Clear Sky Science · es
Optimización de parámetros de soldadura por fricción para las aleaciones de aluminio disímiles AA2014 y AA5052
Metales ligeros más resistentes para coches y aviones
Desde coches eléctricos hasta aviones y barcos, los fabricantes buscan piezas metálicas que sean a la vez ligeras y resistentes. El aluminio responde bien a esa necesidad, pero unir grados diferentes de aluminio sin debilitarlos resulta sorprendentemente difícil. Este estudio muestra cómo los ingenieros pueden afinar un proceso en estado sólido llamado soldadura por fricción para que dos aleaciones de aluminio muy distintas, AA2014 y AA5052, formen una unión fuerte y fiable adecuada para estructuras exigentes.
Cómo una herramienta giratoria une el metal sin fundirlo
La soldadura por fricción funciona más como amasar que como fundir y fusionar de forma tradicional. Una herramienta dura y giratoria se presiona en la junta entre dos chapas metálicas y se desplaza a lo largo del encuentro. La fricción ablanda, pero no funde, el metal para poder amasarlo y forjarlo hasta formar una unión sólida. Esto evita muchos de los problemas de la soldadura ordinaria, como poros, grietas y distorsiones. En este estudio, los autores se centraron en cuatro ajustes clave: la velocidad de giro de la herramienta, la forma de su espiga (triangular, circular o cuadrada), la presión aplicada (carga axial) y la velocidad de avance a lo largo de la junta. Querían ver cómo estas variables afectan la resistencia final, la ductilidad y la dureza de la soldadura entre una aleación de alta resistencia y tratable térmicamente (AA2014) y otra más resistente a la corrosión (AA5052).
Uso de estadística inteligente para encontrar los mejores parámetros
Probar cada combinación posible de parámetros sería lento y costoso. En su lugar, el equipo utilizó una estrategia estadística llamada metodología de superficie de respuesta combinada con un diseño Box–Behnken. Esto les guió hacia 29 experimentos cuidadosamente seleccionados que mapearon de forma eficiente cómo las cuatro variables del proceso influyen en cuatro resultados importantes: resistencia última a la tracción (cuánta carga puede soportar la unión antes de romperse), límite elástico (cuando empieza a deformarse de forma permanente), elongación (cuánto puede estirarse) y microdureza (resistencia a la indentación). Luego emplearon una función de “deseabilidad” para buscar un conjunto de parámetros de compromiso que mantuviera la resistencia y la dureza altas sin sacrificar demasiada ductilidad.
Cómo es la soldadura optimizada por dentro
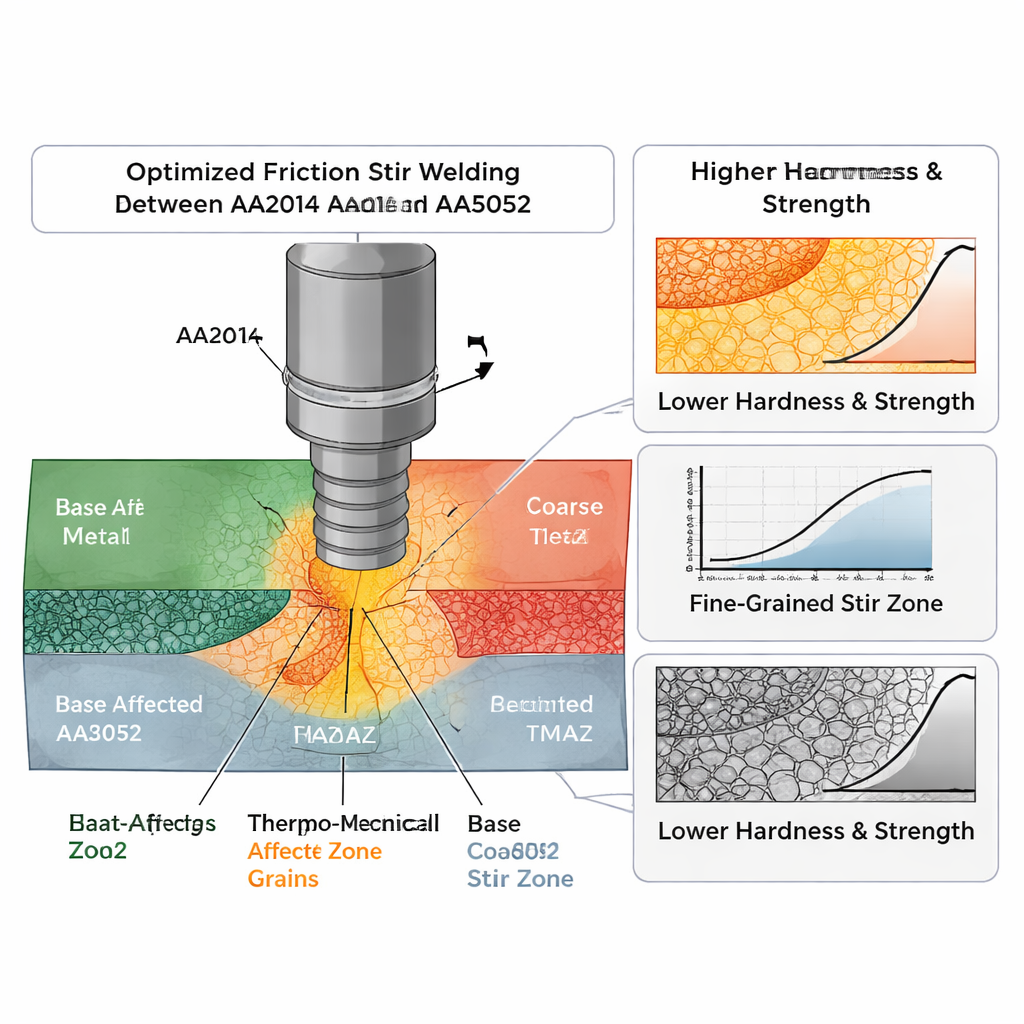
El mejor compromiso que hallaron empleó una velocidad de giro moderadamente alta (unos 1880 revoluciones por minuto), una espiga de forma cuadrada, una carga axial relativamente elevada de 10 kN y una velocidad de soldadura medio‑alta de alrededor de 17,6 mm por minuto. Bajo estas condiciones, la junta alcanzó aproximadamente 258 MPa en resistencia a la tracción y 197 MPa en límite elástico, con una dureza algo superior a 100 en la escala Vickers y una elongación de aproximadamente 4,4 %. Estudios microscópicos cuidadosos revelaron la razón: en la zona central de agitación los granos de aluminio son muy finos y casi equiaxiales, y pequeñas partículas de refuerzo están distribuidas de forma uniforme. Esta estructura fina y homogénea es característica de una recristalización dinámica completa: el metal se ha reconfigurado efectivamente a escala microscópica durante el amaseado.
Qué ocurre cuando los parámetros son incorrectos
Para mostrar el lado negativo de ajustes pobres, los investigadores compararon una soldadura subóptima realizada con menor velocidad de la herramienta, espiga circular y menor presión axial. Esa unión mostró granos más gruesos, aglomerados de partículas duras e incluso huecos tipo túnel donde el material no llegó a rellenar detrás de la herramienta. No es de extrañar que su resistencia y dureza fueran menores, y las superficies de fractura de las pruebas de tracción mostraron hoyuelos más grandes y desiguales y signos de fallo prematuro. En contraste, la unión optimizada fracturó con muchos hoyuelos pequeños y uniformes: evidencia de una fractura más dúctil y absorbente de energía, vinculada directamente a su microestructura refinada y libre de defectos y a un perfil de dureza más favorable a lo largo de la soldadura.
Por qué esto importa para las estructuras reales
Para los diseñadores de coches, aeronaves y barcos, el mensaje es claro: la soldadura por fricción puede unir de forma fiable aleaciones de aluminio disímiles, pero solo si el proceso se ajusta con cuidado. Combinando experimentos planificados con modelado estadístico, este estudio identifica una receta concreta de velocidad de herramienta, forma, presión y velocidad de avance que produce una junta fuerte, dura y, aun así, razonablemente dúctil entre AA2014 y AA5052. La soldadura optimizada evita defectos internos y logra un conjunto equilibrado de propiedades sin necesidad de tratamiento térmico posterior, ofreciendo una ruta práctica hacia estructuras más ligeras y eficientes que aprovechan mejor los diseños con aleaciones mixtas.
Cita: Soundararjan, S., Jeevakarunya, C., Raj Kumar, P. et al. Friction stir welding parameter optimization for dissimilar AA2014 and AA5052 aluminium alloys. Sci Rep 16, 7138 (2026). https://doi.org/10.1038/s41598-026-37562-3
Palabras clave: soldadura por fricción, aleaciones de aluminio, optimización de soldadura, estructuras ligeras, microestructura