Clear Sky Science · es
Evaluación integrada del desgaste de la herramienta, la morfología de viruta, la integridad superficial y el consumo energético en el fresado sostenible de Inconel 718
Por qué importa la refrigeración al cortar metales difíciles
Desde motores a reacción hasta centrales eléctricas, muchas piezas críticas se fabrican a partir de un metal extremadamente resistente llamado Inconel 718. Su resistencia a temperaturas muy altas lo hace ideal para entornos severos, pero también lo convierte en un material notoriamente difícil y costoso de mecanizar. Este estudio plantea una pregunta práctica para la industria y el medio ambiente: ¿podemos cortar este metal difícil de forma que consuma menos energía, desgaste menos las herramientas y deje una superficie lisa y fiable—al tiempo que reducimos la cantidad de fluido de corte que puede perjudicar a los trabajadores y al planeta?

Un metal obstinado usado en lugares extremos
Inconel 718 es una superaleación a base de níquel que mantiene su resistencia desde temperaturas de congelación hasta casi 1000 °C. Eso lo hace perfecto para motores aeronáuticos, tuberías de alta presión y aplicaciones de defensa, donde la falla no es una opción. Pero sus propias ventajas provocan problemas en el taller. Al mecanizarlo, la herramienta de corte afronta fuerzas y calores enormes que pueden superar los 1100 °C. El metal no conduce bien el calor y tiende a adherirse a la herramienta, por lo que las herramientas se desgastan rápidamente, las superficies quedan rugosas y los costes de producción aumentan. Al mismo tiempo, los refrigerantes líquidos tradicionales usados para controlar este calor pueden generar problemas de salud y medioambientales cuando se emplean en grandes volúmenes.
Cuatro formas de enfriar y lubricar el corte
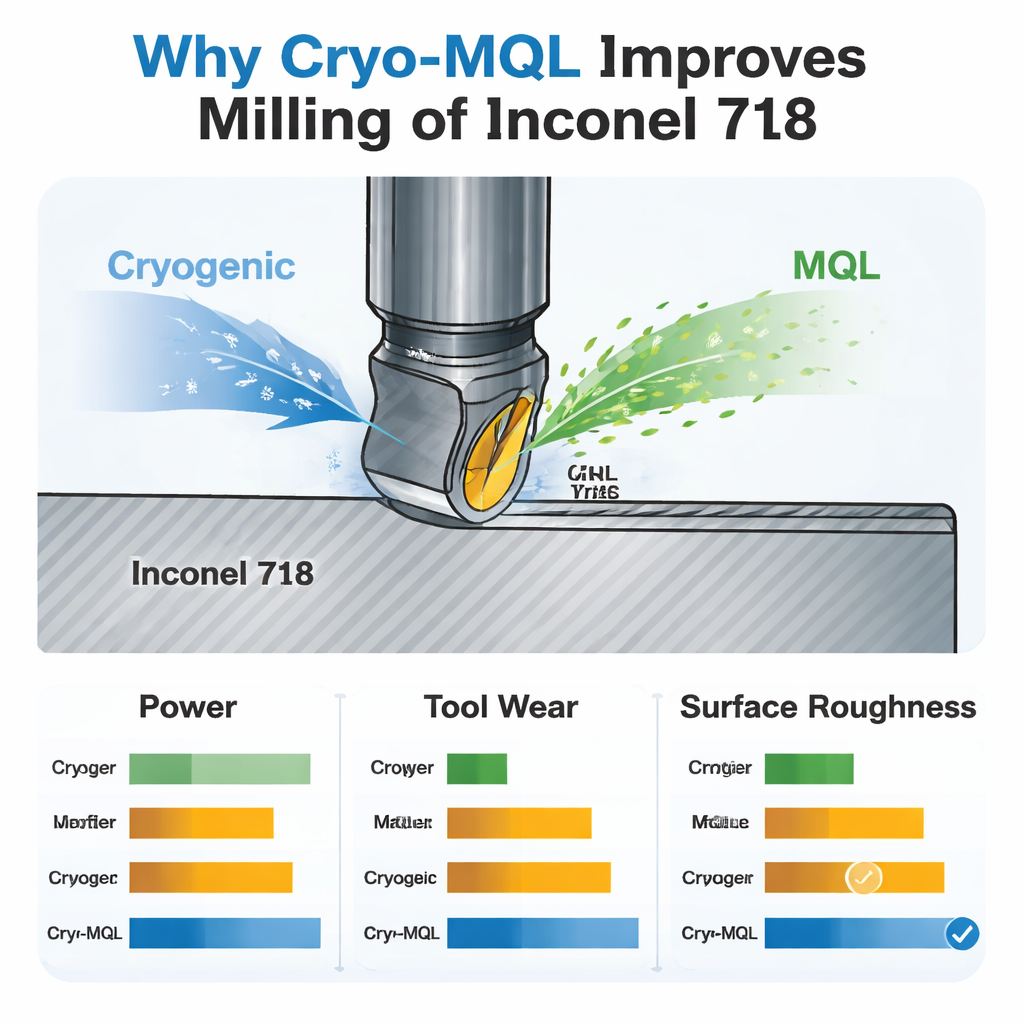
Los investigadores compararon cuatro formas diferentes de enfriar y lubricar la zona de corte durante el fresado de Inconel 718 en una máquina CNC. En el corte en seco no se usa ningún fluido. La lubricación de cantidad mínima (MQL) pulveriza solo una fina niebla de aceite, usando mucho menos fluido que el inundado convencional. La refrigeración criogénica aporta un gas o líquido muy frío, como nitrógeno líquido, para enfriar la zona de corte. Finalmente, un enfoque híbrido llamado Cryo-MQL combina tanto el chorro frío como la niebla de aceite. Con estos cuatro métodos, el equipo realizó ensayos a tres velocidades de corte manteniendo constantes la velocidad de avance y la profundidad de pasada. Midieron cuánta potencia eléctrica consumía la máquina, con qué rapidez se desgastaban las herramientas de corte, cuán lisas quedaban las superficies acabadas y cómo cambiaba la forma de las pequeñas virutas curvadas de metal.
Consumo energético, suavidad superficial y vida útil de la herramienta
Los resultados muestran que la elección del método de refrigeración afecta fuertemente al comportamiento del mecanizado. El corte en seco consumió siempre más energía y produjo el desgaste de herramienta más severo, incluyendo astillado del filo y daños profundos en la cara de la herramienta. La MQL redujo la fricción y ayudó a que las herramientas duraran más que en corte en seco, pero su limitada capacidad de enfriamiento se convirtió en un inconveniente a velocidades más altas. La refrigeración criogénica pura protegió bien la suavidad superficial a bajas velocidades y redujo las temperaturas de la herramienta a altas velocidades, pero también pudo provocar choques térmicos repentinos que dejaron pequeños cráteres en la herramienta. El enfoque híbrido Cryo-MQL ofreció consistentemente el mejor equilibrio: a bajas velocidades redujo el consumo de energía en aproximadamente un 10% respecto al corte en seco, y a todas las velocidades mantuvo el desgaste de la herramienta en los niveles más bajos al combinar el enfriamiento de la herramienta con la formación de una película lubricante estable entre herramienta y viruta.
Lo que revelan las pequeñas virutas de metal
El estudio también examinó la forma y la fragmentación de las virutas metálicas, que actúan como huellas dactilares de lo que ocurre en la zona de corte. A medida que aumentaba la velocidad de corte, las virutas tendían a formar patrones en sierra, señal de que el material se deforma en ráfagas a lo largo de zonas estrechas de cizallamiento y calor intensos. Bajo condiciones de corte en seco y con MQL simple, estas virutas con frecuencia se volvieron muy serradas e irregulares, lo que señala un corte inestable y altas cargas térmicas. La refrigeración criogénica agudizó los dientes de sierra al volver el metal más frágil en el frío. Sin embargo, con Cryo-MQL las virutas resultaron en general más regulares y más fáciles de controlar, lo que indica un equilibrio más estable entre temperatura, fricción y ductilidad del material. Este comportamiento de las virutas coincidió con las mediciones de desgaste de herramienta y consumo de energía, reforzando la conclusión de que el método híbrido domestica el proceso de corte.
Qué implica esto para un mecanizado más limpio y barato
Para las fábricas que deben mecanizar Inconel 718, estos hallazgos sugieren un camino práctico a seguir. Operar las herramientas en condiciones híbridas Cryo-MQL puede reducir la demanda energética, prolongar la vida útil de las herramientas y mantener una buena calidad superficial, todo ello usando solo una pequeña cantidad de lubricante. Esto se traduce en menos cambios de herramienta, menos desperdicio y una menor dependencia de grandes volúmenes de fluidos de corte convencionales. En términos simples, combinar un enfriamiento muy frío con una fina niebla de aceite permite a los fabricantes cortar este metal obstinado de forma más suave y eficiente, apoyando tanto el ahorro de costes como una producción más limpia y sostenible.
Cita: Yurtkuran, H. Integrated assessment of tool wear, chip morphology, surface ıntegrity and energy consumption in sustainable milling of Inconel 718. Sci Rep 16, 6967 (2026). https://doi.org/10.1038/s41598-026-37624-6
Palabras clave: mecanizado de Inconel 718, refrigeración criogénica, lubricación mínima, desgaste de herramienta, fabricación sostenible