Clear Sky Science · es
Control proporcional de doble lazo para soldadura por brazing por inducción de alta precisión en guías de onda de aluminio de paredes finas
Protegiendo las vías vitales de los satélites
Los satélites de comunicaciones modernos dependen de tubos metálicos huecos llamados guías de onda para transportar señales de radio entre las antenas y la electrónica. Estas piezas deben sobrevivir a años de vibraciones durante el lanzamiento, frío extremo y sol abrasador sin perder energía ni agrietarse. Este artículo explora una forma más inteligente de “soldar” guías de onda ligeras de aluminio mediante brazing por inducción, de modo que cada junta sea fuerte, uniforme y se realice con una intervención humana mínima.
De las llamas del soplete al calentamiento inteligente
El brazing tradicional suele usar llamas o hornos que calientan áreas grandes y pueden deformar piezas delicadas. El brazing por inducción, en cambio, utiliza una bobina de cobre ajustada para crear un campo electromagnético concentrado que calienta solo la zona de la junta. Los autores se centran en guías de onda de aluminio de paredes finas empleadas en hardware espacial, donde incluso pequeños errores de temperatura pueden provocar deformaciones o un llenado incompleto de la aleación de aporte. Dado que los termómetros de contacto alterarían la superficie y fallarían en el intenso campo electromagnético, el sistema se basa en sensores infrarrojos sin contacto y en modelos matemáticos para seguir la temperatura durante el proceso.
Un lazo de retroalimentación inteligente para el calentamiento
La primera estrategia de control que desarrolló el equipo fue un lazo de retroalimentación único que no observa la temperatura en sí, sino la rapidez con que la junta se está calentando. Un sensor sin contacto mide la temperatura en la junta, y un controlador sencillo ajusta la potencia suministrada a la bobina de inducción para que la tasa de calentamiento siga una rampa programada y luego se mantenga en la temperatura de fusión de la aleación. En pruebas de laboratorio con varias formas de guía de onda, este sistema de lazo único pudo mantener el error medio de temperatura en alrededor de 3–4 grados Celsius y limitar el sobrepaso, siempre que un técnico ajustara cuidadosamente la distancia entre la bobina y las piezas de antemano. Cuando ese ajuste se realizaba bien, casi todas las juntas superaban la inspección metalográfica.
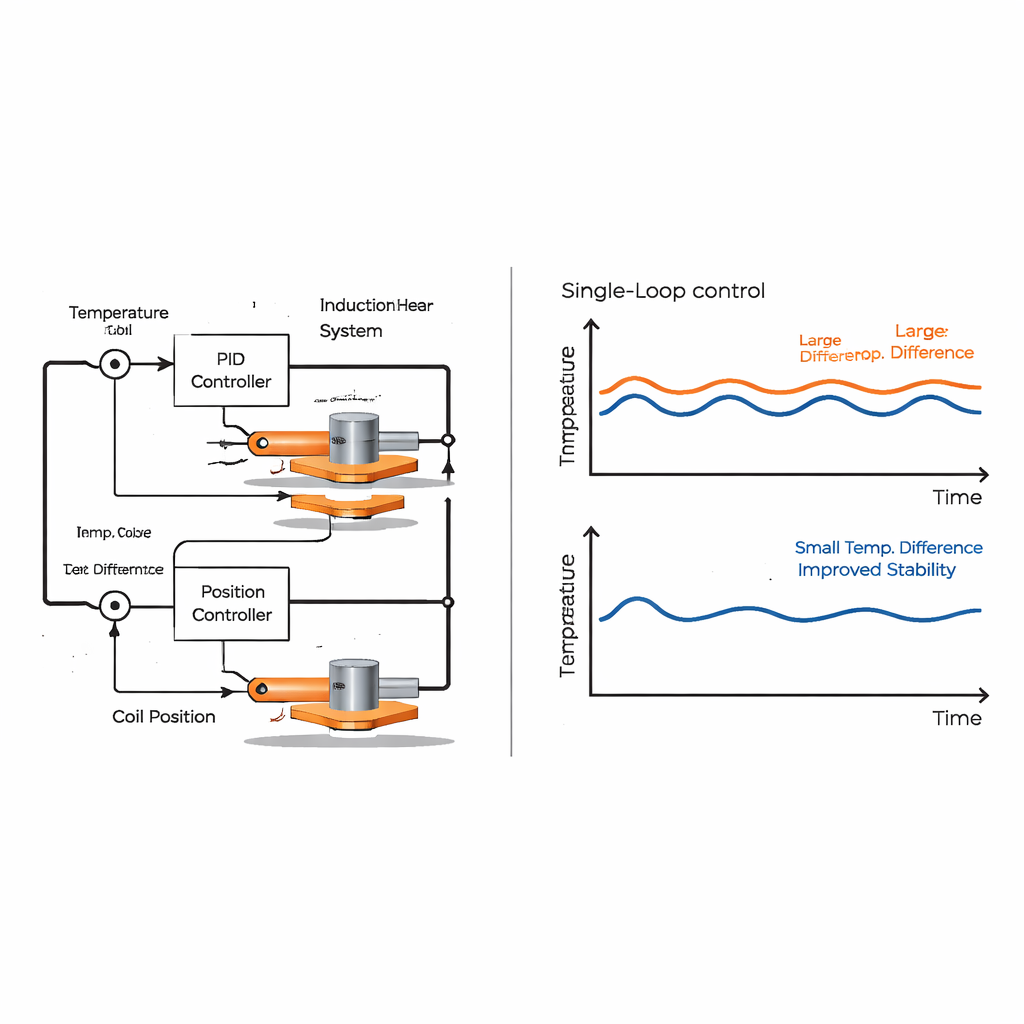
Añadiendo un segundo lazo para equilibrar
Sin embargo, los investigadores observaron que incluso con un ajuste cuidadoso, el tubo y la brida sometidos a unión podían seguir difiriendo en temperatura por más de 15 grados si cambiaba la separación con la bobina o si el grosor de la pieza variaba de lote en lote. Para solucionarlo, introdujeron un segundo lazo de retroalimentación. Ahora, un sensor infrarrojo vigila la brida mientras otro vigila el tubo. El primer lazo sigue controlando la potencia en función del perfil de calentamiento, pero el segundo lazo mueve lentamente la pieza respecto a la bobina cuando detecta que un lado está más caliente que el otro. Al acercar o alejar la junta de la bobina, el sistema equilibra activamente las temperaturas en la zona de brazing durante el precalentamiento, la rampa y la etapa final de mantenimiento.
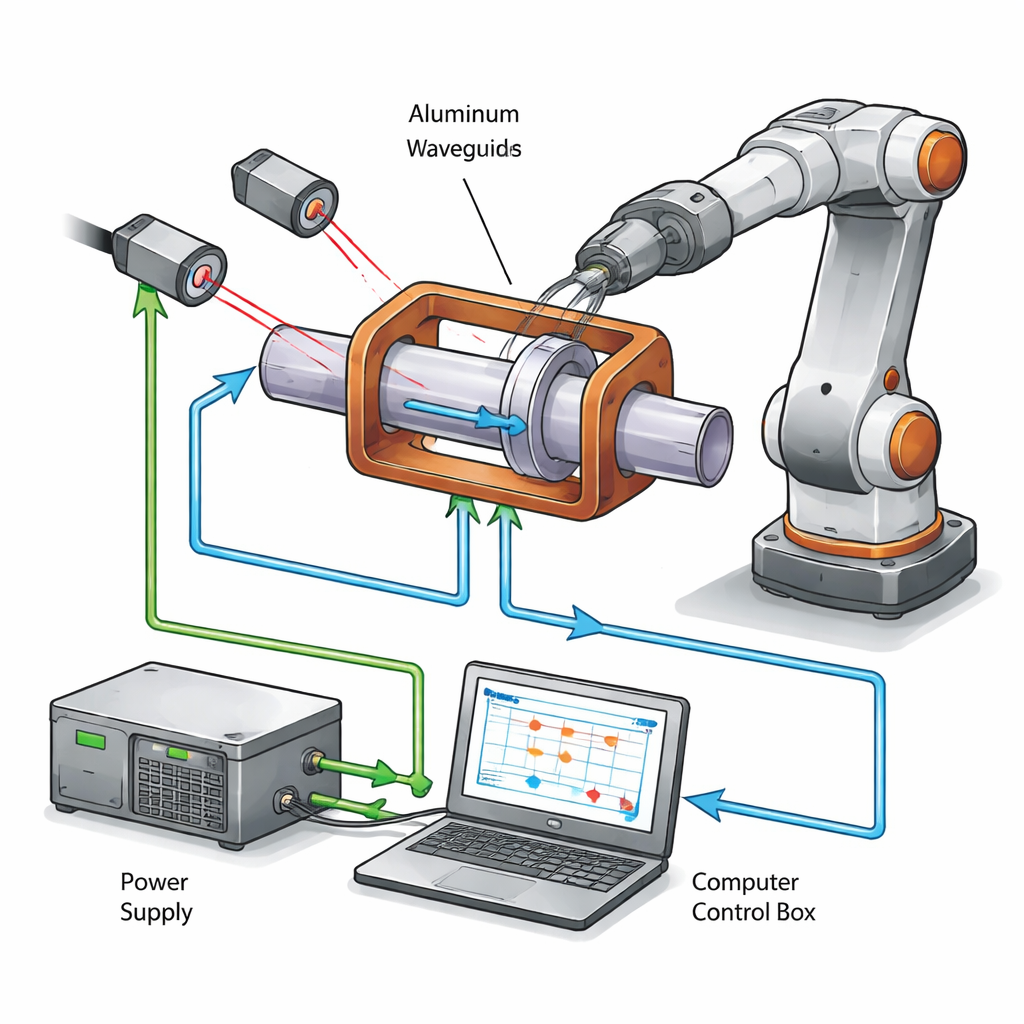
Del prototipo de laboratorio a la línea de producción
Para llevar esta idea de doble lazo a la práctica, los autores construyeron una celda de brazing totalmente automatizada. Incluye un generador de alta frecuencia, bobinas refrigeradas por agua, un manipulador de seis ejes, un telémetro láser para medir distancias, sensores infrarrojos dobles y cámaras industriales para monitorizar el alineamiento. Todos estos dispositivos están coordinados por un software modular en C++ que se ejecuta en un PC industrial. El programa recopila datos de temperatura, posición, potencia y vídeo 20 veces por segundo, registra todo en una base de datos SQL y utiliza métricas de calidad como la desviación de la tasa de rampa y la dispersión de temperatura para evaluar cada ciclo de brazing en tiempo real. En pruebas extensas sobre 120 conjuntos de varios tamaños, el sistema de doble lazo redujo el error medio de temperatura a poco más de 2 grados, redujo a la mitad la diferencia máxima de temperatura entre tubo y brida a unos 8 grados y aumentó el rendimiento de juntas aceptables al 97 por ciento, incluso cuando los operarios eran menos precisos en su ajuste inicial.
Qué significa esto para el futuro del hardware espacial
Para los no especialistas, el mensaje clave es que los autores han transformado un proceso de calentamiento antaño artesanal y dependiente del operario en uno más predecible y autocorregible. Midiendo no solo cuán caliente está la junta sino también cuán uniformemente se distribuye ese calor, el controlador de doble lazo puede ajustar automáticamente tanto la potencia como la posición para lograr juntas de brazing más limpias y fiables con menos defectos. Este enfoque reduce retrabajos y desperdicios, y apunta hacia sistemas todavía más inteligentes que algún día podrían usar algoritmos predictivos o métodos de aprendizaje para afinar el calentamiento de nuevos materiales y geometrías. En términos prácticos, tales avances ayudan a garantizar que la “plomería” que transporta señales dentro de los satélites permanezca robusta durante misiones prolongadas, respaldando comunicaciones más fiables con la Tierra.
Cita: Tynchenko, V., Martysyuk, D., Kurashkin, S. et al. Dual-loop proportional control for high-precision induction brazing of thin-walled aluminum waveguides. Sci Rep 16, 7440 (2026). https://doi.org/10.1038/s41598-026-37593-w
Palabras clave: brazing por inducción, guías de onda de aluminio, control por retroalimentación, fabricación robótica, hardware satelital