Clear Sky Science · es
Efectos del enfriamiento criogénico en la temperatura de corte y la rugosidad superficial en el torneado de la aleación de aluminio AA7075
Por qué importa el enfriamiento en el corte de metales
Siempre que se fabrica un coche, un avión o incluso una bicicleta, muchas de sus piezas metálicas se conforman retirando material en máquinas llamadas tornos y fresadoras. Este corte genera mucho calor y puede dejar pequeñas crestas y defectos en la superficie, lo que puede acortar la vida útil de la pieza. El estudio de este artículo analiza cómo el uso de frío extremo, aportado por nitrógeno líquido, puede enfriar el proceso de corte de una aleación de aluminio de alta resistencia ampliamente utilizada en aeronáutica y automoción, y cómo ese enfriamiento modifica tanto la temperatura como la suavidad de la superficie terminada.
Un aluminio resistente pero sensible
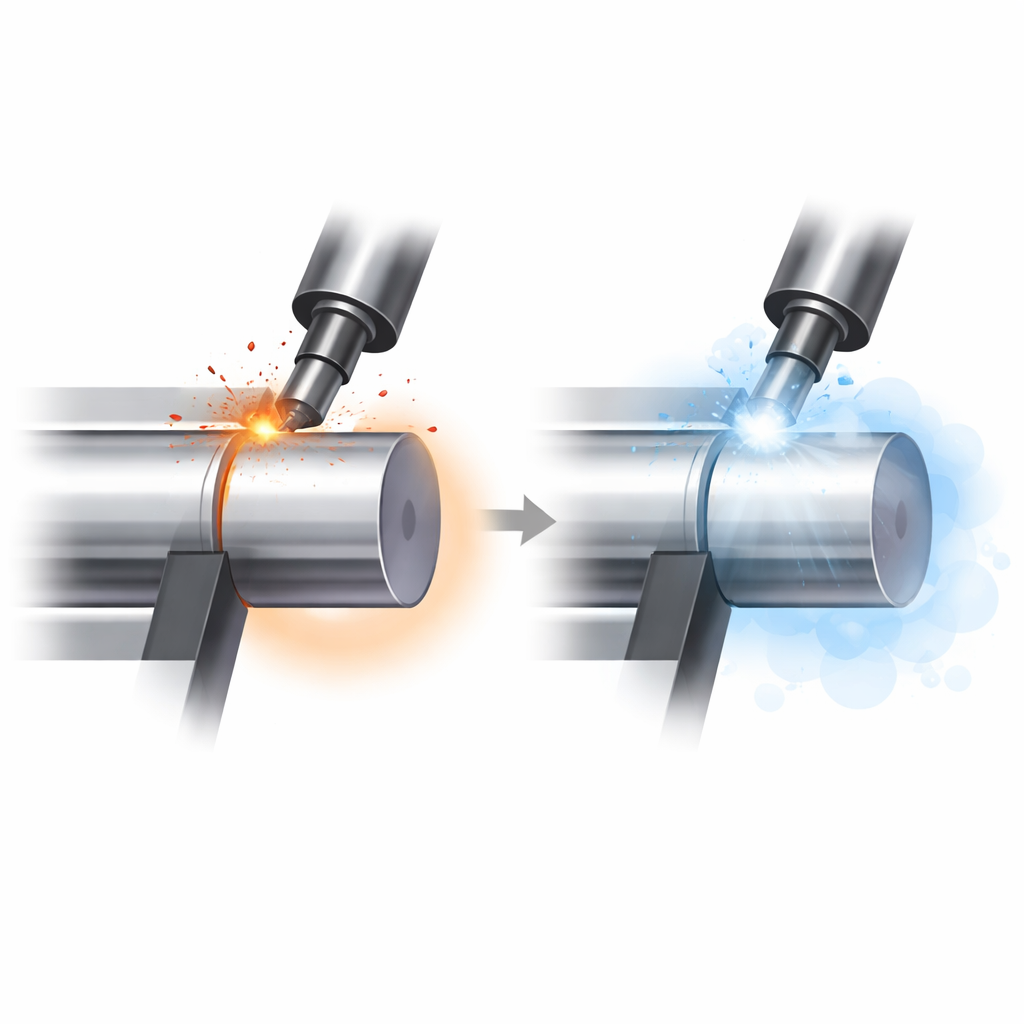
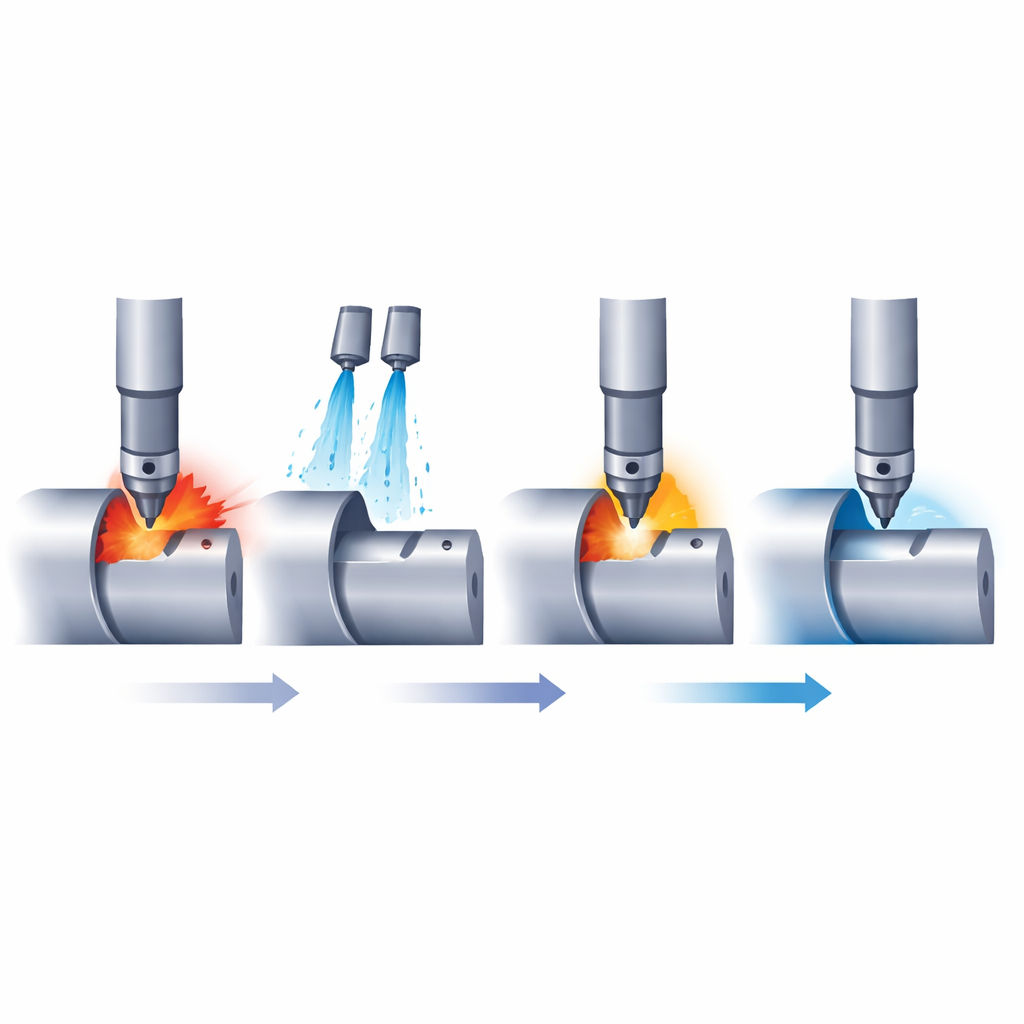
Los investigadores se centraron en la aleación de aluminio AA7075, un material valorado en aplicaciones aeroespaciales y automotrices porque es a la vez resistente y ligero. Esas mismas propiedades hacen importante que la superficie de cada pieza esté en óptimas condiciones, ya que la rugosidad y los daños ocultos pueden conducir a fisuras y fatiga con el tiempo. Cuando el metal se corta en un torno, tres parámetros principales controlan cómo se desarrolla el proceso: la velocidad de giro de la pieza (velocidad de corte), la rapidez con que la herramienta se desplaza a lo largo de la pieza (avance) y la profundidad de pasada. En conjunto, estas variables determinan cuánto calor se genera y cuán lisa queda la superficie. El equipo quiso entender cómo interactúan estos parámetros en el corte “seco” habitual y en el corte “criogénico”, donde se pulveriza nitrógeno líquido justo en el punto de contacto entre la herramienta y el metal.
Cómo se realizaron los experimentos
Para estudiar esto, los autores tornearon pequeños cilindros de AA7075 en un torno convencional usando una pastilla de carburo de tungsteno. Prepararon siete combinaciones diferentes de velocidad de corte, avance y profundidad de pasada, y repitieron esas mismas combinaciones dos veces: una en aire seco y otra con enfriamiento por nitrógeno líquido. Una cámara termográfica vigiló la zona de corte desde una distancia fija para registrar la temperatura máxima durante cada pasada. Tras cada corte, un rugosímetro manual recorrió la superficie en tres puntos y dio un valor medio de rugosidad. Este conjunto de mediciones permitió al equipo comparar, de forma controlada, cómo cada parámetro y cada método de refrigeración afectaban tanto al calor en la zona de corte como a la textura de la superficie terminada.
Qué sucede con el calor y la suavidad superficial
Los resultados mostraron un claro contraste entre el corte en seco y el criogénico. En condiciones secas, aumentar la velocidad de corte y sobre todo la profundidad de pasada provocó que las temperaturas subieran de forma pronunciada, en algunos casos por encima de 130 °C. El avance y la profundidad de pasada también tendieron a aumentar la rugosidad superficial, lo que significa que las piezas acabadas presentaban picos y valles microscópicos más marcados. En comparación, cuando se pulverizó nitrógeno líquido en el contacto herramienta–pieza, la temperatura en la zona de corte descendió de forma drástica, a menudo más de 50 °C, y se mantuvo casi constante incluso cuando se variaron la velocidad, el avance o la profundidad. Este enfriamiento también mejoró la calidad superficial en muchos casos, especialmente a velocidades moderadas y con avances bajos, donde los valores de rugosidad fueron notablemente menores que en el corte en seco.
Intercambios sutiles con el frío extremo
El estudio también descubrió comportamientos más complejos en ciertos ajustes. A bajas velocidades de corte bajo refrigeración criogénica, la superficie a veces se volvió más rugosa que en el corte en seco. Los autores sugieren que una congelación local muy intensa puede alterar la forma en que se desprenden las virutas, haciéndolas más irregulares y más propensas a marcar la superficie. De manera similar, a altos avances y mayores profundidades de pasada, la combinación de corte pesado y enfriamiento intenso aumentó la rugosidad en modo criogénico, probablemente porque virutas más gruesas, fuerzas más fuertes y un material más frío y frágil condujeron a un flujo de viruta inestable. Estos hallazgos muestran que, aunque el enfriamiento es potente, no garantiza automáticamente una superficie más lisa en todos los ajustes; los parámetros de corte siguen debiendo elegirse con cuidado.
Qué significa esto para piezas del mundo real
Para los fabricantes, el estudio sugiere que el uso de nitrógeno líquido en el torneado de AA7075 puede reducir considerablemente las temperaturas de corte, limitar los daños ocultos en la capa superficial y mejorar la suavidad —factores que, juntos, pueden prolongar la vida a fatiga y la fiabilidad de componentes críticos. El nitrógeno líquido tiene ventajas prácticas: se evapora transformándose en gas nitrógeno inofensivo, no deja residuos y evita los problemas de gestión de residuos asociados a los refrigerantes líquidos tradicionales. No obstante, el trabajo también destaca que el corte criogénico no es una solución universal; las mejores mejoras en control térmico y calidad superficial se obtienen combinando el enfriamiento con velocidades, avances y profundidades bien elegidos. En términos sencillos, el artículo muestra que el uso inteligente del frío extremo puede hacer que las piezas de aluminio, fuertes y ligeras, duren más y funcionen con mayor seguridad.
Cita: Ranjbar, S., Foorginejad, A., Emam, S.M. et al. Effects of cryogenic cooling on cutting temperature and surface roughness in turning of AA7075 aluminum alloy. Sci Rep 16, 7914 (2026). https://doi.org/10.1038/s41598-026-39003-7
Palabras clave: mecanizado criogénico, enfriamiento con nitrógeno líquido, rugosidad superficial, aleación de aluminio AA7075, proceso de torneado