Clear Sky Science · es
Aplicación de un método IEW-CRITIC-CoCoSo basado en fuzzy T-esférico con valores en intervalo para optimizar parámetros de proceso de compuestos de polipropileno reciclado impresos en 3D
De residuos pandémicos a piezas útiles
Miles de millones de mascarillas desechables y otros textiles a base de polipropileno se han acumulado como residuo desde la pandemia de COVID-19. Este estudio explora cómo esos desechos pueden transformarse en piezas impresas en 3D resistentes y confiables, y cómo ajustar una impresora para que el plástico reciclado compita con material virgen. Usando un nuevo tipo de matemáticas de toma de decisiones, los autores muestran cómo extraer el mejor rendimiento mecánico de polipropileno reciclado reforzado con fibra de vidrio, ayudando a cerrar el ciclo del plástico sin perder la viabilidad de la impresión 3D para aplicaciones de ingeniería.
Por qué el plástico reciclado necesita impresión inteligente
El polipropileno reciclado obtenido de telas meltblown de desecho, como las capas de las mascarillas, resulta atractivo porque es barato, ligero y ya está ampliamente disponible. Pero cuando se usa en impresoras 3D estándar por modelado por deposición fundida (FDM), sufre de uniones débiles entre capas y deformaciones inestables. Añadir fibras cortas de vidrio mejora la resistencia y la rigidez, creando un compuesto denominado GF/RPP. Aun así, la calidad final depende en gran medida de cómo se configure la impresora: la temperatura de la boquilla, el espesor de capa, el grado de relleno interno (densidad de infill) y las direcciones de las líneas impresas influyen de distinta manera en la resistencia, la rigidez y la ductilidad. Encontrar un conjunto de parámetros que equilibre las tres propiedades a la vez no es nada evidente.
Diseño del material y de las pruebas
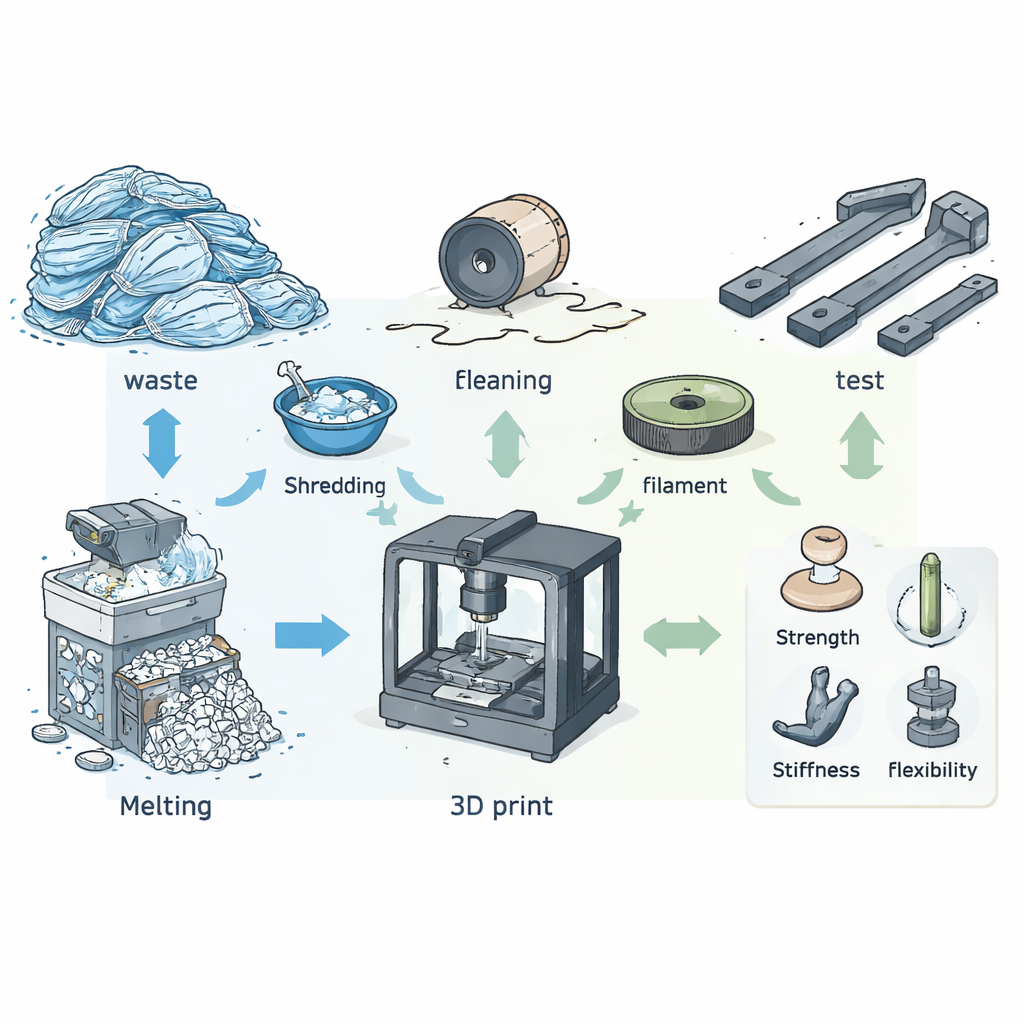
Los investigadores empezaron transformando polipropileno meltblown de desecho en gránulos y luego en filamento cargado con 30% de fibra de vidrio en peso. Confirmaron que este compuesto se funde y fluye bien por debajo de su temperatura de degradación, lo que lo hace adecuado para impresión 3D por extrusión. Utilizando una impresora FDM comercial, imprimieron probetas normalizadas tipo dog-bone bajo nueve combinaciones diferentes de temperatura (220, 240, 260 °C), espesor de capa (0,1; 0,2; 0,3 mm) y densidad de infill (60, 80, 100%), y repitieron ese conjunto con tres ángulos de raster (0°, 45°, 90°). Cada muestra se sometió a ensayo de tracción para medir la resistencia a la tracción, la rigidez (módulo de tracción) y la elongación a la rotura, captando cuán fuertes, rígidas y dúctiles eran las piezas.
Nueva matemática para equilibrar objetivos en conflicto
Debido a que algunos ajustes que aumentan la resistencia pueden reducir la ductilidad, el equipo empleó un marco de decisión multicriterio (MADM) para ponderar y combinar todos los resultados. Trabajaron en un entorno “difuso”, donde cada medición se trata no como un único valor preciso sino como un intervalo con grados de creencia, duda y descreimiento—reflejando mejor la naturaleza ruidosa de los experimentos. Su operador difuso T-esférico con valores en intervalo les permite fusionar datos de diferentes ángulos de raster y propiedades mecánicas a la vez que reduce la influencia de valores atípicos. Para decidir la importancia de cada propiedad, combinaron el juicio de expertos con una medida objetiva de cuánto varía y entra en conflicto cada propiedad con las demás. Por último, usaron un procedimiento de ordenación llamado CoCoSo para puntuar y ordenar los nueve conjuntos de parámetros, buscando el mejor comportamiento mecánico global en lugar del número más alto en una sola magnitud.
Cómo son los ajustes óptimos de impresión
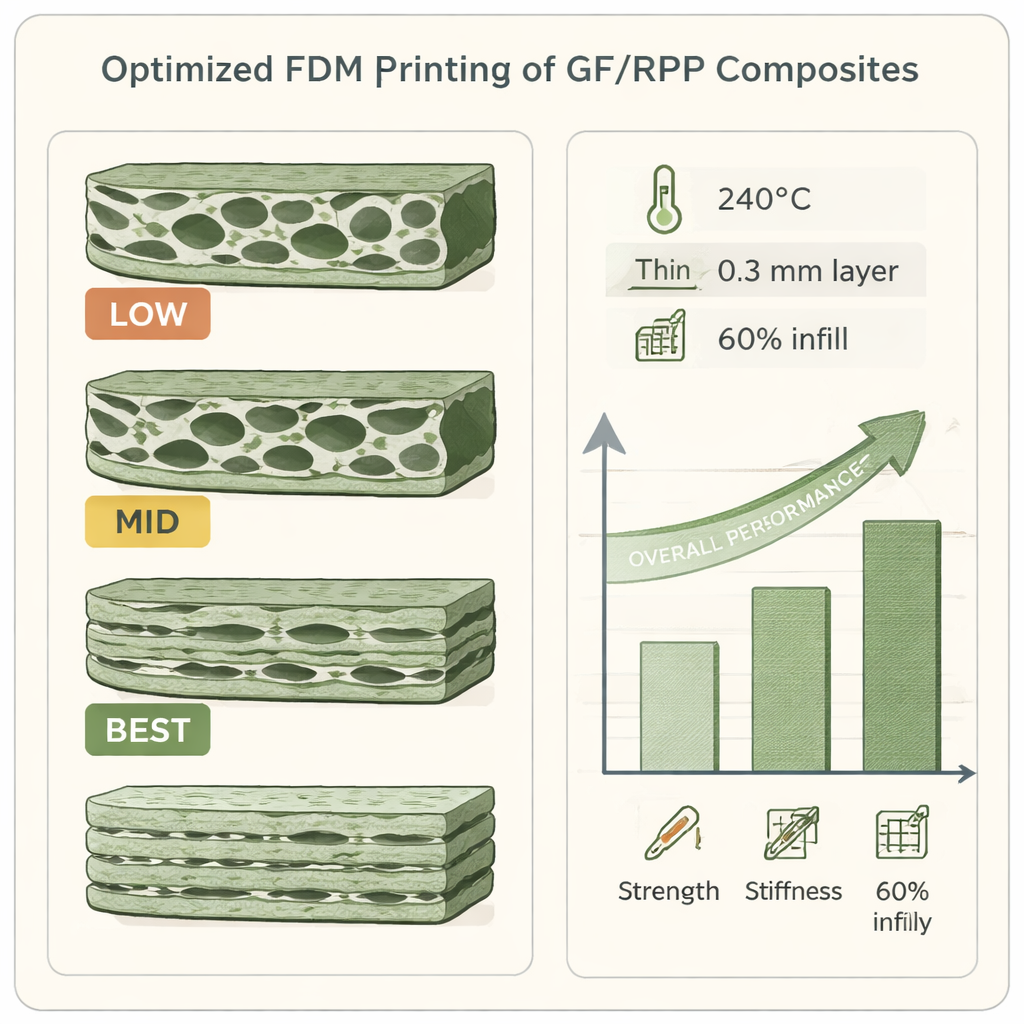
El análisis combinado apuntó claramente a una receta ganadora: una temperatura de impresión de 240 °C, un espesor de capa de 0,3 mm y una densidad de infill del 60%. Esta combinación, denominada esquema M6, ofreció aproximadamente un 10,7% de mejora en el rendimiento mecánico global frente a las demás configuraciones probadas. A 240 °C, el material se funde lo suficiente para fusionar bien las capas sin quemarse; las capas más gruesas aumentan el área de contacto entre capas y reducen huecos internos; y una densidad de infill moderada proporciona buen soporte sin introducir excesivas tensiones internas. La microscopía de muestras fracturadas corroboró los datos: las piezas impresas de forma óptima mostraron capas densas y bien fusionadas y fibras de vidrio bien ancladas en el plástico, mientras que las configuraciones menos favorables presentaron huecos, fibras arrancadas y grandes vacíos que debilitan la pieza.
Qué significa esto para una impresión 3D más verde
En términos sencillos, el estudio demuestra que con los ajustes adecuados, el material de mascarillas reciclado reforzado con fibra de vidrio puede convertirse en una materia prima fiable para imprimir piezas estructurales en 3D. En lugar de optimizar una propiedad a la vez, el marco de decisión difuso de los autores ayuda a los fabricantes a ajustar impresoras para una mezcla equilibrada de resistencia, rigidez y flexibilidad bajo incertidumbre. Más allá de este compuesto particular, la misma caja de herramientas matemáticas podría guiar la selección de parámetros para otros plásticos reciclados y materiales avanzados, facilitando el diseño de productos impresos en 3D más sostenibles y de alto rendimiento.
Cita: Zhao, S., Du, Y., Hao, Y. et al. Application of an IEW-CRITIC-CoCoSo method based on interval-valued T-spherical fuzzy for optimizing process parameters of 3D printed recycled polypropylene composites. Sci Rep 16, 6971 (2026). https://doi.org/10.1038/s41598-026-37726-1
Palabras clave: impresión 3D, polipropileno reciclado, compuestos con fibra de vidrio, optimización de procesos, toma de decisiones difusa