Clear Sky Science · es
Análisis experimental y numérico del conformado en frío del aluminio comercialmente puro
Conformado de piezas metálicas con menos residuos
Desde ejes de coche hasta herrajes aeronáuticos, muchos productos cotidianos comienzan como trozos de metal moldeados por compresión. Este moldeo, llamado forjado, puede ser derrochador si después hay que mecanizar grandes cantidades de material. El estudio descrito aquí explora cómo diseñar piezas de aluminio para que se forjen en formas que ya estén muy cerca del tamaño final, reduciendo así residuos, consumo de energía y costes.
Aproximarse a la forma final
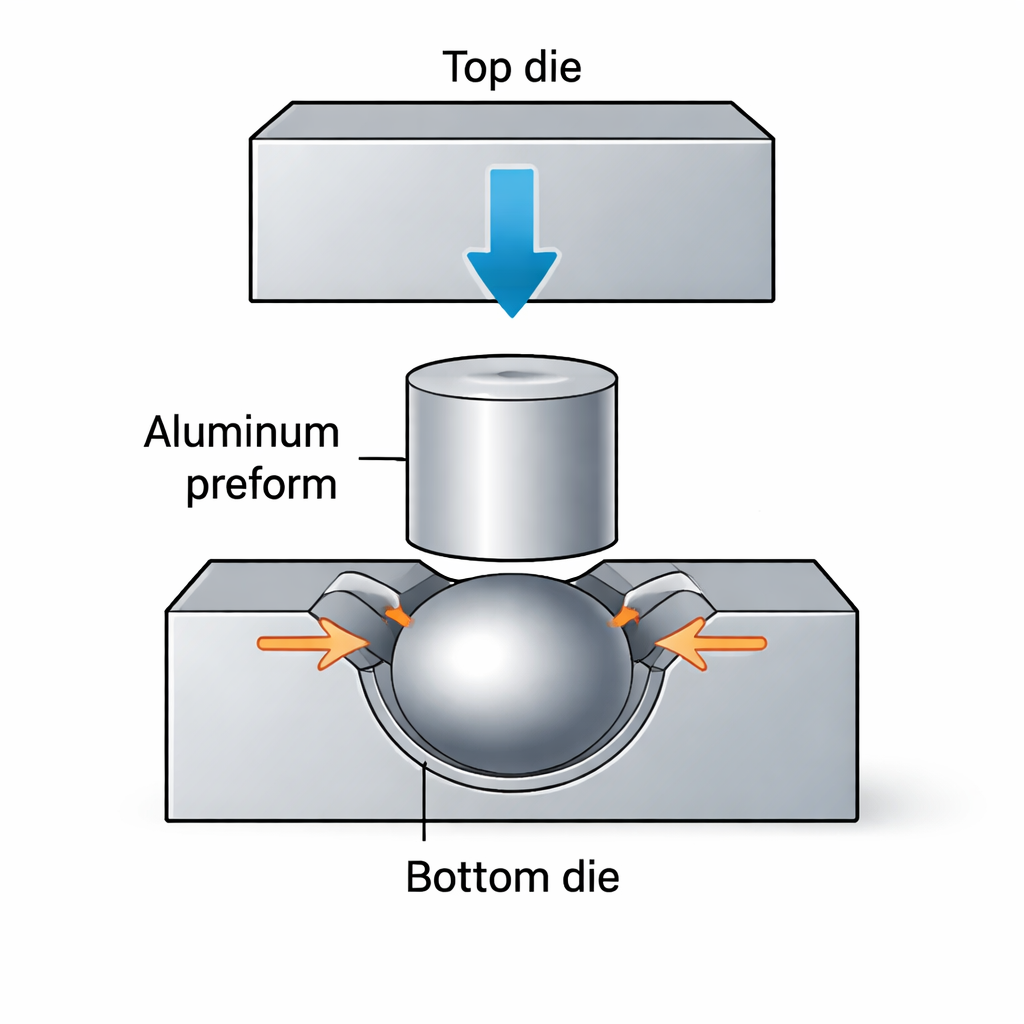
La investigación se centra en el forjado “casi en forma final” (near net shape), en el que la pieza sale de la prensa casi lista para su uso. Los autores trabajaron con aluminio comercialmente puro, un metal ligero habitual en vehículos, aviones y equipos marinos. La pieza objetivo era una esfera metálica de 40 milímetros de diámetro, formada dentro de una cavidad esférica a juego en una herramienta de acero llamada matriz cerrada. En lugar de recurrir a prueba y error en la planta, emplearon simulaciones por ordenador para diseñar la pieza inicial de metal—conocida como preforma—para que llenara la cavidad esférica limpiamente sin crear rebaba, las aletas finas de exceso de metal que luego deben recortarse.
Probando distintas formas iniciales
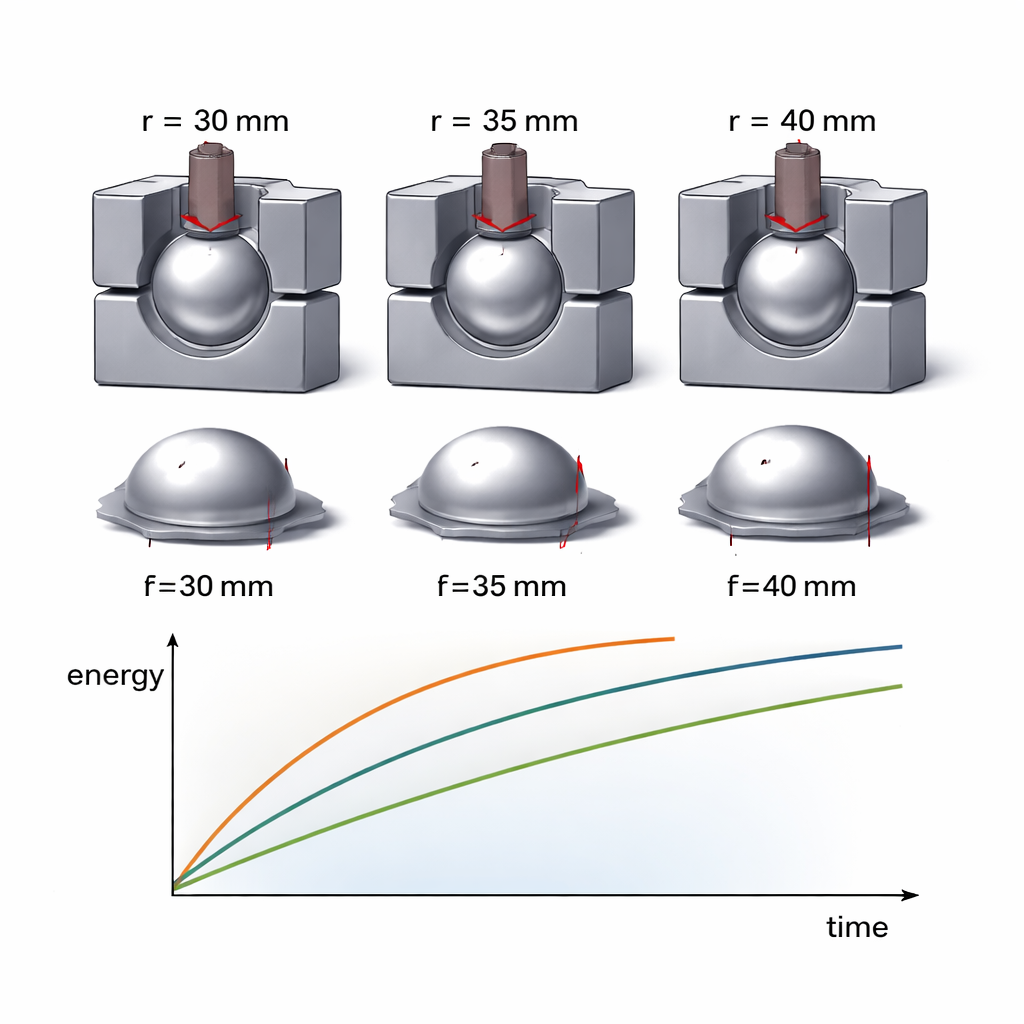
El equipo comparó varios diseños de preforma que todos utilizaban la misma cantidad de aluminio. Primero examinaron bloques rectangulares y cilíndricos simples. La simulación mostró rápidamente que el bloque rectangular empujaba material hacia las esquinas de la matriz, generando rebabas abundantes y una pieza final deformada. El cilindro liso obtuvo mejor resultado, pero aún dejaba zonas planas en lugar de una esfera lisa. Para mejorar el resultado, los investigadores añadieron un extremo redondeado al cilindro. Luego probaron tres versiones de este diseño, cada una con distinta curvatura en el extremo—equivalente a radios esféricos de 40, 35 y 30 milímetros—manteniendo constante el volumen. Con software de elementos finitos siguieron cómo el metal fluía hacia fuera y llenaba la cavidad a medida que la matriz superior descendía.
Siguiendo el metal y la energía
Los modelos por ordenador revelaron que durante el forjado el aluminio primero se expande hacia fuera con facilidad, y después encuentra una resistencia creciente conforme la cavidad se llena y aumenta la tensión interna de reacción. Para cada preforma, la energía necesaria para continuar el prensado aumentaba de forma sostenida con el tiempo, en gran parte por la fricción entre el metal y la matriz y porque el metal se endurece al comprimirse. Entre los tres cilindros redondeados, el de menor radio en el extremo, 30 milímetros, llenó la cavidad esférica de forma más uniforme y requirió la menor energía. Su área de contacto limitada redujo la fricción y el volumen que había que forzar en esquinas estrechas, mejorando la eficiencia del conformado.
Comprobando el ordenador frente a la realidad
Para verificar si las simulaciones coincidían con el comportamiento real, los investigadores realizaron ensayos de forjado en frío a temperatura ambiente usando una máquina de ensayo de 100 toneladas y matrices de acero templado. Mecanizaron toletes de aluminio con las dimensiones de preforma que mejor funcionaron y los forjaron en la cavidad esférica. Las piezas forjadas salieron casi esféricas, sin rebaba y con superficie limpia, confirmando que el diseño de la preforma era adecuado. No obstante, el proceso real necesitó aproximadamente un 13% más de energía de la prevista, y las bolas finales estaban ligeramente más ovaladas de lo que sugería el modelo. Estas diferencias se atribuyeron principalmente a una fricción más fuerte y a un endurecimiento más pronunciado en el metal real que los ajustes simplificados asumidos en el software.
Por qué esto importa para la fabricación
Al final, el estudio muestra que preformas diseñadas con cuidado, guiadas por simulaciones detalladas, pueden ayudar a los fabricantes a forjar piezas de aluminio más cercanas a la forma final, gastar menos energía y generar menos chatarra. Aunque las simulaciones no capturan todos los matices de la fricción y el comportamiento del material, demostraron ser lo bastante precisas para orientar el diseño de la preforma y evitar muchas pruebas costosas. Para el lector, la conclusión clave es que las pruebas virtuales inteligentes pueden hacer que el conformado de metales sea más limpio, barato y preciso—abriendo camino a una producción de componentes en coches, aviones y otras aplicaciones exigentes más eficiente y de mayor calidad.
Cita: Sahu, K., Singh, M., Choudhary, H. et al. Experimental and numerical analysis on cold forging of commercially pure aluminum. Sci Rep 16, 6961 (2026). https://doi.org/10.1038/s41598-026-37220-8
Palabras clave: conformado en frío, aluminio, forma casi final, simulación por elementos finitos, diseño de matrices