Clear Sky Science · es
Análisis comparativo de electrodos de cobre y grafito en EDM de compósitos metálicos Al–SiC
Por qué esto importa para máquinas de alta tecnología
Desde turbinas eólicas hasta naves espaciales, muchas máquinas modernas dependen de piezas metálicas ligeras que deben soportar calor y esfuerzos intensos. Los compósitos metal–matriz de aluminio y carburo de silicio (Al–SiC) cumplen con estos requisitos, pero son notoriamente difíciles de conformar con herramientas de corte tradicionales. Este artículo explora cómo un proceso avanzado basado en chispas, llamado mecanizado por descarga eléctrica (EDM), puede dar forma a estos compósitos resistentes de manera más eficiente, y plantea una pregunta práctica: ¿es el cobre o el grafito el mejor material de herramienta para la tarea?
Conformar metales con chispas en lugar de cuchillas
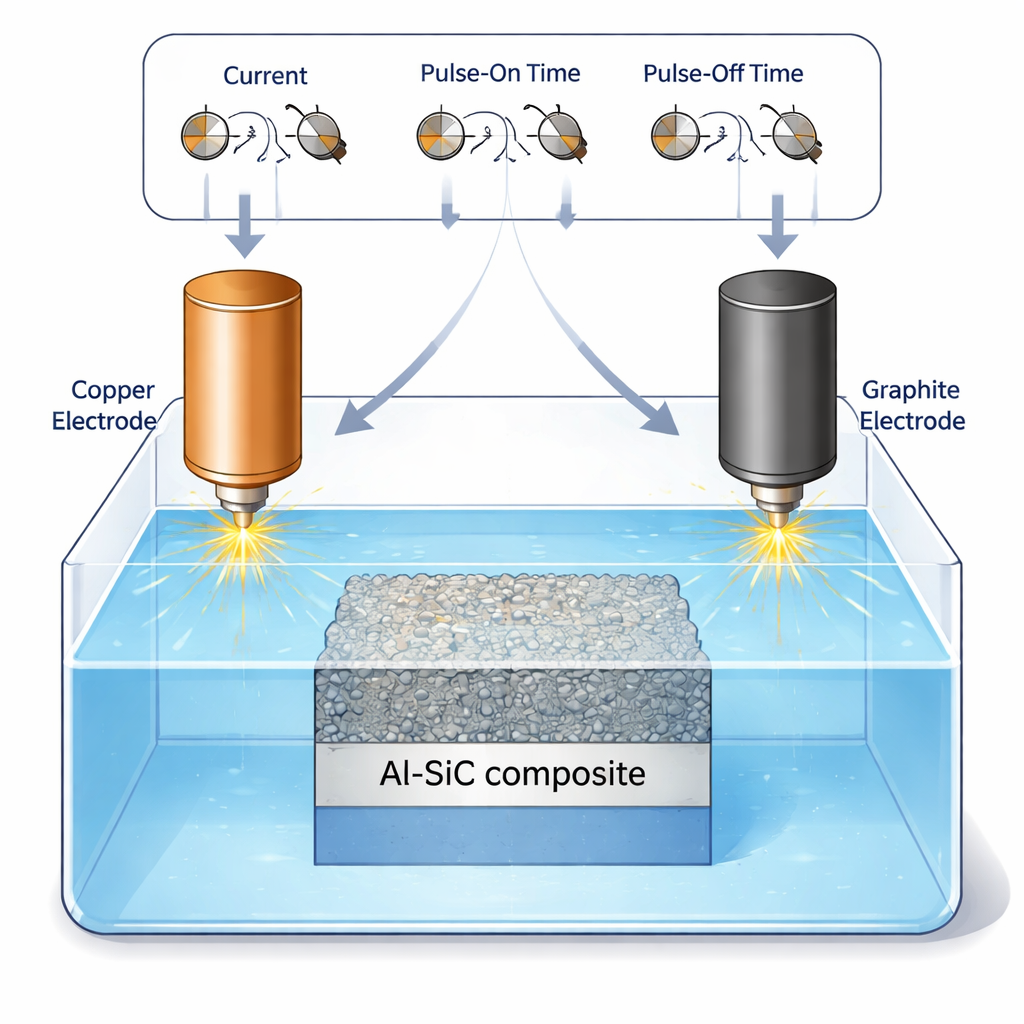
El EDM funciona de forma muy distinta al fresado o al taladrado. En una máquina EDM de electrodo sumergido, un electrodo herramienta sólido y la pieza de trabajo metálica están ambos sumergidos en un baño de fluido aislante, típicamente queroseno. Cuando se aplica un voltaje controlado y la brecha entre la herramienta y la pieza es muy pequeña, una serie de diminutas chispas eléctricas saltan a través del hueco. Cada chispa calienta localmente el metal a varios miles de grados Celsius, fundiendo y vaporizando microscópicos fragmentos de material. Al escanear y pulsar estas chispas, los fabricantes pueden tallar cavidades precisas en materiales que desgastarían rápidamente las herramientas convencionales.
Por qué los compósitos Al–SiC son útiles y problemáticos
Los compósitos Al–SiC combinan una aleación de aluminio conocida con partículas duras de carburo de silicio. El aluminio mantiene el material ligero, resistente a la corrosión y relativamente fácil de fundir, mientras que las partículas cerámicas aumentan considerablemente la dureza, la resistencia al desgaste y la resistencia mecánica. Estas propiedades hacen que el Al–SiC sea atractivo para piezas móviles en sistemas de alta velocidad, como componentes aeroespaciales, coches de alto rendimiento y vehículos aéreos no tripulados. El inconveniente es que las mismas partículas abrasivas que endurecen el compósito también desgastan las herramientas de corte, aumentando los costes y limitando las geometrías que se pueden producir. El EDM evita este problema porque las chispas eliminan material sin que la herramienta roce físicamente la superficie.
Poniendo a prueba herramientas de cobre y grafito
Los investigadores compararon dos materiales de electrodo comúnmente usados en EDM: cobre de alta conductividad y grafito tolerante al calor. Empleando un conjunto de experimentos planificados estadísticamente (un diseño Box–Behnken), variaron tres ajustes principales de la máquina: la corriente eléctrica, la duración de cada pulso de chispa (tiempo de pulso encendido) y la pausa entre pulsos (tiempo de pulso apagado). Para cada combinación midieron la rapidez con que se removía material de la pieza Al–SiC (tasa de remoción de material, o MRR) y la velocidad a la que la propia herramienta se desgastaba (tasa de desgaste de la herramienta, o TWR). Luego usaron métodos estadísticos estándar para separar tendencias reales del ruido aleatorio y construir ecuaciones matemáticas que vinculan los ajustes con los resultados del mecanizado.
Lo que revelaron las chispas sobre el rendimiento
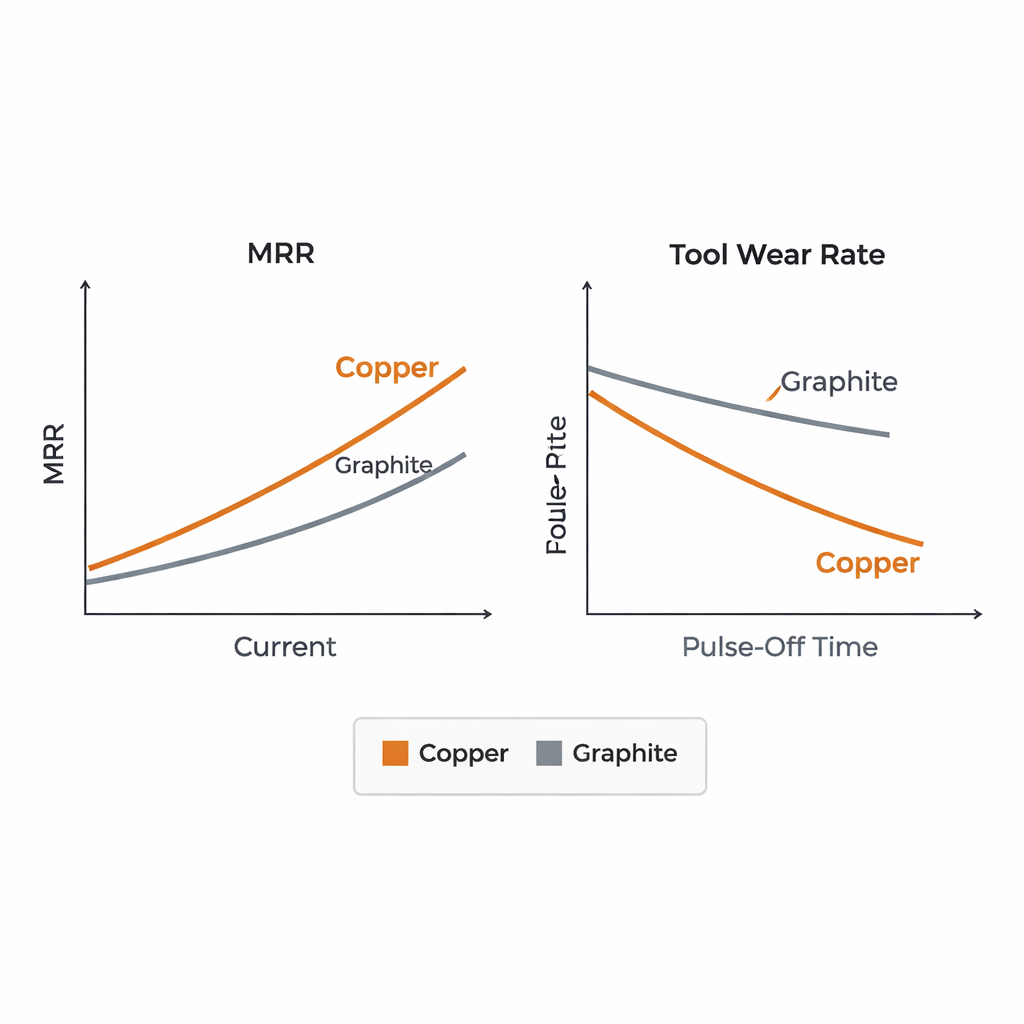
Para ambos materiales de herramienta, una mayor corriente y tiempos de pulso encendido más largos produjeron chispas más energéticas, lo que incrementó la velocidad de mecanizado del compósito, pero también tendía a aumentar el desgaste de la herramienta. Los tiempos de pulso apagado más largos, en contraste, actuaban como periodos de descanso entre chispas. Estas pausas permitían que la herramienta se enfriara y que los residuos fundidos se evacuaran, lo que redujo de forma consistente el desgaste de la herramienta tanto para el cobre como para el grafito. Al comparar directamente los dos electrodos, el cobre superó claramente al grafito: ofreció hasta cerca de un 18% más de remoción de material mientras sufría aproximadamente un 25% menos de desgaste. Imágenes microscópicas respaldaron estos números, mostrando superficies más lisas y menos dañadas en las herramientas de cobre que en las de grafito tras el mecanizado.
Por qué el cobre sale ganando
El mejor comportamiento del cobre se debe principalmente a su excelente capacidad de conducir calor y electricidad. El cobre distribuye rápidamente el intenso calor de cada chispa, reduciendo el daño local y haciendo que el proceso de chisporroteo sea más estable. El grafito puede soportar altas temperaturas, pero no evacua el calor con la misma eficacia, por lo que sufre más quemaduras y cráterización localizadas. Para un compósito sensible al calor como Al–SiC, esta diferencia es relevante: el cobre permite un mecanizado más rápido y estable con menos daño colateral tanto para la herramienta como para la pieza. El estudio también identifica una receta práctica para alta productividad: para herramientas de cobre, una corriente de 9 A con tiempos moderados de pulso encendido y apagado dio la mayor remoción de material.
Qué significa esto para la fabricación real
Para ingenieros y fabricantes, el mensaje es directo. Al usar EDM para conformar compósitos metal–matriz Al–SiC, los electrodos de cobre son, por lo general, la mejor opción, ofreciendo corte más rápido y mayor vida útil de la herramienta que el grafito. Ajustando cuidadosamente la corriente y el temporizado de los pulsos eléctricos—y permitiendo suficientes pausas entre chispas para limitar la acumulación de calor—los talleres pueden mecanizar piezas compuestas complejas de manera más eficiente y con menos desperdicio. Esta orientación ayuda a cerrar la brecha entre estudios de laboratorio y práctica industrial, apoyando el uso más amplio de materiales avanzados y ligeros en tecnologías exigentes.
Cita: Shahapur, B., Barik, D., Majumder, H. et al. Comparative analysis of copper and graphite electrodes in EDM of Al–SiC metal matrix composites. Sci Rep 16, 6729 (2026). https://doi.org/10.1038/s41598-026-37162-1
Palabras clave: mecanizado por descarga eléctrica, compósito de aluminio y carburo de silicio, electrodo de cobre, electrodo de grafito, desgaste de herramienta