Clear Sky Science · es
Optimización de parámetros de proceso para piezas cerámicas de alúmina fabricadas por modelado por deposición fundida
Por qué importan piezas 3D impresas más resistentes
Con la impresión 3D pasando de dispositivos para aficionados a componentes industriales reales, los fabricantes buscan piezas que no solo sean fáciles de dar forma, sino también resistentes, refractarias y duraderas. Las cerámicas, como la alúmina, ya son elementos clave en motores, electrónica y herramientas médicas, pero son notoriamente difíciles de mecanizar. Este estudio explora cómo imprimir piezas de alúmina de forma fiable usando una impresora de tipo sobremesa común, describiendo una receta paso a paso que otros puedan seguir y comparar, similar a un método de horneado estandarizado para ingredientes exigentes.
Convertir una impresora de plástico en una herramienta cerámica
Los investigadores trabajan con modelado por deposición fundida (FDM), la misma tecnología básica usada por muchas impresoras de consumo que funden un filamento plástico y lo depositan en hilos finos. En lugar de plástico puro, alimentan la impresora con un filamento compuesto que mezcla polvo cerámico de alúmina con un aglutinante polimérico removible. Tras la impresión, el plástico debe lavarse y eliminarse térmicamente, dejando una pieza cerámica densa. Dado que pequeños cambios en temperatura, velocidad o espesor de capa pueden hacer que el objeto impreso se deforme, agriete o pierda detalle, el objetivo principal del equipo es construir un procedimiento estructurado que encuentre ajustes fiables para este material delicado y documente cómo se comportan las piezas.
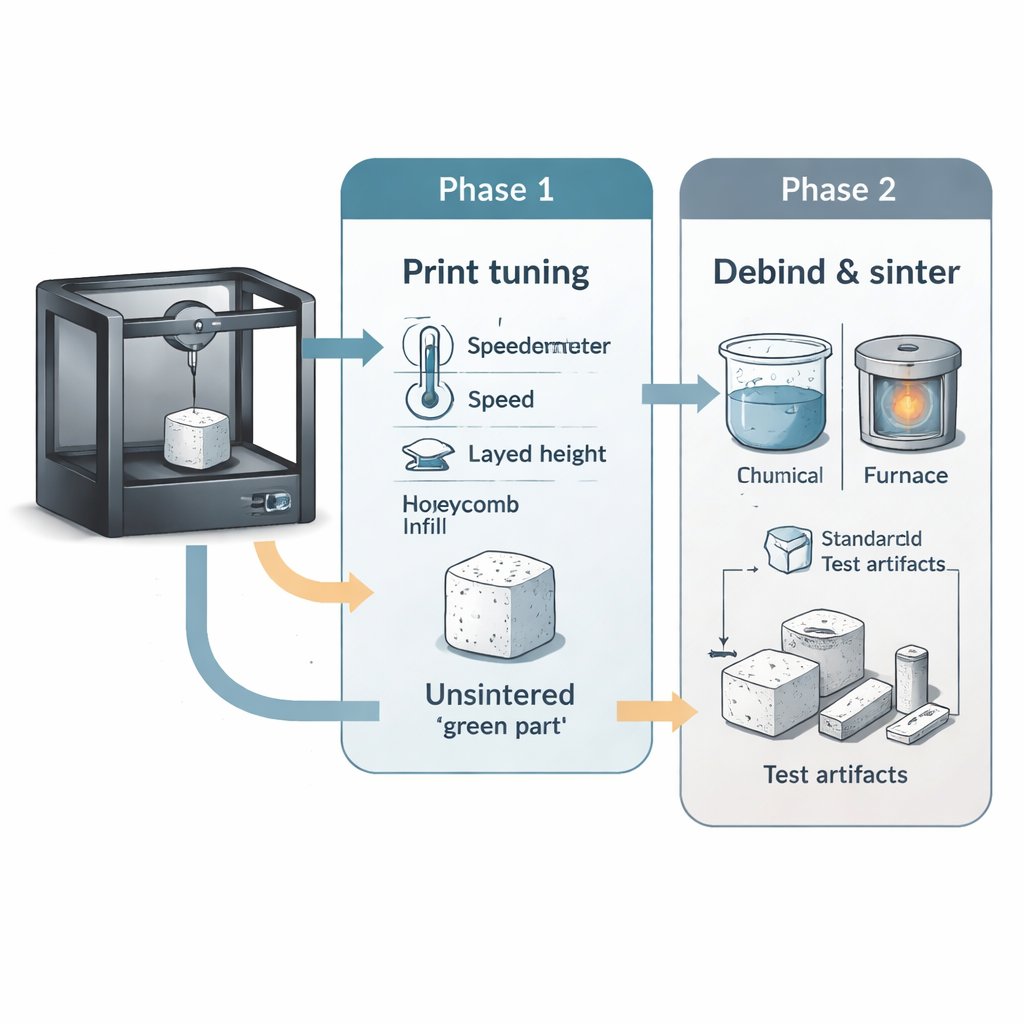
Una receta en dos fases para impresiones mejores
La optimización se divide en dos fases. En la primera fase, el equipo se centra únicamente en el paso de impresión, trabajando con las llamadas piezas “verdes” que aún no han recibido tratamiento químico ni térmico. Imprimen formas de prueba sencillas y ajustan la temperatura de la boquilla, la temperatura de la cama, la velocidad de impresión, la altura de capa, el espesor de las paredes y el patrón de relleno mediante varias iteraciones. Reducir la velocidad de impresión por debajo de la usada para plásticos comunes y elegir una altura de capa moderada (0,15 mm) resulta crucial para obtener paredes consistentes y bases planas. También afinan la distancia de la boquilla respecto a la placa de construcción para evitar huecos o capas aplastadas en la superficie inferior.
Ajustar las piezas por contracción y calor
En la segunda fase, las piezas impresas pasan por la ruta completa cerámica: primero un baño químico en acetona para disolver parte del aglutinante, y luego un tratamiento térmico largo y cuidadosamente controlado en un horno para eliminar el resto y sinterizar la alúmina a alrededor de 1550 °C. Estos pasos hacen que las piezas se contraigan aproximadamente una quinta parte en cada dirección y pueden introducir deformaciones o grietas. Para afrontar esto, el equipo varía sistemáticamente factores de escala de diseño, el número de capas sólidas inferiores y superiores, el número de líneas de pared y la densidad y patrón de relleno interno. A partir de ello derivan un conjunto de valores de escala y ajustes estructurales que producen piezas lo bastante gruesas y robustas para sobrevivir el postprocesado sin colapsar, pero no tan densas como para que disolventes o gases queden atrapados.
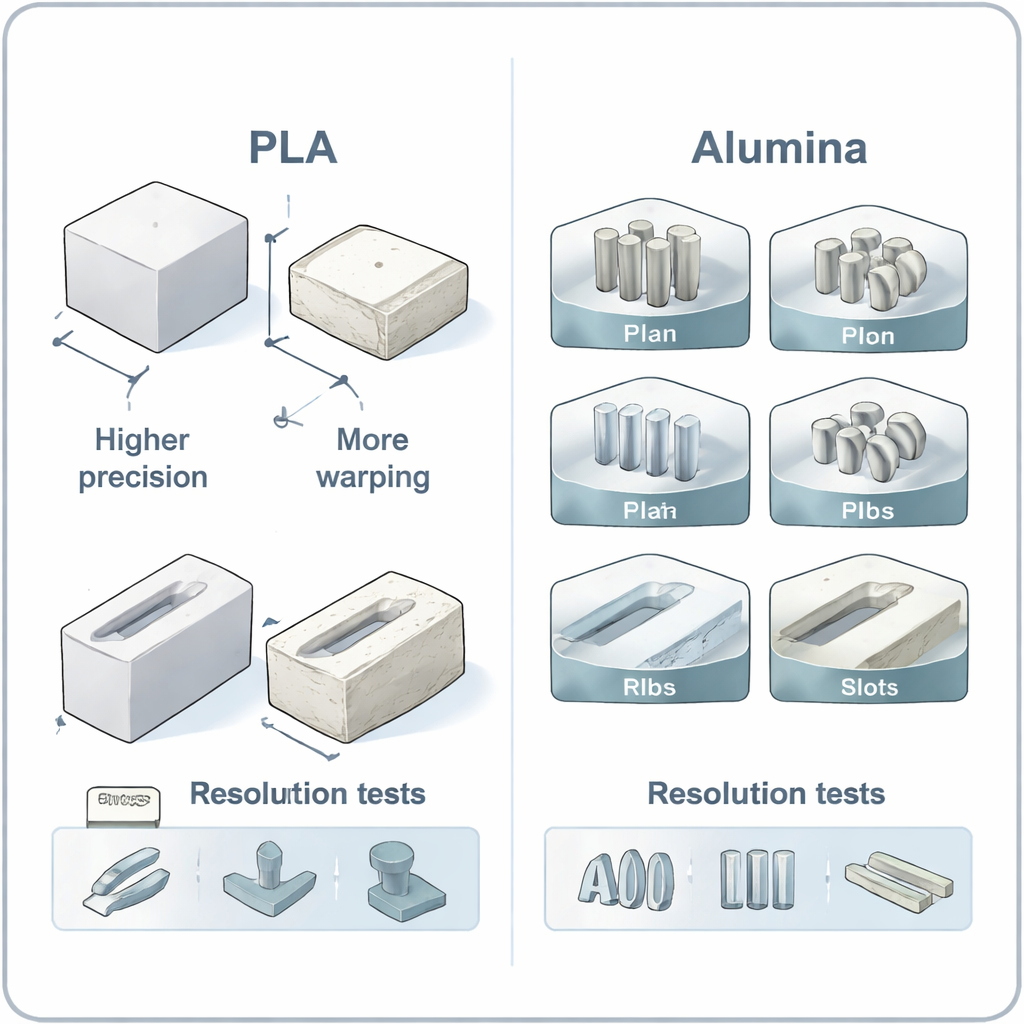
Poniendo el proceso a prueba
Para juzgar la eficacia de sus ajustes optimizados, los autores imprimen “artefactos de prueba” estandarizados definidos en una norma internacional ISO. Estas formas evalúan tres cualidades prácticas: la precisión dimensional global, las características más pequeñas que la impresora aún puede formar (resolución) y el acabado superficial, incluso en voladizos inclinados. Hacen series completas tanto en alúmina como en un plástico conocido, PLA, usando los ajustes más probados para cada material. Mediciones cuidadosas muestran que las piezas de alúmina generalmente se contraen y retuercen más, especialmente tras la etapa de horno de alta temperatura, lo que perjudica la precisión en los tres ejes. Pivotes finos y agujeros diminutos que son imprimibles en PLA pueden deformarse, desaparecer durante los tratamientos con disolvente y calor, o soldarse en la alúmina.
Qué significa esto para el uso real
Para un público no especialista, la conclusión principal es que, de hecho, se pueden producir piezas funcionales de alúmina en una impresora 3D de tipo FDM, pero aún no igualan la precisión y la suavidad superficial de piezas plásticas bien impresas. El trabajo proporciona un camino claro y reproducible para ajustar temperaturas, velocidades, parámetros de paredes y relleno, y correcciones de escala, y muestra dónde están las limitaciones actuales: deformaciones durante el calentamiento, pérdida de detalles muy pequeños y superficies más rugosas en voladizos pronunciados. Al formalizar este flujo de optimización y señalar los puntos débiles restantes en las etapas de desaglutinado y sinterizado, el estudio ofrece a la industria y a los investigadores un punto de partida concreto para convertir impresoras de bajo coste en herramientas de fabricación cerámica más capaces.
Cita: Meana, V., Meana, L., Cuesta, E. et al. Process parameter optimization for alumina ceramic parts manufactured by fused deposition modelling. Sci Rep 16, 6072 (2026). https://doi.org/10.1038/s41598-026-36153-6
Palabras clave: impresión 3D cerámica, modelado por deposición fundida, alúmina, optimización de procesos, fabricación aditiva