Clear Sky Science · es
Modelado y estudio experimental de las fuerzas de corte de una fresa de extremo esférico de paso variable en fresado de cinco ejes
Por qué importa un corte de metal más suave
Desde motores a reacción hasta naves espaciales, muchas máquinas modernas dependen de piezas metálicas con formas fluidas y curvadas y paredes delgadas. Estas piezas deben obtenerse a partir de aleaciones resistentes, pero cualquier pequeña vibración o fuerza excesiva durante el mecanizado puede dejar marcas, debilitar el material o acortar su vida útil. Este estudio aborda una cuestión práctica en el corazón de la fabricación avanzada: ¿cómo podemos predecir las fuerzas que actúan sobre un tipo especial de herramienta de corte—una fresa de extremo esférico de paso variable—para que estas piezas complejas puedan mecanizarse más rápido, con mayor precisión y con menor riesgo de provocar vibraciones destructivas?
Una nueva mirada a una herramienta familiar
Las fresas de extremo esférico son herramientas comunes cuyos extremos redondeados pueden trazar superficies lisas que las herramientas planas no alcanzan fácilmente. Pero esta forma redondeada también hace que su comportamiento sea difícil de predecir. La velocidad de corte varía desde cero en la punta hasta un máximo en los flancos, y en máquinas multi-eje la herramienta se inclina y gira constantemente. Además, este estudio se centra en herramientas de “paso variable”, donde el espaciado entre filos cortantes adyacentes se hace intencionadamente desigual. Este espaciado irregular ayuda a romper las vibraciones, pero complica la forma en que las fuerzas se acumulan durante el corte. Para abordar esto, los autores construyen un modelo matemático detallado que vincula la geometría y el movimiento de tal herramienta con las fuerzas que genera en el mecanizado real.
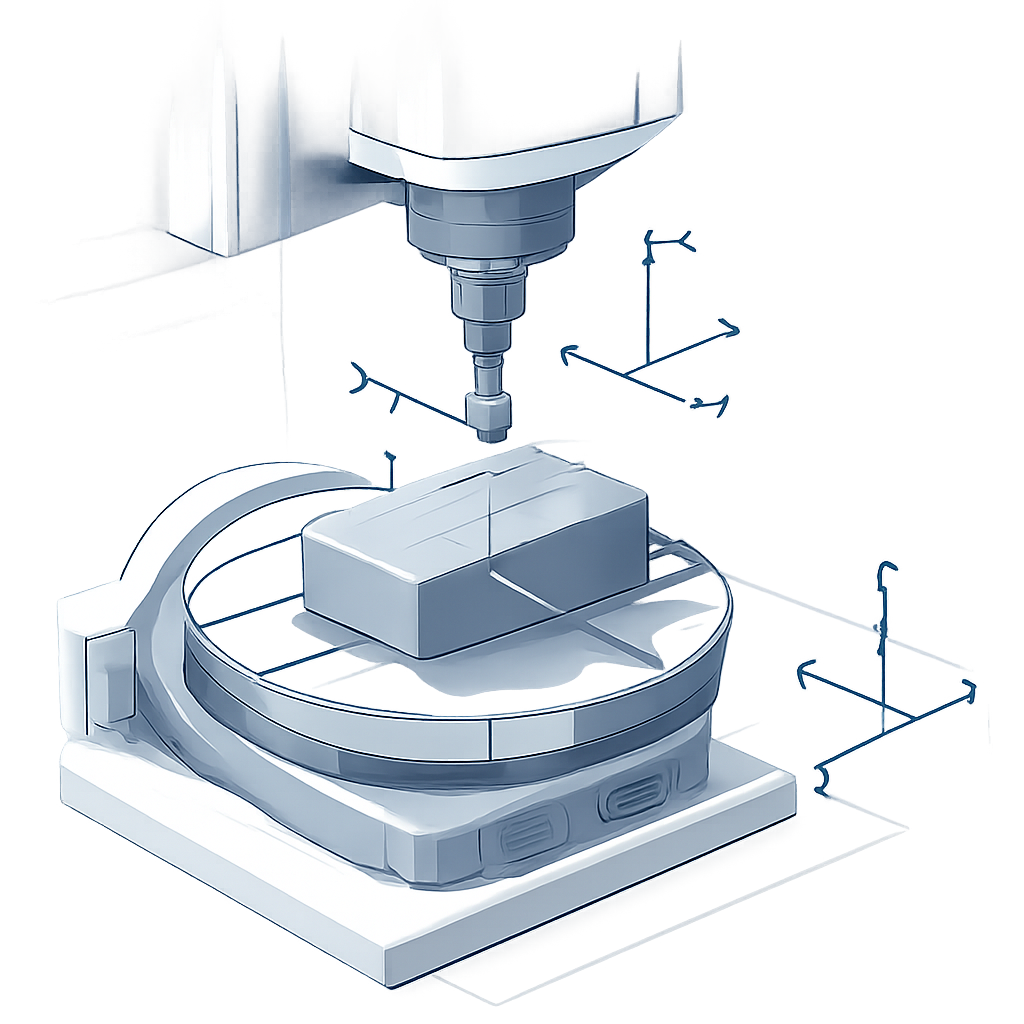
Mapear el contacto invisible entre herramienta y metal
En el núcleo del trabajo está una descripción minuciosa de cómo el filo realmente entra en contacto con el metal. Los autores definen varios sistemas de coordenadas: uno ligado a la máquina, otro a la pieza, otro a la herramienta y otro que sigue la dirección de avance. Utilizando estos marcos, describen exactamente dónde se encuentra cada pequeño segmento del filo en el espacio en cualquier instante. En lugar de intentar seguir directamente una zona de contacto tridimensional y móvil—lo que sería extremadamente complejo—proyectan la zona de engrane sobre un plano perpendicular al eje de la herramienta. Esta simplificación permite encontrar, para cada fragmento microscópico del filo, los ángulos con los que entra y sale del material y la profundidad con que corta.
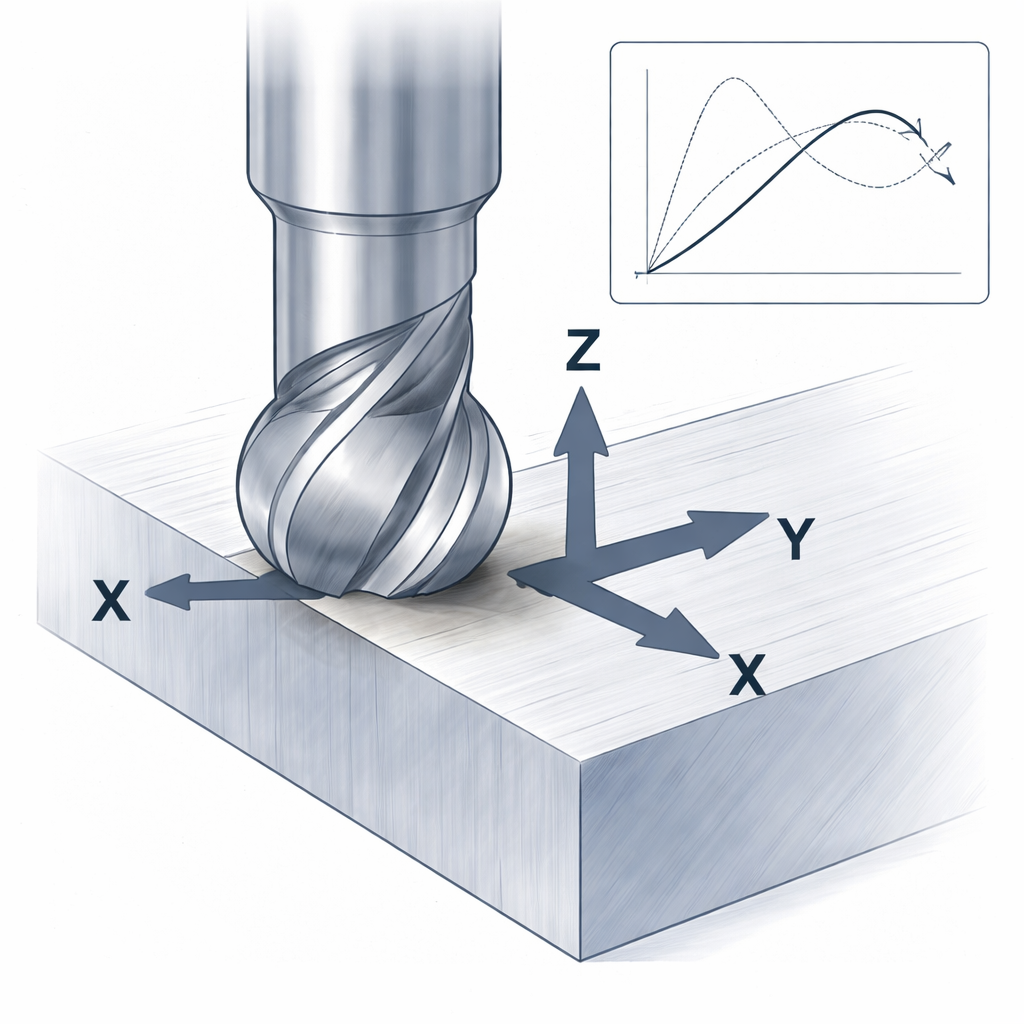
Construir fuerzas a partir de piezas diminutas
Una vez conocido el contacto, el estudio trata el filo como una pila de elementos muy pequeños a lo largo del eje de la herramienta. Para cada elemento, el modelo calcula el espesor de la viruta y la longitud de ese segmento del filo. La fuerza de corte local se divide entonces en dos partes: una por cizallado del metal y otra por un efecto más pequeño de “arado” cuando el filo frota y empuja. Estas fuerzas elementales se expresan en tres direcciones—tangencial, radial y axial—luego se convierten a las direcciones X, Y y Z propias de la herramienta y se suman a lo largo de todo el filo. Debido a que las herramientas de paso variable no comparten las mismas condiciones de avance en cada diente, el modelo también ajusta el espesor de viruta diente por diente, capturando cómo el espaciado irregular remodela el patrón de fuerzas y ayuda a amortiguar las vibraciones.
De las ecuaciones a virutas reales de titanio
Un modelo solo es útil si coincide con la realidad, por lo que el equipo realizó ensayos de fresado controlados en placas de aleación de titanio—un material ampliamente usado en aeroespacial por su resistencia y resistencia al calor. Usando una fresa de extremo esférico de cuatro dientes y paso variable en una máquina de cinco ejes, midieron fuerzas en tres direcciones con un sensor de fuerzas de precisión mientras variaban la profundidad de corte y el avance por diente. En lugar de los cortes de ranura completos habituales, emplearon pasadas poco profundas semejantes a operaciones de acabado reales, donde a menudo solo un diente está cortando a la vez. A partir de estas mediciones extrajeron fuerzas medias para cada diente individual y las usaron para calibrar los coeficientes desconocidos de fuerza de corte en sus ecuaciones, permitiendo que el modelo se ajuste al comportamiento real de la herramienta y el material.
Qué tan bien se sostienen las predicciones
Con los coeficientes calibrados, los autores ejecutaron simulaciones usando las mismas condiciones de corte que en los experimentos y compararon directamente las fuerzas predichas con las medidas. Las formas de onda, picos y valles en las tres direcciones coincidieron estrechamente, y un análisis detallado de errores mostró que la discrepancia fue como máximo del 6,74 por ciento. Este nivel de precisión es suficiente para apoyar tareas prácticas como elegir parámetros de corte seguros, evitar el chatter y optimizar el diseño de la herramienta. El estudio también muestra cómo cambiar los ángulos de inclinación de la herramienta reconfigura el área de contacto y desplaza dónde a lo largo del extremo esférico se concentra la carga, proporcionando una imagen más intuitiva para los planificadores de proceso.
Qué significa esto para el mecanizado futuro
Para los no especialistas, la conclusión es que este trabajo ofrece una forma basada en la ciencia de predecir qué hará una herramienta de corte compleja antes de cortar realmente el metal. Combinando el conocimiento geométrico, la física de la formación de virutas y experimentos dirigidos, los autores crearon un modelo de fuerzas adaptado a fresas de extremo esférico de paso variable en acabados multi-eje. Esto puede ayudar a los fabricantes a exigir más a las máquinas sin sacrificar la calidad superficial, acortar la puesta a punto por prueba y error y diseñar herramientas y trayectorias que mantengan las vibraciones bajo control. A largo plazo, tales modelos favorecen una producción más fiable de piezas ligeras y de alto rendimiento que se usan en aeronaves, turbinas y otras tecnologías exigentes.
Cita: Tian, W., Zhou, J., Ren, J. et al. Modeling and experimental study of cutting forces of a variable pitch ball-end cutter in five-axis milling. Sci Rep 16, 6541 (2026). https://doi.org/10.1038/s41598-026-36982-5
Palabras clave: fresado de cinco ejes, fresas de paso variable, fresado con extremo esférico, modelado de fuerzas de corte, mecanizado de titanio