Clear Sky Science · es
Optimización basada en datos de parámetros de mecanizado para Hastelloy C276 mediante marcos PSO y TLBO
Por qué importa este metal tan resistente
Desde los motores a reacción hasta los reactores químicos, muchos sistemas críticos dependen de metales capaces de resistir temperaturas extremas y sustancias químicas agresivas. Hastelloy C276 es una de estas aleaciones “superiores”, pero su dureza la hace notoriamente difícil y costosa de mecanizar con precisión. Este estudio explora cómo cortar este metal obstinado de forma más limpia, económica y sostenible combinando métodos avanzados de refrigeración con optimización computacional inteligente.
Cuatro maneras de mantener el corte frío
Los investigadores se centraron en un proceso de fresado, donde una herramienta giratoria talla una superficie plana en un bloque de Hastelloy C276. Compararon cuatro formas diferentes de refrigerar y lubricar la zona de corte: sin fluido alguno (corte en seco), una fina niebla de aceite usando la mínima cantidad de fluido (lubricación de cantidad mínima, o MQL), la misma niebla mejorada con diminutas partículas cerámicas (nano-MQL), y un chorro de dióxido de carbono muy frío (CO₂ criogénico). Usando un conjunto estructurado de 16 ensayos cuidadosamente planificados, variaron la velocidad de avance de la herramienta y la cantidad de metal retirada por revolución. Para cada ensayo midieron cuatro resultados prácticos que importan en planta: la suavidad de la superficie terminada, la fuerza necesaria para cortar, la velocidad de desgaste de la herramienta y la temperatura alcanzada en la zona de corte. 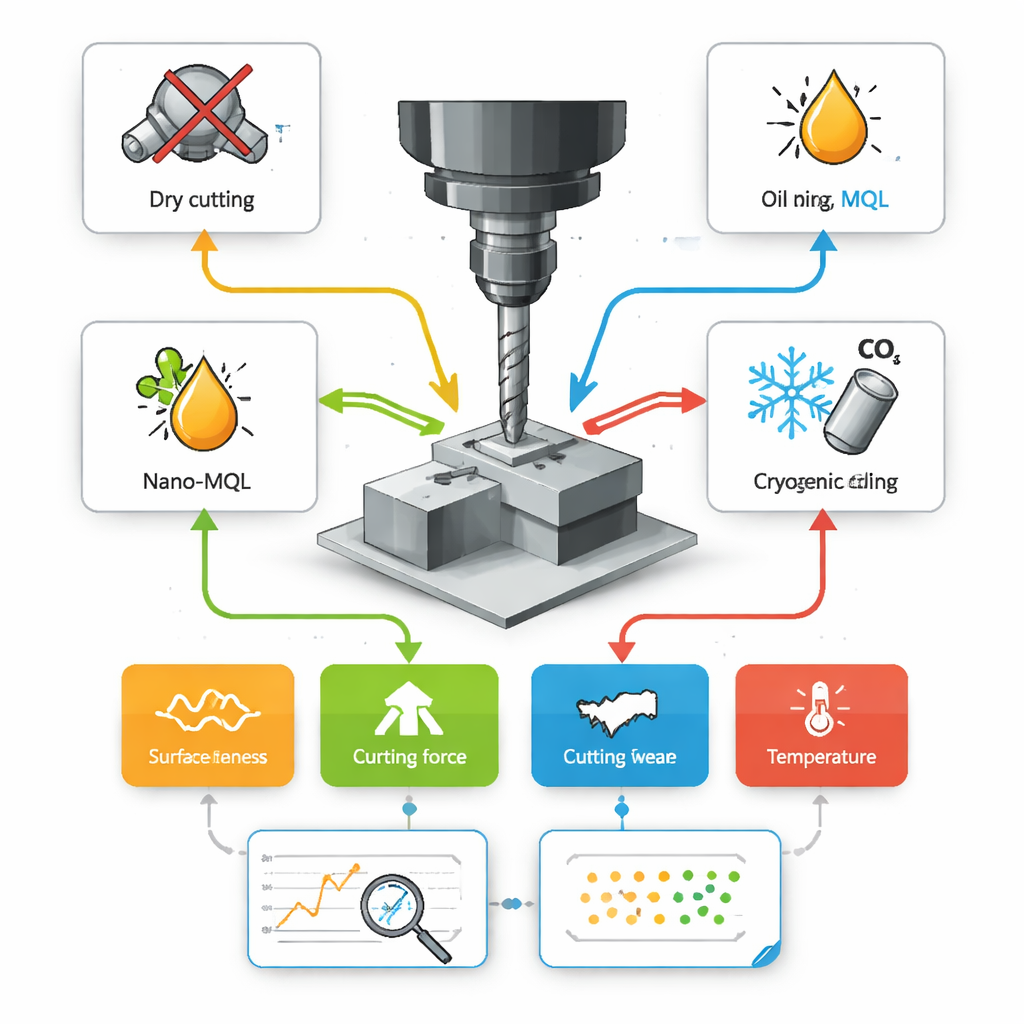
Qué le ocurre a la herramienta y a la superficie
Como era de esperar, forzar más el proceso con mayores velocidades y avances tendió a aumentar las fuerzas de corte, elevar las temperaturas y desgastar la herramienta más rápidamente. Imágenes microscópicas mostraron que diminutos fragmentos de la aleación se adherían al filo de corte y luego se arrancaban, un proceso llamado desgaste por adhesión, mientras que partículas duras en la aleación rayaban la herramienta como papel de lija, causando desgaste abrasivo. Estos modos de daño aparecieron en todas las condiciones, pero fueron mucho menos severos cuando se usó refrigeración con CO₂ criogénico. La nieve fría de CO₂ impactando en la interfaz herramienta–viruta extrajo el calor rápidamente y redujo la tendencia del metal a soldarse a la herramienta. Esto no solo ralentizó el desgaste de la herramienta sino que también ayudó a mantener un filo más afilado, lo que a su vez produjo una superficie más lisa en la pieza.
Cómo las opciones de refrigeración cambian fuerzas y calor
El estudio mostró que el corte en seco dio los peores resultados: superficies rugosas, fuerzas de corte elevadas y herramientas muy calientes. MQL y nano-MQL mejoraron la lubricación y ofrecieron reducciones moderadas en la fricción y la temperatura, pero estuvieron limitados por la capacidad de las gotas de aceite para alcanzar el espacio estrecho donde la herramienta se encuentra con la viruta. La opción de CO₂ criogénico destacó. En comparación con el corte en seco, redujo la rugosidad de la superficie y la fuerza de corte en aproximadamente un 30–40 % y disminuyó significativamente las temperaturas y el desgaste de la herramienta. La razón radica en la forma en que el CO₂ a alta presión se expande a través de una boquilla pequeña, convirtiéndose en un aerosol de “nieve” fría con alta capacidad refrigerante. Esta nieve permanece brevemente en la zona de corte, extrayendo grandes cantidades de calor sin dejar residuos oleosos en la pieza.
Dejar que los algoritmos elijan los mejores parámetros
Elegir la combinación adecuada de velocidad de corte, tasa de avance y método de refrigeración es un acto de equilibrio: una configuración puede dar una superficie lisa pero desgastar las herramientas rápidamente, mientras que otra ahorra herramientas pero ralentiza la producción. Para navegar estos compromisos, el equipo usó dos algoritmos informáticos inspirados en la naturaleza. Uno, Particle Swarm Optimization (PSO), imita a un banco de aves buscando comida; el otro, Teaching–Learning-Based Optimization (TLBO), imita cómo una clase de estudiantes aprende del profesor y entre ellos. Los investigadores pidieron a ambos algoritmos que encontraran condiciones de corte que minimizaran de forma conjunta la rugosidad de la superficie, la fuerza de corte, el desgaste de la herramienta y la temperatura. A lo largo de muchos ensayos simulados, PSO con mayor frecuencia llegó muy cerca de la mejor solución posible, mientras que TLBO alcanzó buenas respuestas más rápido y con menos esfuerzo computacional. En ambos casos, el “punto óptimo” recomendado implicaba condiciones de corte moderadas combinadas con refrigeración criogénica con CO₂, y los experimentos confirmaron que las predicciones eran precisas. 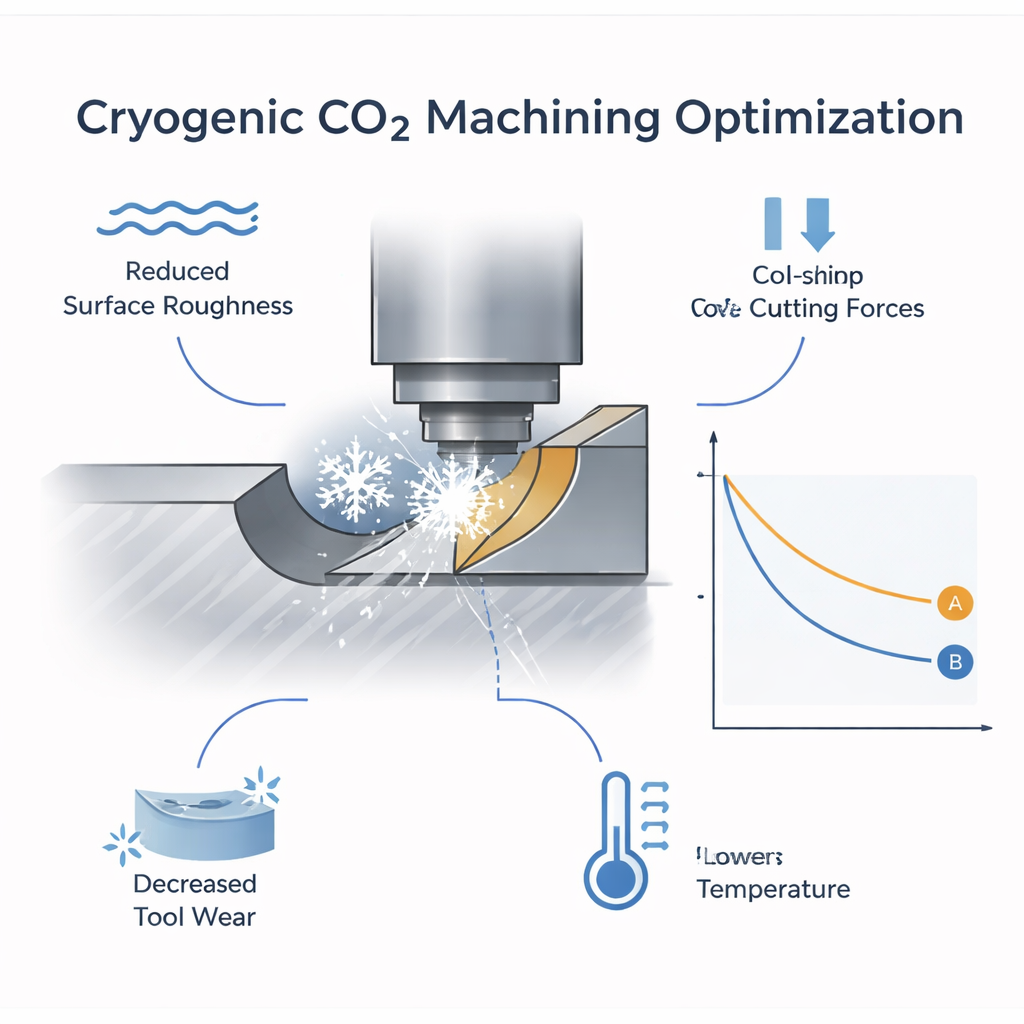
Qué significa esto para la fabricación en el mundo real
Para las fábricas que mecanizan Hastelloy C276, estos hallazgos ofrecen una doble ventaja: mejor calidad de las piezas y mayor vida útil de las herramientas, logrado de una manera más limpia. La refrigeración criogénica con CO₂, guiada por optimización basada en datos, permite a las empresas reducir el uso de refrigerantes tradicionales a base de aceite, que son engorrosos de manejar y eliminar, mientras siguen protegiendo herramientas y superficies. En términos sencillos, el estudio muestra que combinar un “spray” muy frío y seco de CO₂ con algoritmos inteligentes puede convertir una tarea de corte difícil y costosa en un proceso más predecible, eficiente y respetuoso con el medio ambiente.
Cita: Abualhaj, M.M., Venkatesh, B., Parmar, K.D. et al. Data-driven optimization of machining parameters for Hastelloy C276 using PSO and TLBO frameworks. Sci Rep 16, 5280 (2026). https://doi.org/10.1038/s41598-026-36275-x
Palabras clave: Mecanizado de Hastelloy, refrigeración criogénica con CO2, lubricación de cantidad mínima, reducción del desgaste de la herramienta, optimización evolutiva