Clear Sky Science · es
Efecto de los parámetros del proceso de corte en las propiedades de fatiga del acero 42CrMo templado y revenido
Por qué importa la suavidad del metal
Desde aerogeneradores hasta trenes de alta velocidad, muchas máquinas críticas dependen de ejes, pernos y engranajes de acero que giran o flexionan millones de veces durante su vida útil. Estas piezas no suelen fallar por una sobrecarga única y drástica, sino lentamente, por pequeñas grietas que crecen con cada ciclo de esfuerzo. Este estudio analiza un acero de alta resistencia popular, conocido como 42CrMo, y plantea una pregunta práctica con grandes implicaciones de seguridad y coste: ¿cómo modifica la forma en que cortamos y acabamos el metal durante el mecanizado la duración de estas piezas antes de que aparezcan grietas y se produzca la rotura?
Cómo el mecanizado cotidiano moldea debilidades ocultas
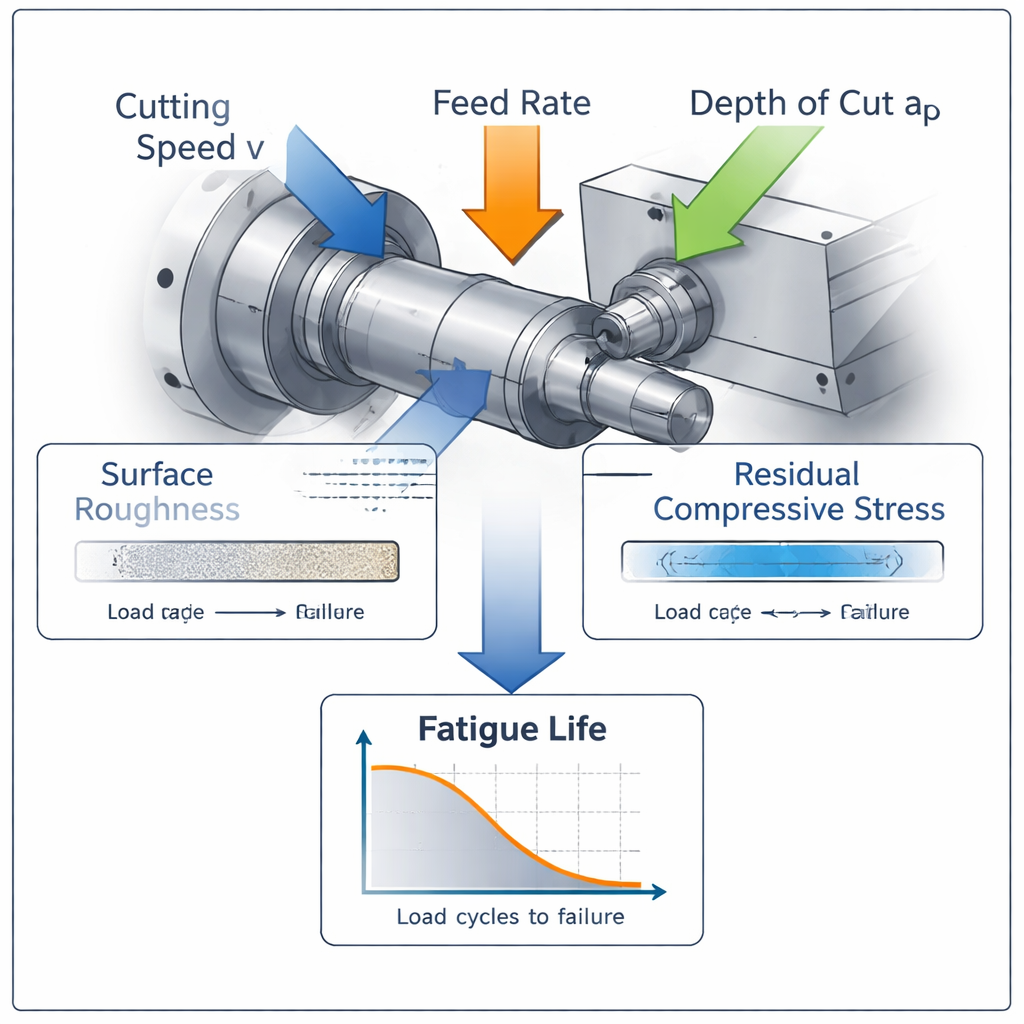
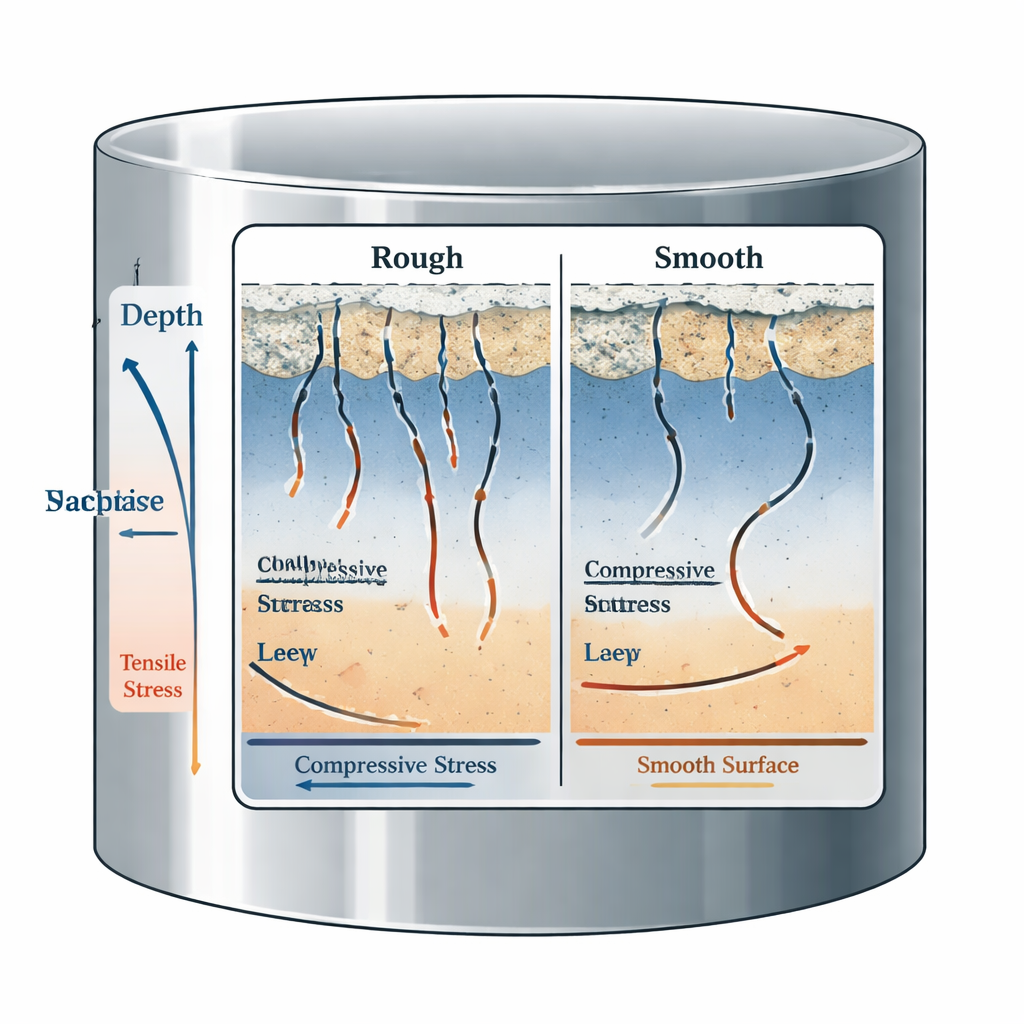
Antes de que un eje de acero entre en servicio, se le da su forma final en un torno. En ese paso, los fabricantes eligen tres ajustes clave: la velocidad de avance de la herramienta (avance), la velocidad de rotación de la pieza (velocidad de corte) y la profundidad de corte. Estas decisiones no solo afectan la rapidez del proceso: también controlan el acabado superficial y las tensiones internas fijadas en la capa exterior de la pieza, características que se agrupan como “integridad superficial”. Las superficies más rugosas actúan como pequeñas muescas donde pueden iniciarse grietas, mientras que las tensiones compresivas cercanas a la superficie funcionan como abrazaderas invisibles que frenan ese crecimiento de grietas.
Ensayando aceros bajo flexión realista
Los investigadores utilizaron acero 42CrMo templado y revenido, una elección habitual para componentes exigentes, y mecanizaron probetas en un torno controlado por ordenador bajo condiciones de corte “húmedo” (con lubricación). Variaron la velocidad de corte, el avance y la profundidad de corte de forma individual y midieron dos resultados cruciales: la rugosidad superficial y la tensión residual compresiva en la capa exterior, usando un rugosímetro y métodos por rayos X. A continuación, eligieron cuatro conjuntos representativos de condiciones de corte y fabricaron probetas en forma de reloj de arena, que fueron flexionadas repetidamente a altos niveles de esfuerzo hasta su fallo, lo que permitió vincular directamente las condiciones de mecanizado con la vida a fatiga: cuántos ciclos podía soportar cada pieza.
Qué hace que una pieza dure más
Los experimentos mostraron que el avance tiene un efecto marcado en la rugosidad: un avance mayor genera marcas de herramienta más pronunciadas y un acabado más rugoso. La velocidad de corte, por su parte, resultó especialmente importante tanto para la rugosidad como para el patrón de tensiones residuales. Dentro de un rango moderado, velocidades de corte más altas, combinadas con refrigerante, redujeron la vibración y evitaron la acumulación de material en el filo de la herramienta, conduciendo a una superficie más lisa y a tensiones compresivas más intensas en una capa más profunda bajo ella. La profundidad de corte tuvo una influencia menor y más sutil. Al comparar los cuatro ajustes de corte seleccionados, la combinación de velocidad de corte relativamente alta y avance bajo produjo piezas con un perfil muy favorable: baja rugosidad, tensiones compresivas superficiales muy elevadas y una capa protectora profunda. Estas piezas resistieron hasta aproximadamente 95.000 ciclos de flexión, significativamente más que las piezas con superficies más rugosas o con tensiones compresivas más débiles.
Ponderando a los dos grandes actores: rugosidad y tensión
Para convertir estas observaciones en una herramienta de diseño práctica, los autores construyeron una puntuación combinada que mezcla la rugosidad superficial y la tensión residual compresiva en un único “valor estándar ponderado”. Escalaron ambas medidas a un rango común de 0–1 y asignaron a la rugosidad superficial un 35% de influencia y a la tensión residual compresiva un 65%, reflejando su importancia estimada para la vida a fatiga. Esta puntuación se correlacionó estrechamente con la duración real de las probetas en los ensayos de fatiga: las muestras con el valor ponderado más alto mostraron sistemáticamente las vidas más largas, y las de valor más bajo fallaron antes. Imágenes microscópicas de las fracturas apoyaron esta conclusión, mostrando que tensiones compresivas fuertes y un gradiente de tensión profundo ralentizan el crecimiento de grietas incluso cuando la superficie no es perfecta, mientras que una buena rugosidad por sí sola no compensa unas tensiones compresivas débiles.
Qué significa esto para las máquinas reales
Para quienes no son especialistas, el mensaje es claro: cómo se corta el acero puede ser tan importante como qué acero se elige. Al seleccionar parámetros de mecanizado que generen una superficie razonablemente lisa y, al mismo tiempo, una capa compresiva fuerte y profunda, los fabricantes pueden retrasar considerablemente la aparición de las pequeñas grietas que finalmente conducen a la falla. El método de puntuación ponderada del estudio ofrece a los ingenieros una manera sencilla de equilibrar estos dos efectos al ajustar velocidad de corte, avance y profundidad de corte. En la práctica, esto significa pernos, ejes y engranajes más seguros y con mayor durabilidad, sin cambiar el material, sino mecanizándolo de manera más inteligente.
Cita: Tang, K., Zhu, J., Yin, B. et al. Effect of cutting process parameters on fatigue properties of quenched and tempered 42CrMo steel. Sci Rep 16, 6962 (2026). https://doi.org/10.1038/s41598-026-38185-4
Palabras clave: fatiga del metal, mecanizado, rugosidad superficial, tensión residual, acero de alta resistencia