Clear Sky Science · es
Optimización del rendimiento de taladrado de biocompuestos de fibra de Syagrus romanzoffiana: minimización de la delaminación con RSM y modelado por RNA
Agujeros más limpios en materiales más verdes
Mientras las empresas compiten por reemplazar los plásticos de origen fósil por materiales de origen vegetal, surge una pregunta práctica: ¿pueden estos materiales más sostenibles ser taladrados, cortados y ensamblados en plantas reales sin desintegrarse? Este artículo aborda esa cuestión para un composite poco conocido a base de fibra de palma, mostrando cómo perforar agujeros precisos y limpios en él manteniendo el daño al mínimo mediante la combinación de experimentos cuidadosos y modelado moderno impulsado por datos.
De residuos de palma a paneles de alto valor
El estudio se centra en fibras extraídas del raquis de la palma Syagrus romanzoffiana, un subproducto de las podas rutinarias en Argelia. Estas fibras cortas y rígidas se mezclan con una resina epoxi de base biológica para formar paneles ligeros y resistentes que contienen un 30% de fibra en peso. El equipo confirma primero que la resina cura correctamente y que las fibras se unen físicamente con la matriz circundante, empleando espectroscopía infrarroja para verificar reacciones químicas completas y una buena interacción en la interfaz. El resultado es una placa compuesta totalmente de base biológica con propiedades mecánicas comparables a muchos materiales convencionales reforzados con fibra de vidrio, pero fabricada con residuos vegetales locales y un aglutinante biodegradable.
Por qué el taladrado daña los composites
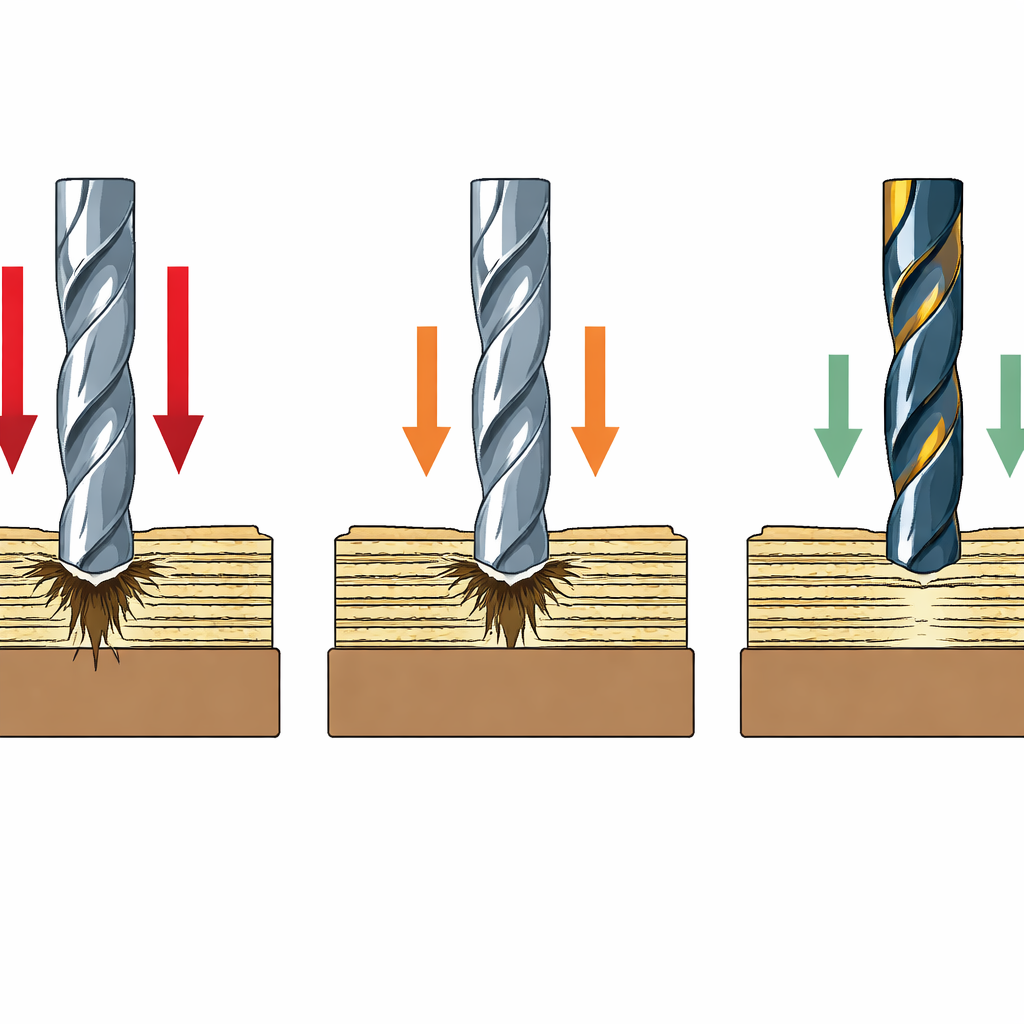
Para ser útiles en automóviles, equipamiento deportivo o interiores de aeronaves, estos paneles deben aceptar pernos, remaches y fijaciones, lo que implica taladrado. En materiales laminados como los composites de fibra, el taladrado a menudo desgarra las capas cerca del agujero, un defecto conocido como delaminación. Este estudio se centra en el daño en la salida del agujero, donde la acción de empuje de la broca tiende a levantar y despegar las últimas capas. Los investigadores varían tres palancas prácticas que cualquier taller puede controlar: la velocidad de avance de la broca (avance), la rapidez de giro (velocidad del husillo) y su diámetro. También comparan brocas estándar de acero rápido con versiones revestidas en una capa dura y de baja fricción de nitruro de titanio. Escaneando cada agujero taladrado y analizando imágenes con software, miden un “factor de delaminación”, esencialmente cuánto se amplía la zona dañada alrededor de la salida respecto al tamaño previsto del agujero.
Encontrando el punto óptimo en los ajustes de taladrado
A lo largo de 27 ensayos de taladrado cuidadosamente planificados, emerge un panorama claro. La palanca más importante es el avance: empujar la broca tres veces más rápido aumenta el factor de delaminación en aproximadamente la mitad, porque la herramienta debe ejercer fuerzas mucho mayores para retirar el material. El diámetro de la broca ocupa el segundo lugar: las brocas más grandes generan más empuje y par, lo que amplía ligeramente la zona dañada. La velocidad del husillo tiene una influencia más sutil y curvada; una velocidad moderada alrededor de 1.200 revoluciones por minuto ablanda la matriz lo justo para facilitar el corte, pero evita el calor excesivo que debilitaría la unión entre fibras y resina. Las brocas revestidas con nitruro de titanio superan sistemáticamente a las de acero desnudo, gracias a menor fricción y mejor control térmico, produciendo salidas de agujero más limpias bajo las mismas condiciones.
Enseñando modelos para predecir el daño
Para convertir estos hallazgos en pautas prácticas, los autores construyen dos tipos de herramientas predictivas. La primera es un enfoque estadístico clásico que ajusta una superficie curva a los datos, capturando cómo cada parámetro de taladrado y sus combinaciones por pares afectan el daño. Este método funciona bien y destaca la combinación peligrosa de avance alto y velocidad alta, que juntas incrementan bruscamente la delaminación. La segunda herramienta es una red neuronal artificial, una forma simple de aprendizaje automático que aprende patrones directamente de los datos sin asumir una forma matemática particular. Aquí, las redes neuronales aprenden a mapear avance, velocidad y diámetro al daño medido con muy alta precisión, superando al modelo estadístico al reducir el error de predicción hasta en tres cuartas partes. Ambos enfoques coinciden en las ventanas de taladrado óptimas, pero la red neuronal captura mejor el comportamiento sutil y no lineal de este biocomposite particular.
Ajustes prácticos para la industria
Usando un método estándar de optimización, el equipo identifica una ventana de operación robusta que minimiza la delaminación sin dejar de ser realista para la producción. La mejor región está en avances bajos (alrededor de 50–70 milímetros por minuto), velocidades de husillo moderadas (aproximadamente 1.000–1.200 rpm) y diámetros de broca más pequeños, especialmente cuando se usan las herramientas revestidas. En estas condiciones, el factor de delaminación se mantiene apenas unos pocos puntos porcentuales por encima del tamaño ideal del agujero—comparable o incluso mejor que muchos composites de fibra de carbono y vidrio taladrados en seco. Es importante: el óptimo no es un punto extremadamente fino sino una meseta amplia, lo que significa que pequeñas variaciones diarias en avance o velocidad no arruinarán repentinamente la calidad del agujero.
Qué significa esto para productos más verdes
Para el público no especializado, la conclusión es directa: los paneles hechos con fibras de palma Syagrus romanzoffiana y epoxi bio pueden taladrarse con la limpieza necesaria para cumplir las exigencias de muchas aplicaciones reales, desde interiores de automóviles hasta equipamiento deportivo, siempre que se respeten condiciones de corte razonables. Al mostrar exactamente qué ajustes de taladrado mantienen el daño bajo control—y al proporcionar modelos de aprendizaje automático que pueden reutilizarse y ampliarse—el estudio ayuda a cerrar la brecha entre los materiales “verdes” de laboratorio y la realidad cotidiana y tangible de la fabricación industrial. Con ello, refuerza el argumento de que los composites de origen vegetal pueden ser tanto atractivos medioambientalmente como prácticos para mecanizar.
Cita: Ferfari, O., Belaadi, A., Krishnasamy, P. et al. Optimizing the drilling performance of Syagrus romanzoffiana fiber biocomposites: minimizing delamination with RSM and ANN modeling. Sci Rep 16, 7929 (2026). https://doi.org/10.1038/s41598-026-38618-0
Palabras clave: composites de fibras naturales, delaminación por taladrado, materiales de base biológica, optimización de procesos, redes neuronales artificiales