Clear Sky Science · es
Optimización de la ablación con láser ultrarrápido de acero inoxidable en modo ráfaga basada en simulaciones validadas experimentalmente y modelado analítico
Cortes más nítidos con menos calor
Desde implantes médicos hasta herramientas de precisión, muchas tecnologías cotidianas dependen de patrones detallados grabados en metales. Los láseres ultrarrápidos —que emiten pulsos de una millonésima de una millonésima de segundo— pueden esculpir el metal con una precisión extraordinaria, pero a menudo tienen dificultades para trabajar con la rapidez que exige la industria. Este estudio explora una forma más inteligente de emitir esos pulsos, denominada “modo ráfaga”, para eliminar acero inoxidable de forma más eficiente mientras se conserva el control fino que hace atractivos a los láseres ultrarrápidos.
Dividir un gran destello en muchos pequeños
En lugar de enviar un único pulso láser potente a una superficie de acero, el modo ráfaga divide esa energía en una rápida sucesión de subpulsos más pequeños que llegan con apenas milmillonésimas de segundo de separación. 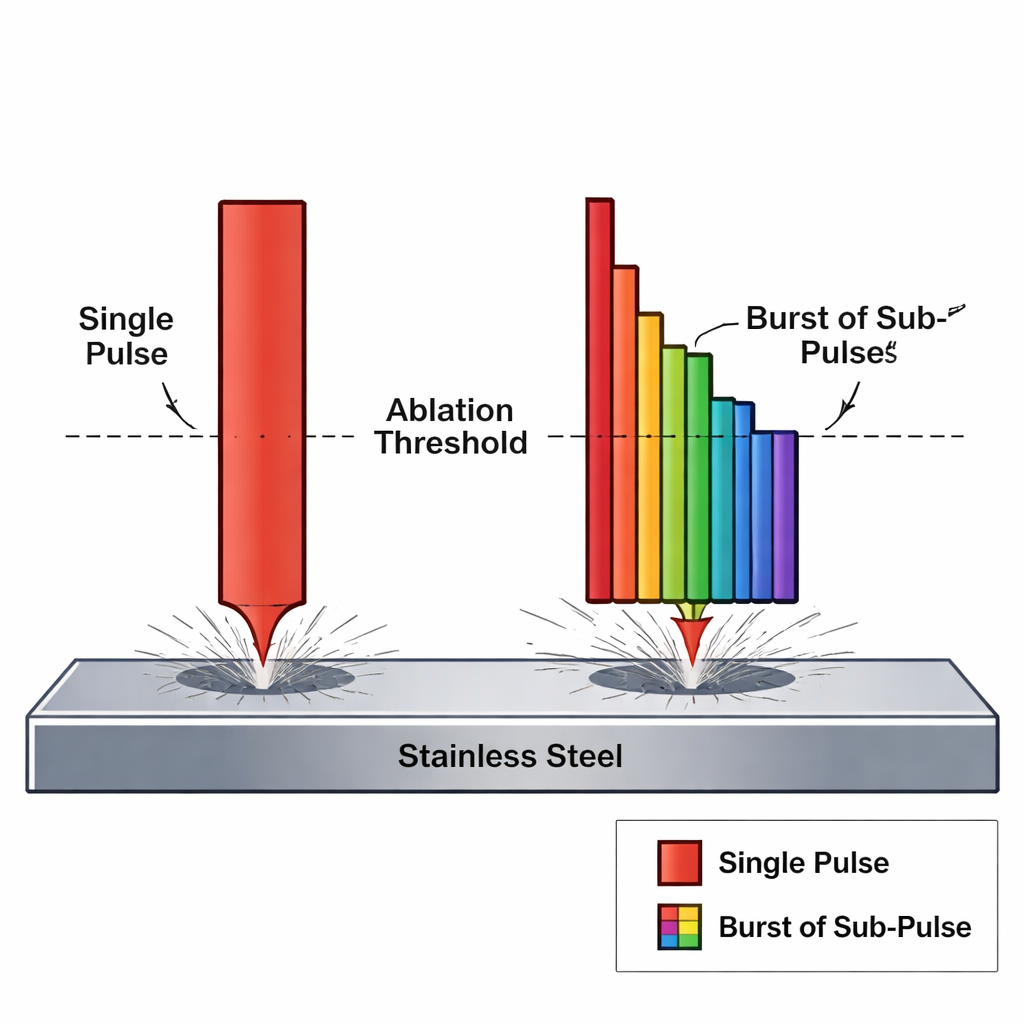
Seguir el calor dentro del metal
Para responder, el equipo utiliza y amplía un conocido modelo de “dos temperaturas”. En términos sencillos, cuando un pulso ultrarrápido golpea el metal, los electrones se calientan primero y luego transfieren rápidamente energía a la red atómica. Los investigadores simulan este calentamiento en dos pasos y después pasan a un modelo convencional de difusión térmica una vez que electrones y átomos alcanzan la misma temperatura. Esta inteligente transferencia entre modelos hace factibles simulaciones largas, incluso cuando decenas de subpulsos llegan en rápida sucesión. Los cálculos siguen cómo se acumula la temperatura, cómo el material sale expulsado y cómo evoluciona la forma de la superficie a medida que llega cada subpulso.
Experimentos que ponen a prueba los cálculos
Las simulaciones por sí solas no bastan, por lo que los autores realizan experimentos controlados usando un sistema láser femtosegundo comercial que opera en modo ráfaga. Pulen el acero inoxidable hasta obtener un acabado muy liso y disparan ráfagas individuales con distintas energías totales y diferentes números de subpulsos, para luego medir los diminutos cráteres con perfilometría óptica de alta resolución. A lo largo de numerosos disparos repetidos, analizan estadísticamente la profundidad y el diámetro de las zonas ablacionadas. Las tendencias medidas —cómo crece, se satura o desaparece la profundidad al cambiar la fluencia y el número de subpulsos— se comparan directamente con las predicciones del modelo.
Encontrar el punto óptimo para cada subpulso
Los resultados combinados revelan un patrón claro. Cuando cada subpulso es demasiado débil, no se elimina material: la energía queda por debajo de la “fluencia umbral” necesaria para arrancarlo. Al aumentar la energía por subpulso más allá de este umbral, la profundidad de ablación crece y alcanza un máximo en una fluencia por subpulso claramente definida como “óptima”. Sin embargo, si los subpulsos son demasiado fuertes, la eficiencia cae: la energía adicional solo sobrecalienta material ya removido en lugar de cavar más profundo. 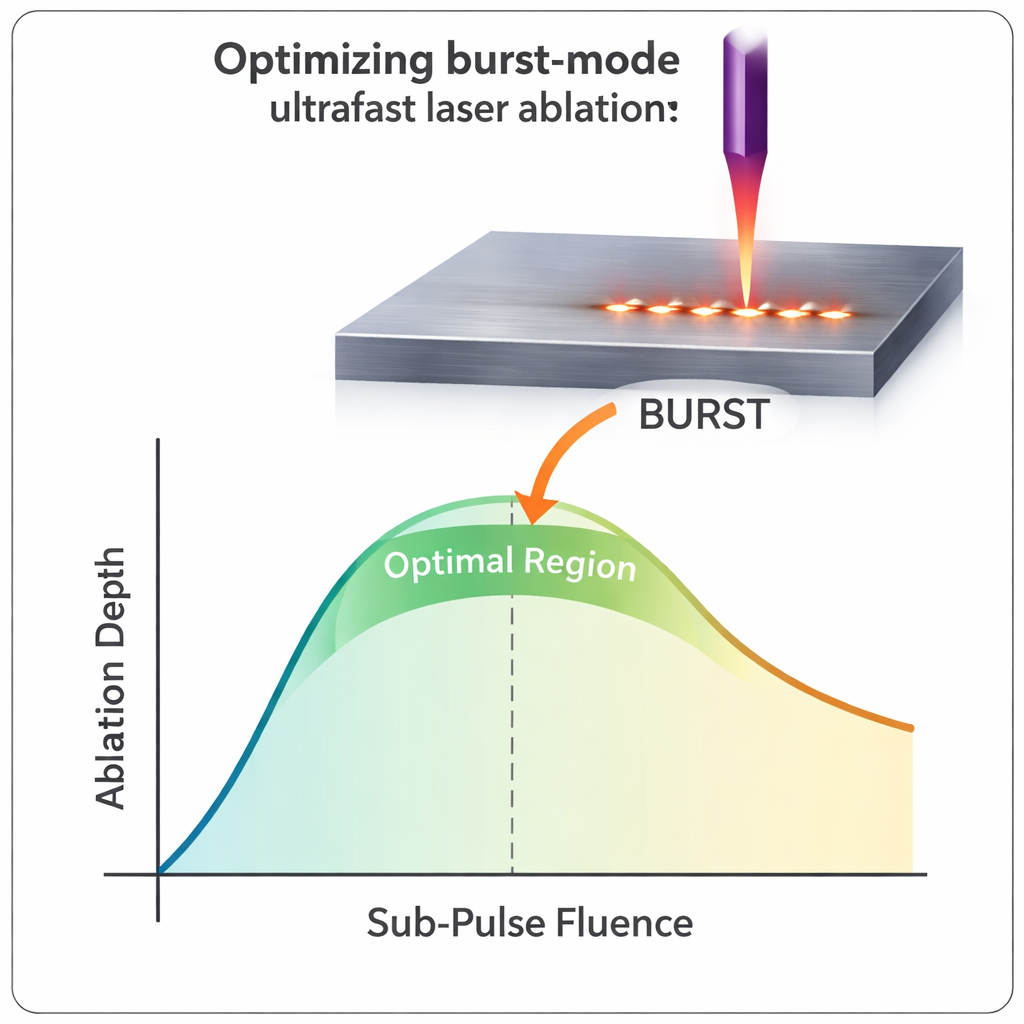
Fórmulas sencillas para decisiones rápidas en la industria
Para que estas ideas sean útiles en planta, los autores resumen sus simulaciones detalladas en dos modelos analíticos compactos. Uno usa una fórmula logarítmica sencilla para estimar la profundidad en función de la fluencia y el número de subpulsos, adecuada para una optimización rápida y aproximada. El segundo combina una descripción lineal a bajas energías con una logarítmica a energías mayores para ajustar mejor los datos en un rango más amplio. Ambos modelos identifican esencialmente la misma gama óptima de energía por subpulso y explican por qué, con alta potencia total, dividir la energía en muchos subpulsos bien elegidos es más eficaz que simplemente aumentar la potencia del láser.
Qué significa esto para la manufactura real
En términos prácticos, el estudio muestra que el “cómo” entregas la energía láser importa tanto como el “cuánto”. Para el mecanizado ultrarrápido de acero inoxidable, dividir un pulso potente en una ráfaga de subpulsos más pequeños y ajustados con cuidado puede eliminar más material por unidad de energía, mantener las características estrechas y evitar un calentamiento excesivo. Los modelos computacionales validados y las fórmulas sencillas proporcionan un conjunto de herramientas que los fabricantes de máquinas e ingenieros de proceso pueden usar para ajustar los parámetros de ráfaga y lograr un procesamiento láser más rápido, limpio y fiable en futuras aplicaciones industriales.
Cita: Omeñaca, L., Olaizola, S.M., Rodríguez, A. et al. Optimization of ultrafast laser ablation of stainless steel in burst mode based on experimentally validated simulations and analytical modelling. Sci Rep 16, 6295 (2026). https://doi.org/10.1038/s41598-026-37443-9
Palabras clave: ablación con láser ultrarrápido, procesamiento en modo ráfaga, micromecanizado de acero inoxidable, modelo de dos temperaturas, optimización de fabricación con láser