Clear Sky Science · es
Soldadura por haz láser de diodo de alta potencia del aluminio AA8011 para mejorar el rendimiento mecánico en estructuras ligeras
Uniones más resistentes para productos más ligeros
Desde las carrocerías de los automóviles hasta los envases alimentarios, las láminas delgadas de aluminio contribuyen a que los productos sean más ligeros, consuman menos combustible y sean más fáciles de reciclar. Pero unir estas láminas de forma fiable resulta sorprendentemente difícil: la soldadura tradicional puede deformar el metal, debilitarlo o introducir pequeños defectos. Este estudio explora un enfoque más moderno —la soldadura por haz láser de diodo de alta potencia— para evaluar si puede crear uniones más limpias y resistentes en una aleación de aluminio de uso extendido llamada AA8011, y cómo ajustar el proceso para obtener el mejor rendimiento.
Por qué soldar aluminio es tan complicado
El aluminio AA8011 es popular porque es ligero, resistente a la corrosión y fácil de formar en láminas y hojas finas. Sin embargo, esas mismas láminas son difíciles de soldar. El aluminio conduce el calor muy rápidamente, forma una película de óxido persistente en su superficie y tiende a desarrollar poros, deformaciones y grietas cuando se expone a calor intenso. Métodos comunes como TIG y MIG a menudo sobrecalientan el metal, mientras que procesos más avanzados en estado sólido requieren utillaje complejo y no siempre son adecuados para líneas de producción automatizadas. Por tanto, los fabricantes necesitan un método de unión que funcione rápidamente en láminas finas, con daño térmico y defectos mínimos.
Un láser focalizado como fuente de calor precisa
Los investigadores probaron la Soldadura por Haz Láser de Diodo de Alta Potencia (HPDLBW) en chapas de AA8011 de 2 milímetros de espesor. En esta configuración, un punto láser concentrado se desplaza a lo largo de la unión, fundiendo una pista estrecha de metal que se solidifica formando la soldadura. Ajustando solo unos pocos parámetros clave —potencia láser, velocidad de soldadura y diámetro del haz— podían influir de manera significativa en la profundidad de penetración y en la calidad de la junta. Para explorar esto de forma eficiente, usaron un diseño Taguchi L9, una forma estructurada de cubrir muchas combinaciones con solo nueve ensayos cuidadosamente seleccionados. Para cada soldadura midieron dureza, resistencia a la tracción y tenacidad al impacto, y examinaron la estructura granular microscópica y defectos como poros o partículas frágiles. 
Encontrar el punto óptimo en los parámetros
Usando modelos matemáticos, el equipo relacionó los parámetros de soldadura con el comportamiento mecánico de la unión. Mostraron que la potencia láser y la velocidad de desplazamiento controlan en gran medida cuánto calor entra en el metal: velocidades más lentas o potencias mayores implican más calor, fusión más profunda y una piscina de fusión mayor, mientras que velocidades más rápidas arriesgan soldaduras superficiales e incompletas. El tamaño del haz ayuda a moldear cómo se distribuye ese calor. Ajustando un modelo de superficie de respuesta —un “mapa” curvo del proceso— buscaron la combinación que maximiza la resistencia y la tenacidad sin sobrecalentar la chapa. La mejor receta fue una potencia de 3,3 kW, velocidad de 17 mm/s y diámetro del haz de 3,5 mm. Bajo estas condiciones, las soldaduras alcanzaron aproximadamente 69 N/mm² de resistencia a la tracción, alrededor de 110 J de energía de impacto y una dureza cercana a 33 HV, superando a otras condiciones probadas.
Qué ocurre dentro del metal
Los estudios microscopios revelaron por qué las soldaduras optimizadas se comportaron mejor. En los mejores parámetros, la zona de fusión contenía granos de aluminio finos y equiaxiales de solo unos pocos micrómetros, y la región afectada por el calor mostró un endurecimiento limitado. La distribución de elementos de aleación como silicio, hierro, cobre y magnesio fue bastante uniforme, y solo se detectaron pequeñas cantidades de compuestos intermetálicos frágiles y poros. En contraste, condiciones con exceso de calor produjeron estructuras más gruesas y desiguales y un mayor riesgo de fragilidad local. Los investigadores también vincularon el tamaño de grano directamente con la resistencia: granos más pequeños aumentaron el límite elástico conforme al conocido efecto de endurecimiento por refinamiento de grano. Las pruebas de impacto y las imágenes de las superficies de fractura mostraron además que las soldaduras optimizadas absorbieron más energía antes de romperse y fallaron de un modo más dúctil y tolerante al daño. 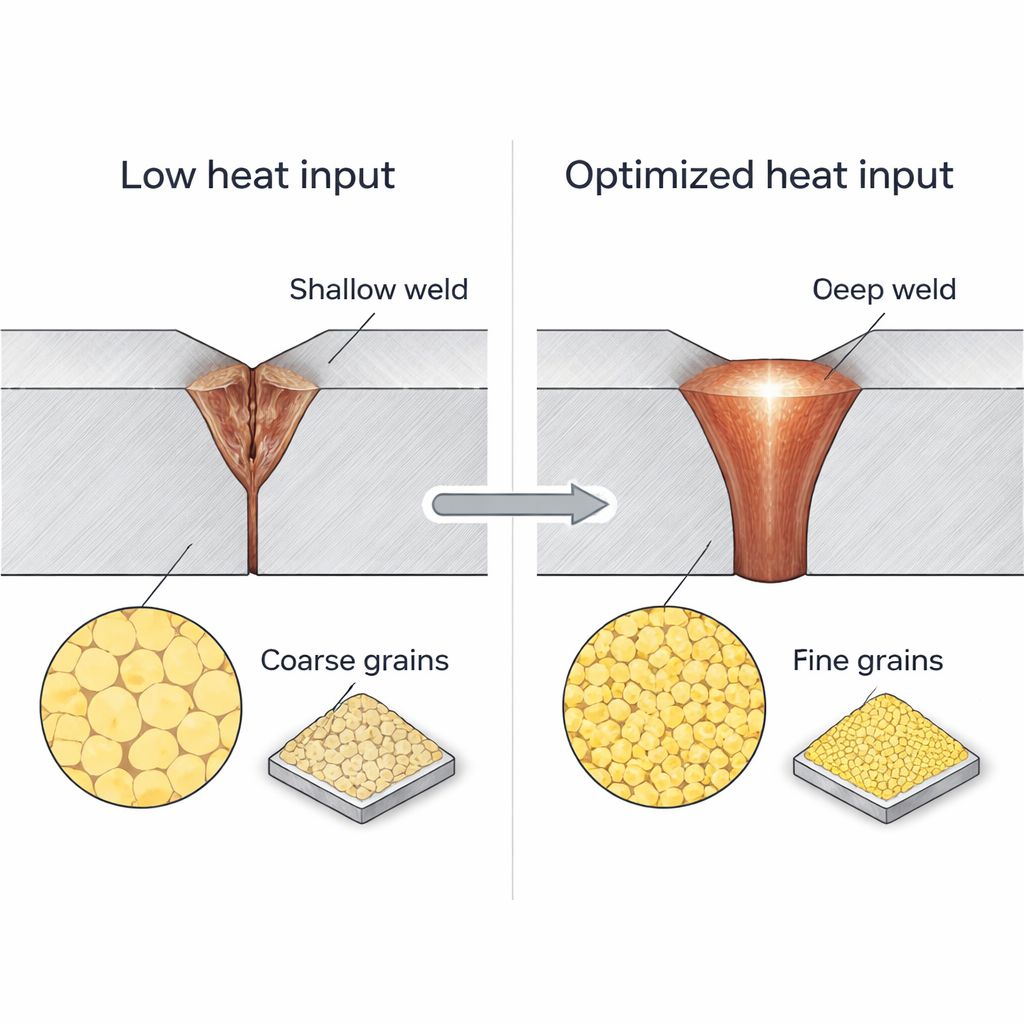
Implicaciones para la tecnología cotidiana
Para un público no especialista, el mensaje principal es que el control cuidadoso de la potencia, la velocidad y el tamaño del punto de un láser puede unir láminas delgadas de aluminio con menos daño y una resistencia más predecible que muchos métodos tradicionales. Este estudio proporciona una receta basada en datos y un modelo predictivo que los ingenieros pueden usar para ajustar la soldadura con láser de diodo para AA8011 en líneas de fabricación reales —por ejemplo, en carcasas de baterías de vehículos eléctricos, componentes HVAC o envases. Manteniendo la entrada térmica justo lo suficiente para fundir completamente el metal, pero lo bastante baja para evitar deformaciones y fases frágiles, la soldadura por haz láser de diodo de alta potencia emerge como una tecnología escalable y apta para la automatización en la construcción de productos más ligeros y eficientes.
Cita: Patil, R., Löfstrand, M. High power diode laser beam welding of AA8011 aluminum alloy for enhanced mechanical performance in lightweight structures. Sci Rep 16, 7738 (2026). https://doi.org/10.1038/s41598-026-41272-1
Palabras clave: soldadura por láser, aleación de aluminio, estructuras ligeras, microestructura, propiedades mecánicas