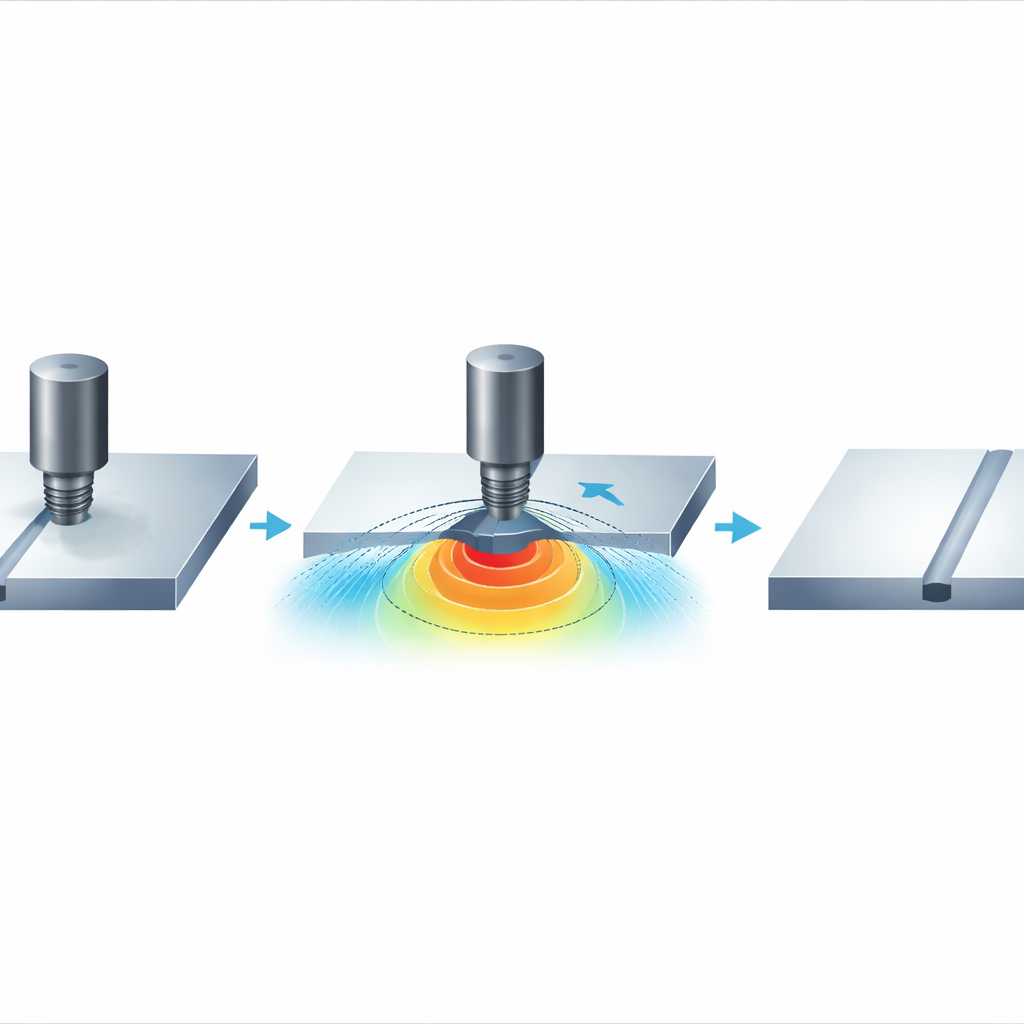
Dans le soudage par friction-malaxage, un outil rotatif en forme d’ergot court avec une large épaule est enfoncé dans le joint entre deux plaques puis déplacé le long de la couture. La friction et le malaxage plastique chauffent et ramollissent le métal de sorte qu’il se mélange et se forge sans se liquéfier. Pour l’Al 6061 T6, cette « zone de température idéale » se situe en dessous du point de fusion mais suffisamment élevée pour permettre un bon mélange. Si la température maximale approche ou dépasse environ quatre cinquièmes de la température de fusion, les particules d’écrouissage de l’alliage peuvent grossir ou le métal peut commencer à fondre, entraînant des zones plus douces et des performances mécaniques dégradées. Contrôler la température maximale est donc essentiel pour la sécurité et la durabilité.
Tester plusieurs paramètres en même temps
Les chercheurs se sont concentrés sur sept réglages que peut modifier le soudeur : le matériau de l’outil, le diamètre de l’ergot, le diamètre de l’épaule, la vitesse de rotation, la vitesse d’avance, la force axiale appliquée vers le bas et le coefficient de friction entre l’outil et la plaque. Plutôt que de réaliser des milliers d’essais, ils ont utilisé une méthode Taguchi, un raccourci statistique qui sélectionne un ensemble soigneusement choisi de 32 combinaisons pour révéler quels paramètres sont les plus importants. Pour chaque combinaison, ils ont construit un modèle tridimensionnel dans COMSOL pour simuler la génération de chaleur par l’outil rotatif et la façon dont cette chaleur se propage dans la plaque d’aluminium et la fixation arrière. Ils ont ensuite comparé un sous-ensemble de ces simulations avec des expériences réalisées sur une fraiseuse modifiée, en utilisant des thermocouples pour mesurer les températures à différents points autour de la soudure. Les températures maximales simulées et mesurées concordaient à environ 7 %, ce qui donne confiance dans le fait que le modèle capture le comportement thermique réel.
Identifier les principaux responsables de la surchauffe
Avec les données de simulation en main, l’équipe a appliqué des outils statistiques pour déterminer quels paramètres de procédé avaient le plus d’effet sur la température maximale. À l’aide de l’analyse Taguchi et de l’analyse de la variance, ils ont identifié des facteurs dominants : la force axiale et la vitesse de rotation de l’outil. Une vitesse de rotation plus élevée et une plus grande force d’appui génèrent beaucoup plus de chauffage par friction et de déformation plastique, faisant monter la température maximale ; dans certains cas simulés, la température de la zone de soudure dépassait 600 °C, au-dessus de la plage de fusion considérée comme sûre pour cet alliage. Les changements de diamètre de l’ergot et de l’épaule avaient un effet secondaire en modifiant la surface de contact, tandis que le choix du matériau d’outil et de petites variations du coefficient de friction avaient une influence relativement mineure. Ces résultats suggèrent qu’un contrôle précis de la vitesse et de la force est le moyen le plus efficace pour maintenir les soudures en dessous de températures dommageables.
Laisser un réseau de neurones prédire la chaleur
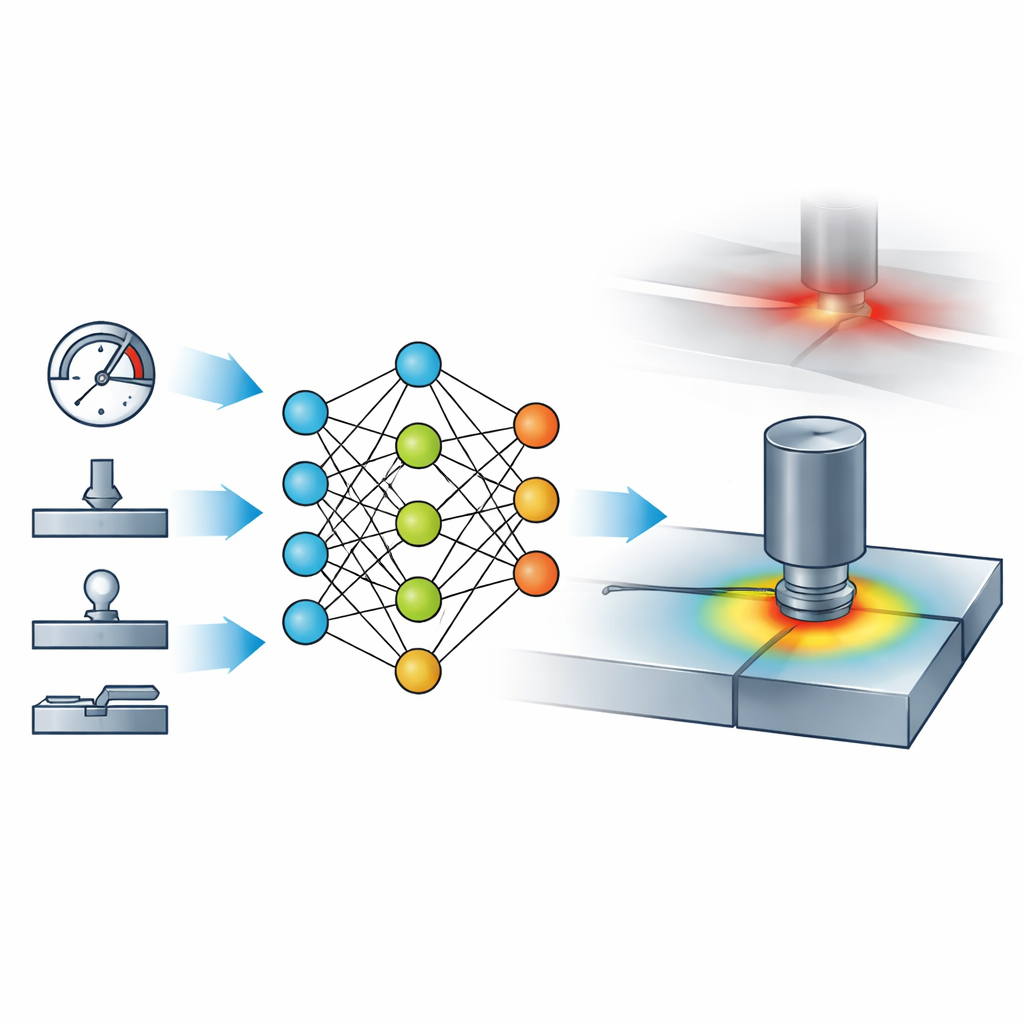
Pour dépasser les règles empiriques statiques, les auteurs ont entraîné un simple réseau de neurones artificiels pour apprendre la relation entre les réglages de soudage et la température maximale. Ils ont utilisé les résultats de simulation comme exemples, en entrant les six paramètres les plus pertinents (tous les réglages sauf le matériau de l’outil) et en entraînant le réseau à prédire la température maximale. En scindant les données en ensembles d’entraînement, de validation et de test et en utilisant une méthode standard de rétropropagation, le réseau a appris à reproduire les résultats de simulation avec une très grande précision : ses prédictions différaient des simulations d’environ 1 % en moyenne, mieux que les erreurs de 3–4 % obtenues avec la régression Taguchi et la formule basée sur l’ANOVA. Cela montre que même avec un ensemble de données relativement petit, un réseau de neurones bien conçu peut saisir des interactions subtiles entre paramètres que des modèles plus simples manquent.
Ce que cela implique pour le soudage en conditions réelles
L’étude conclut que la combinaison de simulations par éléments finis, de plans d’expériences statistiques et de réseaux de neurones offre une boîte à outils puissante pour rendre le soudage par friction-malaxage à la fois plus sûr et plus efficace. En identifiant la force axiale et la vitesse de rotation comme les principaux moteurs de la chaleur, et en fournissant un prédicteur rapide de la température maximale, l’approche peut guider les ingénieurs dans le choix de réglages qui évitent la surchauffe tout en produisant des assemblages de qualité. Concrètement, cela signifie moins de défauts, des composants plus durables et moins d’essais-erreurs sur les lignes de production dans l’aéronautique, l’automobile et d’autres industries dépendant de structures aluminium légères.
Citation: Anis, A., Shakaib, M. & Hanif, M.S. Optimization and prediction of peak temperature in friction stir welding of Al 6061 T6 using statistical and machine learning techniques. Sci Rep 16, 7901 (2026). https://doi.org/10.1038/s41598-025-03217-y
Mots-clés: soudage par friction-malaxage, alliages d’aluminium, contrôle thermique, optimisation du procédé, modélisation par réseau de neurones